Технические требования к готовым изделиям
Подготовка инструмента к прессованию
Правка
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
Определение баланса металла, величины отходов по операциям технологического процесса. Расчет технологической карты
Значения параметров, приведенных с п.18 по п.31, взяты с чертежа П8744МА.00.001
Навигация
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
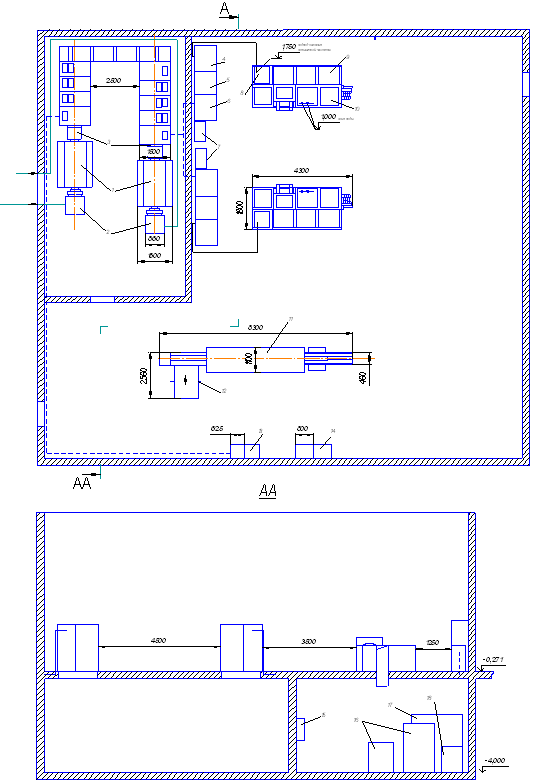
Проектирование прессового участка
46308
знаков
13
таблиц
4
изображения
3. ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
3.1. Определение размеров исходной заготовки
С целью достижения максимальной производительности при прессовании применяют слитки или заготовки максимально возможного объема. Если нет специальных требований по геометрии, то применяют слитки цилиндрического вида. Цилиндрический слиток наиболее прост в изготовлении, потому что требует наиболее дешевой оснастки при литье. То же относится и к прессовым заготовкам, получаемым методами порошковой металлургии.
Для слитка без полости при одном и том же объеме V можно выбрать различное соотношение между диаметром Dc и длиной слитка Lc . Действительно, объем V цилиндрического слитка определяется как
V = p× Dc2× Lc /4, [3] (1)
Соотношение энергозатрат на деформацию Эд, трение Эт и общих ЭS при прямом прессовании слитков с различным отношением длины к диаметру
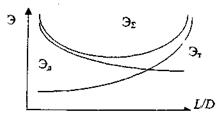
Рис. 3 [3]
Для пресс-изделий, которые не подвергаются дальнейшей более или менее значительной деформации минимальная вытяжка должна быть не менее 10. Из-за ограничений по силовым условиям проведения процесс прессования приходится ограничивать и максимальные вытяжки, которые из практики прессовых цехов составляют для алюминия 1000.
Качество прессованных изделий и силовые условия прессования требуют ограничения длины слитка. При всех разновидностях прессования большая длина слитка связана с вероятностью заметного охлаждения слитка к концу прессования и со значительной неравномерностью свойств и структуры изделия.
Большое охлаждение слитка может в конце процесса вызвать повышение усилия прессования, что при ограниченных возможностях пресса приведет к недопрессовкам.
Размеры слитка для заданного пресс-изделия устанавливают следующем порядке:
- исходя из площади сечения пресс-изделия и его назначения, выбирают допустимую степень вытяжки и число каналов матрицы;
- определяют максимально возможную длину пресс-изделия и с учетом размера пресс-остатка максимальный объём заготовки;
- задавшись несколькими величинами поперечных сечений (превышающих максимальное) слитков, определяют соответствующие им длины слитков и для каждого из таких размеров слитков подсчитывают величины усилий, по которым находят оптимальные размеры слитка, отвечающие минимальному усилию.
При прессовании чаще всего используют сплошные заготовки круглого сечения. Заготовки прямоугольного или плоскоовального сечения применяют только в отдельных случаях (например, прессование профиля с законцовкой из профилированного контейнера). Полые круглые заготовки применяют сравнительно редко. Они используются при прессовании пустотелых профилей с простой формой внутреннего канала при относительно больших его размерах.
Размеры заготовки определяют качество пресс-изделий и технико-экономические показатели процесса. Чем больше диаметр и длина заготовки для прессования профиля определенного типоразмера, т.е. чем больше ее объём, тем больше длина профиля, получаемого из неё. Увеличение длины профиля позволяет уменьшить долю металла, уходящего в концевую обрезь, что способствует повышению выхода годного, поэтому всегда следует стремиться к увеличению объёма заготовки.
Однако на величину выхода годного большое влияние оказывает также доля металла на пресс-остаток. При определенном объёме заготовки увеличение её диаметра и длины различно влияет на отходы в пресс-остаток. При увеличении диаметра заготовки и соответственном уменьшении её длины количество отходов на пресс-остаток повышается, и наоборот.
Для обеспечения максимального выхода годного и минимального усилия прессования при определенном объёме заготовки более рационально увеличивать её длину, чем диаметр. В данном случае лимитирующим фактором является не величина усилия прессования, а величина максимального удельного давления, поэтому при возможности прессования из нескольких контейнеров целесообразно применять контейнер минимального диаметра.
