Технические требования к готовым изделиям
Подготовка инструмента к прессованию
Правка
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
Определение баланса металла, величины отходов по операциям технологического процесса. Расчет технологической карты
Значения параметров, приведенных с п.18 по п.31, взяты с чертежа П8744МА.00.001
Навигация
Технические требования к готовым изделиям
Проектирование прессового участка
46308
знаков
13
таблиц
4
изображения
1.3. Технические требования к готовым изделиям
Прутки поставляются по ГОСТ 21488-76. Масса партии прутков не ограничивается.
Для оценки механических свойств прутков из сплава АМг6 во всех состояниях материала подвергают испытанию 5% прутков от партии, но не менее трех прутков от каждой партии.
При составлении партии прутков из нескольких плавок проверяют механические свойства не менее чем на двух прутках от каждой плавки.
Для каждого вида механических испытаний от выходного конца контролируемого прутка при диаметре 20 мм в продольном направлении отбирают один образец из центра сечения прутка. Расчетная длина образцов l0 = 5d0 .
Допуски на размеры прутков описаны в табл. 4.
Таблица 4
Предельные отклонения по диаметру круглых прутков
| Номинальный диаметр прутка, мм | Предельные отклонения при точности изготовления, мм | |
| повышенной | нормальной | |
| 19-30 | -0.52 | -0.84 |
Овальность круглых прутков не должна выводить их размеры за предельные отклонения по диаметру.
Местная кривизна прутков на 1 м длины не должна превышать 3 мм для прутков диаметром до 100 мм.
2. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
2.1. Проектирование схемы производства и ее обоснование
Я представляю следующую технологию:
- склад заготовок;
- нагрев заготовок;
- прессование;
- клеймение;
- разбраковка;
- правка;
- резка, вырезка образцов;
- зачистка заусенцев;
- клеймение;
- шабровка;
- правка;
- проверка на стилоскопе;
- приемка ОТК;
- консервация и упаковка;
- сдача на склад.
Естественно, что для сохранения общей поточности производства в масштабе цеха последовательность расположения обособленных участков его площадей должна находиться в соответствии с последовательностью технологических процессов.
Этот признак дает возможность расположить на одном участке различные типы оборудования в той последовательности, которая требуется намеченным технологическим процессом изготовления поковки, и создать поточность ее производства. Возможно объединение процессов прессования и отделки в поточной линии.
Прессовый агрегат состоит из нагревательного устройства, прессового оборудования (пресс) и средств механизации и автоматизации. Агрегат гидравлического пресса включает нагревательные печи, сам пресс, насосно-аккумуляторную станцию, пульт управления. Насосно-аккумуляторная станция планируется в отдельном помещении предпочтительно в том же корпусе и ближе к прессу.
В зависимости от характера производства, программы выпуска прутков, подъемно-транспортных средств, общей компоновки цеха взаимное расположение оборудования в прессовом агрегате может быть различно и многообразно. Оборудование может располагаться в линию к фронту работы, под углом, перпендикулярно. Однако всегда должны выполняться требования обеспечения прямоточности процесса, удобства для рабочих, оборудование не должно размещаться тесно, но и в то же время не следует без нужды увеличивать расстояние между агрегатами и соответственно площадь цеха и пр. Поэтому необходимо пользоваться при расстановке оборудования установленными нормами расстояний.
Основной принцип при выборе размеров и количества нагревательных устройств – их количество и производительность должны полностью обеспечивать необходимую производительность прессового оборудования.
Расположение оборудования может быть продольным, поперечным и смешанным. Наиболее распространенным является продольное расположение оборудования, при котором грузовые потоки направлены вдоль продольной оси здания.
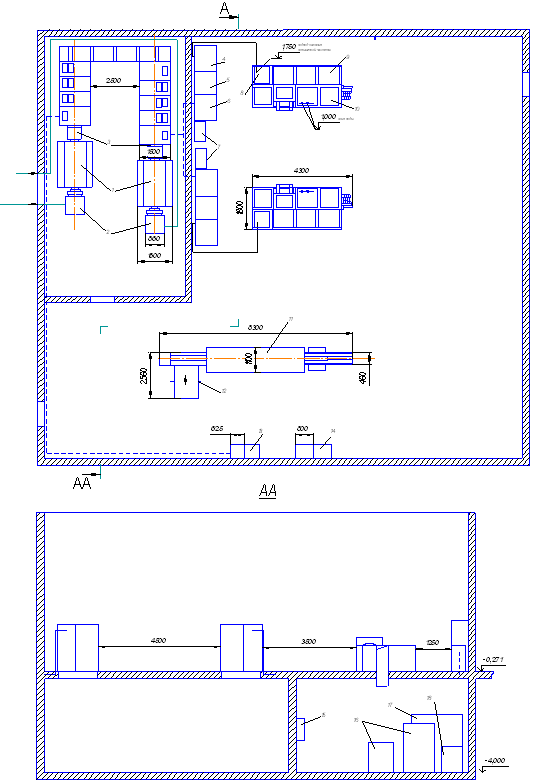
В данном проекте оборудование устанавливается вдоль пролета в три ряда (рис. 2). При этом оно может быть расположено или посередине пролета, или ближе к одной из продольных стен здания. Расположение оборудования ближе к продольной стене здания дает возможность сократить ширину пролета. При этом, однако, более легкое оборудование может устанавливаться только в один ряд.
