Технические требования к готовым изделиям
Подготовка инструмента к прессованию
Правка
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
Определение баланса металла, величины отходов по операциям технологического процесса. Расчет технологической карты
Значения параметров, приведенных с п.18 по п.31, взяты с чертежа П8744МА.00.001
Навигация
Определение баланса металла, величины отходов по операциям технологического процесса. Расчет технологической карты
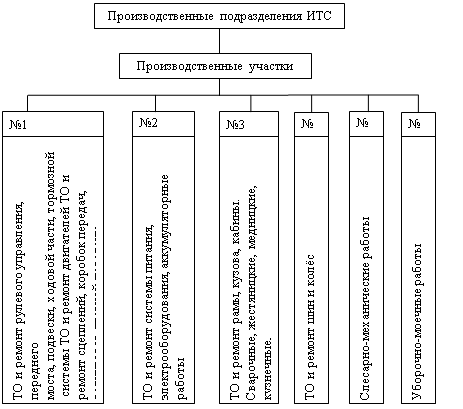
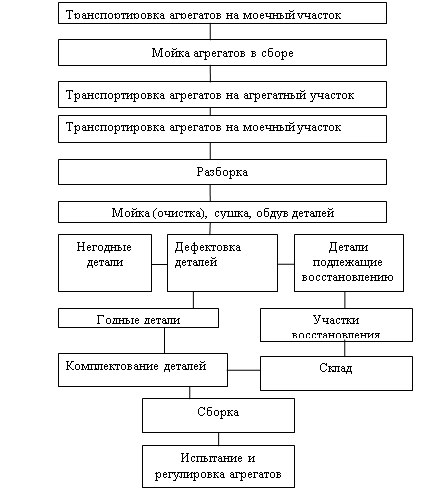
Проектирование прессового участка
46308
знаков
13
таблиц
4
изображения
3.2. Определение баланса металла, величины отходов по операциям технологического процесса. Расчет технологической карты
Известны коэффициенты потерь металла на каждой операции в процентах от запуска (табл. 11).
Таблица 11
Коэффициенты потерь металла
| Операции | Коэффициент потерь металла в % от запуска |
| Прессование | 7.71 |
| Разбраковка | 1 |
| Правка | 0.50 |
| Резка, вырезка образцов | 10.25 |
Тогда суммарный коэффициент потерь металла будет kS = 19.46%.. Отсюда запуск металла равен
З = Q×100%/(100 – kS), [3] (5)
где Q – выпуск металла, тонн/год.
З = 35000тонн/год×100%/(100% – 19.46%) = 4345.667 тонн/год.
Теперь легко определить потери металла и коэффициенты выхода годного для каждой операции. Результаты расчета приведены в табл. 12.
Таблица 12
Потери металла и коэффициенты выхода годного
| Операция | Потери металла, тонн/год | Коэффициент выхода годного в процентах |
| Прессование | 335.051 | 92.3 |
| Разбраковка | 43.457 | 98.9 |
| Правка | 21.728 | 99.5 |
| Резка, вырезка образцов | 445.431 | 88.7 |
| Итого | 845.667 | 80.5 |
Баланс металла равен
Б = Q×100%/KS , [3] (4)
где KS – суммарный коэффициент выхода годного, %.
Б = 3500тонн/год×100%/80.5% = 4347.826 тонн/год.
3.3. Температурно-скоростные условия деформации (прессования)
Характер течения алюминия и его сплавов имеет свои особенности, обусловленные природой и физическими свойствами этих сплавов.
Высокая адгезия прессуемых сплавов к материалу инструмент обусловливает значительные напряжения контактного трения, приближающиеся к величине максимального сдвигающего напряжения. Это вызывает большие различия между величинами сдвиговые деформаций в периферийных и центральных слоях заготовки и приводит к повышению неравномерности деформации.
Относительно невысокие температуры деформации алюминиевых сплавов позволяют обеспечить небольшие перепады температур нагрева заготовки и инструмента. Это в сочетании с высокими теплоемкостью и теплопроводностью прессуемых сплавов позволяет уменьшить градиент температурного поля по сечению и длине заготовки и таким образом снизить неравномерность деформации.