При многониточном прессовании тонкостенных прутков и профилей оплошного сечения выбирают диаметр контейнера, исходя из условия размещения очков матрицы, обеспечивающего прочность матрицы и унизанную величину зазоров между крайними точками контуров профилей и поверхностью контейнера (табл. 9).
Таблица 9
Условие размещения отверстий матрицы
| Диаметр контейнера, мм | 85-95 | 115-130 | 170-200 | 270-300 | 360-420 |
| Минимальное расстояние от профиля до контейнера, мм | 15 | 20 | 25 | 30 | 35 |
После выбора диаметра контейнера рассчитывают диаметр заготовки и её длину. Диаметр заготовки должен быть таким, чтобы после нагрева её можно было свободно ввести в контейнер. При этом ввиду предварительной напряженности втулок контейнера и относительно невысокого термического коэффициента линейного расширения материала втулок увеличение диаметра канала контейнера при его нагреве обычно не учитывают:
Dзаг = (0.965…0.975)Dк . [3] (2)
Длину заготовки при прессовании профилей постоянного сечения в общем случае определяют по формуле [3]
 , [3] (3)
, [3] (3)
где lпф – длина готового полуфабриката, мм;
lпр – припуск на длину, мм;
m – кратность профилей в прессовке;
lко – длина концевой обрези, мм;
n – число каналов в матрице;
hпо – высота прессостатка, мм;
Fзаг , Fпф – площади сечения соответственно заготовки и готового полуфабриката с учетом плюсовых допусков, мм2 ;
mр – коэффициент распрессовки.
Ниже приведен расчет параметров слитка (табл. 10).
Таблица 10
Расчет параметров слитка
| Параметры | Величина | Единица измерения |
| Исходные данные | ||
| Плотность прессуемого металла | 2640 | кг/м3 |
| Длина готового прутка | 9000 | мм |
| Припуск на длину | 20 | мм |
| Кратность прутка в длине прессованной заготовки | 1 | |
| Длина концевой обрези | 40 | мм |
| Число каналов в матрице | 3 | |
| Высота пресс-остатка | 40 | мм |
| Диаметр слитка | 165 | мм |
| Диаметр контейнера | 170 | мм |
| Диаметр прутка | 20 | мм |
| Положительный допуск на длину слитка | 8 | мм |
| Результаты расчета | ||
| Площадь сечения контейнера | 22698 | мм2 |
| Площадь сечения слитка | 21382 | мм2 |
| Площадь сечения пресс-изделия | 314 | мм2 |
| Коэффициент распрессовки | 1.062 | мм2 |
| Объем пресс-остатка | 907.92 | см3 |
| Масса пресс-остатка | 2.442 | кг |
| Коэффициент вытяжки | 24.096 | |
| Расчетная длина слитка | 441.625 | мм |
| Длина слитка | 449.625 | мм |
| Масса слитка | 25.381 | кг |
Похожие работы
... 1500*2500 3,75м 3,75м настольно-сверлильный станок 1 стационарный 1000*1500 1,5м 1,5м подставка под настольное оборудование 1 стационарный 1000*1600 1,6м 1,6м итог: 31,14м.кв. 2.2. ЭКОНОМИЧЕСКИЙ РАСЧЕТ При проектировании участка предлагается рассчитать основные технико- экономические показатели деятельности участка. Для этого предлагается провести расчет стоимости 1 нормо- часа ...
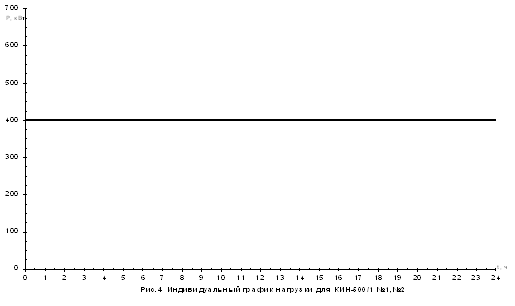
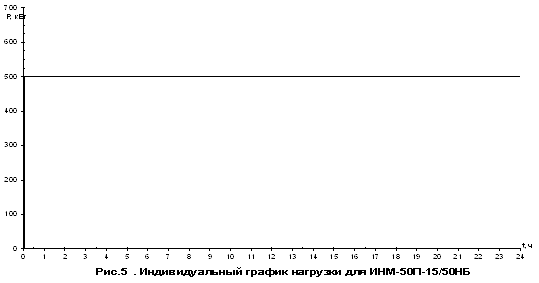
... 41 0,5 Конденсаторы КС2-0,38-50-3У3 (380 В, 50 квар), конденсаторы соединены по два последовательно. Кроме того, 12 шт. в резерве. 7. Преобразователь частоты для КИН Для питания кузнечных индукционных нагревателей КИН-500/1, выберем статические преобразователи частоты типа ТПЧ-1У4. Таблица 6 тип Номинальный ток нагрузки, кА Номинальное напряжение на выходе, В Номинальная ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... пожара. К этим мероприятиям на АТП относятся меры пожарной безопасности, предусматриваемые при проектировании и строительстве предприятий и принимаемые при проведении работ по техническому обслуживанию и ремонту автомобилей. Пожарная безопасность согласно ГОСТ 12.1.004-85 обеспечивается организационно-техническими мероприятиями и реализацией двух взаимосвязанных систем: системой предотвращения ...
0 комментариев