Схема расположения механизмов линии пресса
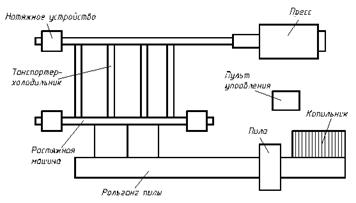
Рис. 2 [6]
2.2. Описание технологического процесса изготовления продукции
2.2.1. Нагрев заготовки
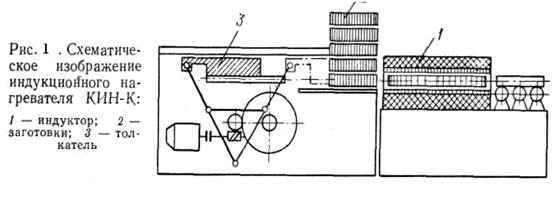
Заготовка перед загрузкой в печь должна быть очищена от грязи масла стружки. Нагрев заготовки перед прессованием производится в индукционной печи.
Заготовка АМг6 из стеллажа с помощью специального сталкивающего устройства подается на загрузочный стол пресса. С загрузочного стола с помощью пневматической иглы заталкивателя подается в индукционную печь, где производится нагрев заготовки до температуры 320 – 480°С. Затем заготовка передается в индукционную печь №2, и конец, обращенный к матрице, нагревается от 500 до 530°С. Заготовка упирается в термопару показания с термопары поступают на регулирующий милливольтметр на котором задана определенная температура, (данный прибор поддерживает заданную температура). Необходимо 2 – 3 цикла нагрева (не более 2 минут). При достижении заданной температуры печь отключается автоматически.
Время подачи заготовок от индукционной печи №2 в контейнер не должно превышать 40 секунд.
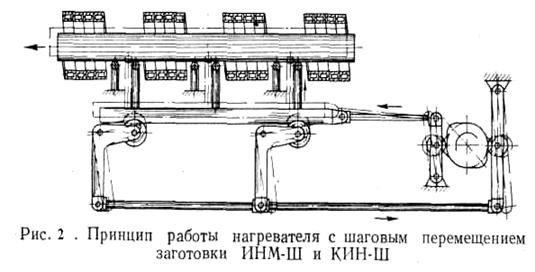
Заготовки, загруженные в печь, должны отвечать требованиям внутризаводского стандарта, а их размеры соответствовать указанным в маршрутно-технологической карте. На поверхности заготовки не должно быть заусенцев, острых выступов, стружки, следов масла и грязи. Заготовки с загрязненной поверхностью перед загрузкой в печь должны быть очищены. При нагреве в индукционной печи заготовка должна занимать такое положение, чтобы ее передний конец находился на расстояние 30 – 60 мм от выхода конца индуктора. Регулировка производительности индукционных печей ведут путем изменения числа импульсов счетно-импульсного реле. Температура заготовки выдаваемой из печи, замеряют стационарной контактной термопарой.
Заготовки, нагретые до температуры 500 – 530°C, но ни ниже предельно допустимой подают на прессование только после их охлаждения до заданной температуры. Заготовки, нагретые до температуры, выше предельно допустимой, считаются окончательным браком и подлежат переплаву. Заготовки, имеющие после выхода из печи температуру ниже минимального предела, охлаждают до температуры не выше 50°C, после чего загружают в печь для повторного нагрева.
Похожие работы
... 1500*2500 3,75м 3,75м настольно-сверлильный станок 1 стационарный 1000*1500 1,5м 1,5м подставка под настольное оборудование 1 стационарный 1000*1600 1,6м 1,6м итог: 31,14м.кв. 2.2. ЭКОНОМИЧЕСКИЙ РАСЧЕТ При проектировании участка предлагается рассчитать основные технико- экономические показатели деятельности участка. Для этого предлагается провести расчет стоимости 1 нормо- часа ...
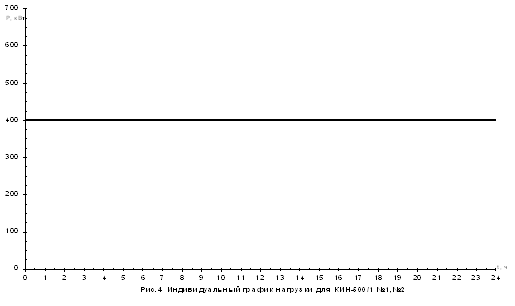
... 41 0,5 Конденсаторы КС2-0,38-50-3У3 (380 В, 50 квар), конденсаторы соединены по два последовательно. Кроме того, 12 шт. в резерве. 7. Преобразователь частоты для КИН Для питания кузнечных индукционных нагревателей КИН-500/1, выберем статические преобразователи частоты типа ТПЧ-1У4. Таблица 6 тип Номинальный ток нагрузки, кА Номинальное напряжение на выходе, В Номинальная ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... пожара. К этим мероприятиям на АТП относятся меры пожарной безопасности, предусматриваемые при проектировании и строительстве предприятий и принимаемые при проведении работ по техническому обслуживанию и ремонту автомобилей. Пожарная безопасность согласно ГОСТ 12.1.004-85 обеспечивается организационно-техническими мероприятиями и реализацией двух взаимосвязанных систем: системой предотвращения ...
0 комментариев