Технические требования к готовым изделиям
Подготовка инструмента к прессованию
Правка
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
Определение баланса металла, величины отходов по операциям технологического процесса. Расчет технологической карты
Значения параметров, приведенных с п.18 по п.31, взяты с чертежа П8744МА.00.001
Навигация
Подготовка инструмента к прессованию
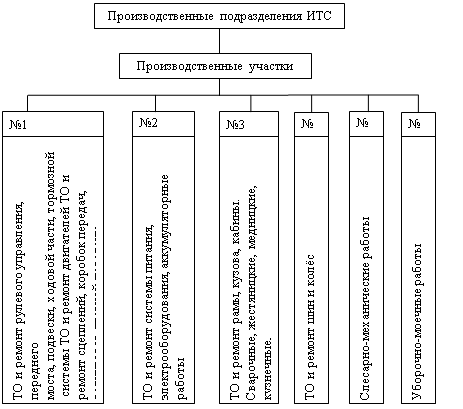
Проектирование прессового участка
46308
знаков
13
таблиц
4
изображения
2.2.2. Подготовка инструмента к прессованию
Сборку инструмента перед прессованием производится в соответствии с чертежами инструментальных наладок на данный процесс.
Втулки контейнеров, пресс–штемпели и другой крупногабаритный инструмент должны быть снабжены паспортами.
Диаметр прессшайбы должен быть на 0.3 – 0.7 мм меньше фактического диаметра канала втулки контейнера.
Температура на регулирующем потенциометре печи для нагрева инструмента устанавливают в диапазоне 350 – 450°С.
2.2.3. Прессование
Прессование прутков производится на горизонтальном гидравлическом прессе усилием 24.516 МН (2500тс).
Прессование осуществляется прямым методом. Пресс–штемпель через пресс–шайбу передает давление на заготовку, помещенную в контейнер, при этом металл заготовки вытекает из канала матрицы находящейся в матрицедержателе и образует профиль.
Прессование нужно начинать на верхнем пределе температуры нагрева заготовки, что необходимо с целью дополнительного подогрева контейнера, что должно исключать заклинивание при прессовании. После нескольких прессовок переходят на режим близкий к низкому пределу.
В целях получения лучшей поверхности, а также для предотвращения налипания алюминиевого сплава, на поверхности наносится смесь графита с маслом, состоящую из графита кристаллического литейного (ГОСТ 5279) в количестве от 10 до 15% и индустриального масла «И-12» (ГОСТ 20799) в количестве от 85 до 90%.
Смазка наносится на следующие поверхности:
- торцы и пояски пресс–шайбы (один раз на 50 прессовок);
- торцы и втулки контейнера, прилегающие к матричному узлу (один раз на 5 прессовок).
Скорость истечения при прессование данного пресс–изделия из сплава АМг6 составляет 0.047 м/с.
Температура прессового инструмента должна быть в пределах 300 – 350°С; температура контейнера в пределах 450 – 500°С.
При соответствии прессизделия чертежу и требованиям технических условий, указанных сопроводительном паспорте, прессование продолжается. Прессование с отклонениями запрещается.
Для предотвращения утяжины и скручивания профиля применяют устройство для вытягивания прессизделий. Техническая характеристика этого устройства дана в табл. 6. Основой устройства является тянущая тележка, которая с помощью остальных механизмов устройства осуществляется захват и натяжение прутка в процессе прессования с заданным усилием натяжения и транспортированием над приемным столом пресса.
Таблица 6
Техническая характеристика устройства для вытягивания прессизделий
| Наименование характеристики | Значение |
| Размеры зоны зажима: | |
| высота, мм | 190 |
| ширина, мм | 200 |
| Усилие натяжения, кН | 12.237 |
| Рабочее давление воздуха в пневмосистеме, МПа | 0.4-0.6 |
| Ширина опорной рамки зажимного устройства, мм | 300 |
| Максимальная скорость истечения металла, м/с | 0.833 |
| Минимальная скорость истечения металла, м/с | 0.067 |
| Скорость подвода тележки к прессу, м/с | 7.8 |
| Скорость отвода тележки от пресса, м/с | 1.66 |
| Режимы управления | автоматический, пооперационный, наладочный |
| Температура окружающей среды в зоне работы устройства не ниже, °С | 10 |
Тянущая тележка позволяет принимать прессизделие по сравнению с рольганговым столом с более высокими скоростями и исключить их скручивание по длине.
Во время прессования, в тот момент, когда выходной конец прессизделия доходит до зоны зажима устройства бригадир пресса останавливает прессование. Прессовщик с пульта управления устройства вытягивания прессизделий дает команду на автоматический зажим прессизделий, после чего бригадир продолжает прессование.
Тянущая тележка, с заданным усилием натяжения, в процессе прессования производит транспортирование прессизделия над приемным столом пресса.
По окончании процесса прессования разжимается зажим тележки, пруток укладывается на стол транспортера, после чего данное изделие при помощи съемников поступает на охлаждающий стол.
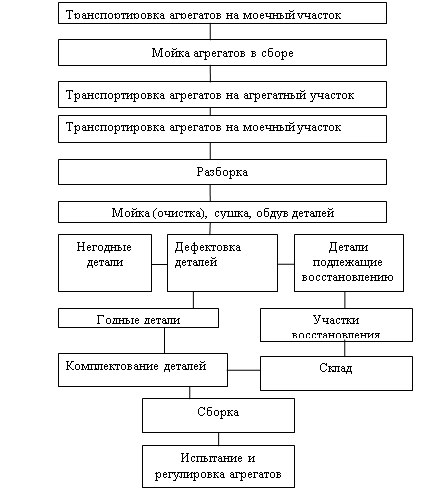
2.2.4. Разбраковка
Разбраковка производится визуальным методом 100% от партии. Часть изделий отпрессованных с дефектами отделяются и не допускаются на следующие операции. Клеймение осуществляется с выходного конца, где указываются марка сплава, состояние поставки и номер партии.
Похожие работы
... 1500*2500 3,75м 3,75м настольно-сверлильный станок 1 стационарный 1000*1500 1,5м 1,5м подставка под настольное оборудование 1 стационарный 1000*1600 1,6м 1,6м итог: 31,14м.кв. 2.2. ЭКОНОМИЧЕСКИЙ РАСЧЕТ При проектировании участка предлагается рассчитать основные технико- экономические показатели деятельности участка. Для этого предлагается провести расчет стоимости 1 нормо- часа ...
... 41 0,5 Конденсаторы КС2-0,38-50-3У3 (380 В, 50 квар), конденсаторы соединены по два последовательно. Кроме того, 12 шт. в резерве. 7. Преобразователь частоты для КИН Для питания кузнечных индукционных нагревателей КИН-500/1, выберем статические преобразователи частоты типа ТПЧ-1У4. Таблица 6 тип Номинальный ток нагрузки, кА Номинальное напряжение на выходе, В Номинальная ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... пожара. К этим мероприятиям на АТП относятся меры пожарной безопасности, предусматриваемые при проектировании и строительстве предприятий и принимаемые при проведении работ по техническому обслуживанию и ремонту автомобилей. Пожарная безопасность согласно ГОСТ 12.1.004-85 обеспечивается организационно-техническими мероприятиями и реализацией двух взаимосвязанных систем: системой предотвращения ...
0 комментариев