Технические требования к готовым изделиям
Подготовка инструмента к прессованию
Правка
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
Определение баланса металла, величины отходов по операциям технологического процесса. Расчет технологической карты
Значения параметров, приведенных с п.18 по п.31, взяты с чертежа П8744МА.00.001
Навигация
Значения параметров, приведенных с п.18 по п.31, взяты с чертежа П8744МА.00.001
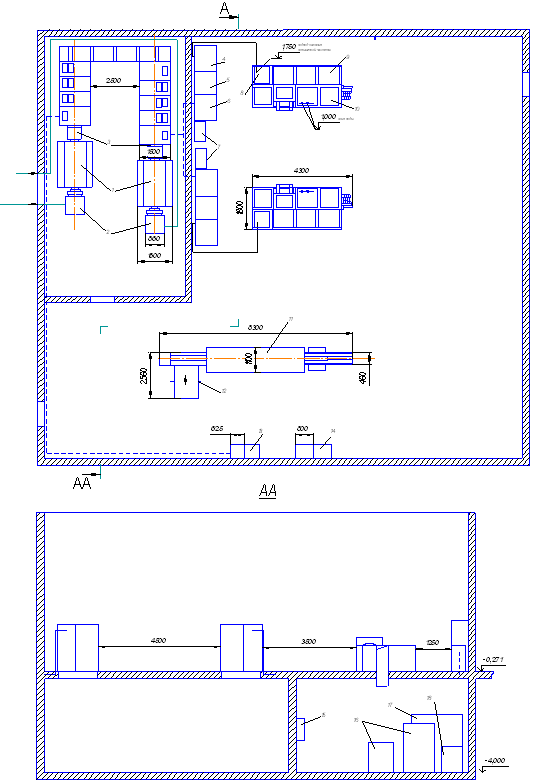
Проектирование прессового участка
46308
знаков
13
таблиц
4
изображения
2. Значения параметров, приведенных с п.18 по п.31, взяты с чертежа П8744МА.00.001.
3.5. Расчет производительности основного оборудования, его количество. Построение графика загрузки оборудования
Машинное время будет равно
tм = Lпр/uист , [7] (12)
tм = 9.015 м/0.047 м/с = 191.809 с.
Вспомогательное время определим как максимальное среди значений времени для осуществления вспомогательных операций.
Время быстрого обратного хода прессующей траверсы
t1 = 2.460 м/0.350 м/с = 7.029 c. [7] (13)
Время, затрачиваемое на подачу слитка и прессшайбы из пресса или в пресс
t2 = 1.420 м/0.500 м/с = 2.84 с. [7] (14)
Время работы ножниц отделения прессшайбы
t3 = 0.350 м/0.100 м/с = 3.5 с. [7] (15)
Время, затрачиваемое на заталкивание или возврат заталкивателя прессшайбы
t4 = 0.610 м/0.100 м/с = 6.1 с. [7] (16)
Время, затрачиваемое на передачу прессшайбы
t5 = 1.570 м/0.300 м/с = 5.233 с. [7] (17)
Время, затрачиваемое приемником прессостатка с прессшайбой
t6 = 2.030 м/0.500 м/с = 4.06 с. [7] (18)
Время, уходящее на передачу слитков
t7 = 0.550 м/0.100 м/с = 5.5. с. [7] (19)
Время, требующееся на заталкивание прессостатка с прессшайбой
t8 = 1.070 м/0.250 м/с = 4.28 с. [7] (20)
Время, затрачиваемое на заталкивание слитка
t9 = 0.990 м/0.150 м/с = 6.6 с.
Следовательно, tв = t1 = 7.029 с.
Теперь можно определить время, затрачиваемое на производство одного изделия
tизд = (tм + tв )×(1 + a/100), [7] (21)
где a – коэффициент потерь рабочего времени.
Примем a = 10%.
tизд = (191.809 с + 7.029 с)×(1 + 10/100) = 218.722 с.
Производительность пресса в тоннах будет равна
Hв = 3600/ tизд . [7] (22)
Hв = 3600/218.722 = 16.459 т/ч.
Эффективный фонд времени работы пресса равен
Фэф = (((Дк – чнед×Дв) – Дп)×чраб)×(1 – b/100), [7] (23)
где Дк – количество дней в году, выраженное в часах;
чнед – количество недель;
Дв – количество выходнных дней в году, выраженное в часах;
чраб – количество рабочих в сутки;
b – коэффициент потерь рабочего времени пресса на текущий капитальный ремонт, равный 20-30%.
Принимаем b = 20%.
Фэф = (((365 – 52×2) – 10)×3×8)×(1 – 20/100) = 4819.2 ч.
Мощность пресса определяется по формуле: [7] (24)
N = P/tизд
N = 5838.959кН/218.722с = 26.696В
Требуемое количество прессов определяется по формуле
Ар = Q/(Фэф×Hв), [7] (25)
где Q – выпуск продукции, т.
Ар = 3500 т/(4819.2 ч ×0.376 т/ч.) = 1,9.
Следовательно, для выполнения данной производственной программы достаточно двух прессов.
Коэффициент загрузки пресса будет равен
Кз = Ар/Апр×100%, [7] (26)
где Апр – принятое количество прессов.
Кз = 1.9/2×100% = 95 %.,
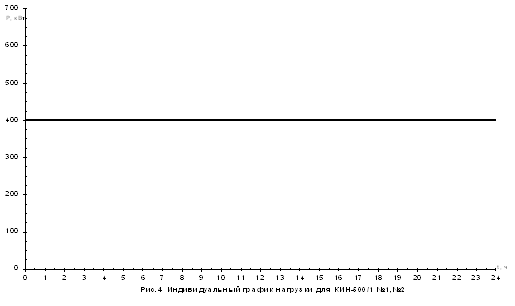
График загрузки пресса приведен в следующем пункте (рис. 4).
3.6. Определение мощности усилия, количества вспомогательного оборудования
Коэффициент загрузки нагревательной печи принимаем Кз = 100%.
Выбор правильной машины осуществляется на основании формулы
P = k×sв ×Fи , [7] (27)
где k = 1.1 – 1.2 – коэффициент, учитывающий влияние различных факторов на процесс растяжения;
sв – предел прочности, МПа.
Принимаем k = 1.1. Для сплава АМг6 sв = 315 МПа.
P = 1.1×315 МПа ×314 мм2 = 108870.3 Н.
Следовательно, правку растяжением можно осуществлять на растяжной машине с номинальным усилием 0.294 МН.
Определяем машинное и вспомогательное время для правильной машины
tм = 2.600 м/0.095 м/с = 27.368 с, [7] (28)
tв = 2.600 м/0.190 м/с = 13.684 с. [7] (29)
Теперь можно определить время, затрачиваемое на производство одного изделия
tизд = (tм + tв )×(1 + a/100), [7] (30)
tизд = (27.368 с + 13.684 с)×(1 + 10/100) = 45.157 с.
Тогда производительность правильной машины будет равна
Hв = 3600/ tизд . [7] (31)
Hв = 3600/45.157 = 79.722 т/ч.
Эффективный фонд времени работы правильной машины равен
Фэф = (((Дк – чнед×Дв) – Дп)×чраб)×(1 – b/100), [7] (32)
Фэф = (((365 – 52×2) – 10)×2×8)×(1 – 20/100) = 3212.8 ч.
Мощность правильной машины определяется по формуле:
N = P/tизд
N=108870.3кН/45.157с=2410.9кВт
Требуемое количество правильных машин определяется по формуле
Ар = Q/(Фэф×Hв), [7] (33)
Ар = 3500 т/(3212.8 ч ×79.722 т/ч) = 1.4.
Следовательно, для выполнения данной производственной программы достаточно двух правильных машин.
Коэффициент загрузки правильной машины будет равен
Кз = Ар/Апр×100%, [7] (34)
Кз = 1.4/2×100% = 70%.
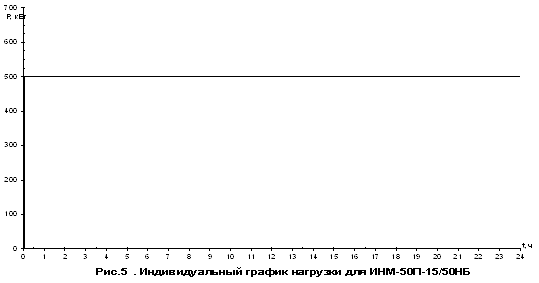
Далее приведены графики загрузки, пресса, печи и правильной машины (рис. 4).
Графики загрузки
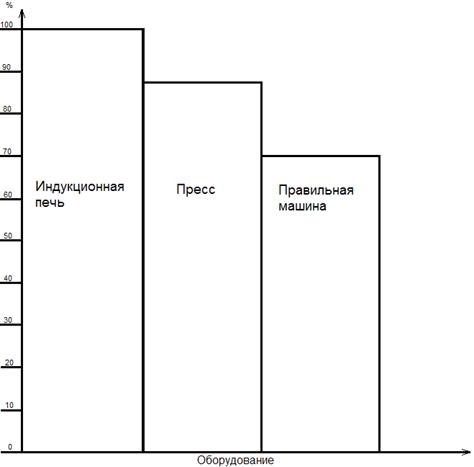
Рис. 4
Литература
1. Л.М. Грабарник, А.А Нагайцев Прессование цветных металлов и сплавов. 2-е изд., дополн. и перераб. - М.: Металлургия, 1991, 342с.
2. В.И. Елагин и др. Справочник по алюминиевым сплавам. - М.: ВИЛС, 1978. 132 с.
3. Ю.Н Логинов., С.П Буркин Технология прессования и листовой прокатки специальных сплавов в решениях задач. - Екатеринбург: ГОУ ВПО УГТУ-УПИ, 2004. 118 с.
4. П.И. Полухин, Г.Я. Гун, А.М. Галкин Сопротивление пластической деформации металлов и сплавов. - М.: Металлургия, 1976. 488 с.
5. Пресс прутковопрофильный горизонтальный гидравлический усилием 2500 тс модели ПА8744. Руководство к прессу в 2*-х т. т.1.
6. А.М. Галкин, В.А. Винцевич Проектирование цехов обработки цветных металлов и сплавов. - М.: Металлургия, 1980. 256 с.
7. В.М. Куимов Организация и управление производством: Методические указания. Екатеринбург: ГОУ ВПО УГТУ-УПИ, 2002. 21с.
8. Технологическая инструкция прутково-профильного производства. 35с.
Похожие работы
... 1500*2500 3,75м 3,75м настольно-сверлильный станок 1 стационарный 1000*1500 1,5м 1,5м подставка под настольное оборудование 1 стационарный 1000*1600 1,6м 1,6м итог: 31,14м.кв. 2.2. ЭКОНОМИЧЕСКИЙ РАСЧЕТ При проектировании участка предлагается рассчитать основные технико- экономические показатели деятельности участка. Для этого предлагается провести расчет стоимости 1 нормо- часа ...
... 41 0,5 Конденсаторы КС2-0,38-50-3У3 (380 В, 50 квар), конденсаторы соединены по два последовательно. Кроме того, 12 шт. в резерве. 7. Преобразователь частоты для КИН Для питания кузнечных индукционных нагревателей КИН-500/1, выберем статические преобразователи частоты типа ТПЧ-1У4. Таблица 6 тип Номинальный ток нагрузки, кА Номинальное напряжение на выходе, В Номинальная ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... пожара. К этим мероприятиям на АТП относятся меры пожарной безопасности, предусматриваемые при проектировании и строительстве предприятий и принимаемые при проведении работ по техническому обслуживанию и ремонту автомобилей. Пожарная безопасность согласно ГОСТ 12.1.004-85 обеспечивается организационно-техническими мероприятиями и реализацией двух взаимосвязанных систем: системой предотвращения ...
0 комментариев