Прессование с рубашкой алюминия и его сплавов не удается, так как приварка металла к стенкам контейнера затрудняет удаление рубашки из контейнера.
Алюминиевые сплавы прессуют большей частью методом прямого истечения без смазки контейнера. Для того чтобы повысить выход годного и обеспечить равномерность свойств пресс-изделий, в некоторых случаях применяют метод обратного истечения, например, при прессовании прутков большого диаметра из круглых слитков.
Налипание металла на иглу и большие напряжения, возникающие в игле при полной прошивке прочных алюминиевых сплавов, а также образование, на внутренней поверхности прошитого слитка межкристаллических разрушений обусловливают необходимость образования полости в слитке предварительным сверлением.
Пластичность АМг6 очень высока. Температурный интервал горячего прессования сплава лежит в широких пределах от 250 до 500 °С. Повышение температуры способствует прилипанию сплава к инструменту и вызывает развитие дефектов поверхности пресс-изделий. Прессование сплавов на основе Al-Mg можно вести с очень большими скоростями (до 25 м/с). Скорость прессования для этой группы сплавов определяется не столько свойствами сплава, сколько техникой прессования и имеющимся оборудованием. Для проведения дальнейших расчетов были приняты скорость истечения, равная 0.047 м/с, и температура заготовки, равная 500°C.
3.4. Определение мощности технологического оборудования, его выбор, описание
Мощность технологического оборудования зависит от энергосиловых параметров процесса.
Наиболее универсальной методикой расчета энергосиловых параметров прессования является методика И.Л. Перлина, которая использует принцип суперпозиции: сила прессования Р является суммой составляющих, каждая из которых учитывает расход мощности на преодоление реактивных сил в определенном месте очага деформации :
P = Rм + Tкр + Tм + Tп , [3]
где Rм – составляющая усилия на преодоление мощности внутренних сил (на собственно деформацию), Н;
Tкр – составляющая усилия на преодоление напряжений трения на стенках контейнера, Н;
Tм – составляющая усилия на преодоление напряжений трения на поверхности матрицы или напряжений среза мертвой зоны, Н;
Tп – составляющая усилия на преодоление напряжений трения на калибрующем пояске матрицы, Н.
В формулу могут быть включены и другие слагаемые, учитывающие иные энергозатраты, например на преодоление противодавления, напряжений трения на поверхности пресс-шайбы и др. Следует отметить, что формулы были получены при использовании условия текучести Треска, при использовании условия текучести Мизеса коэффициенты в формулах могут оказаться несколько иными. Слагаемые формулы И.Л. Перлина находятся в зависимости от конфигурации очага деформации.
При прессовании круглого прутка из круглой заготовки эти слагаемые определяются следующим образом:
Rм = 0.8×Dк2×ssср×i/cos2(a/2); [3] (5)
Tкр = 0.5×p×yк×Dк×ss0×L; [3] (6)
Tм = 0.4×yм×Dк2×ssср×i/sin [3] (7)
Tп = 0.5×yп×d×ssк×l×lп , [3] (8)
где i = lnl - логарифмическая степень деформации;
L = Lср – 0.5×(Dк – d)/tga – длина распрессованного слитка за вычетом жесткой (мертвой) зоны, мм;
Lср = D2×Lc/ Dк2 – длина распрессованного слитка, мм;
Dк , D и Lc – диаметр контейнера, диаметр и длина слитка, мм;
a - угол обжимающей части пластической зоны, °.
Последний угол равен углу естественного истечения металла (60…65°) при полуугле образующей матрицы больше 60…65°, в том числе при плоской матрице, и равен полууглу наклона образующей матрицы к оси прессования, если последний полуугол меньше угла естественного истечения. Примем α = 60°.
Коэффициенты трения yк , yм , yп соответственно на контейнере, матрице и калибрующем пояске являются справочными данными. В случае прессования со смазкой yк = yм = yп = 0.25.
Особую трудность вызывает определение величины сопротивления деформации, поскольку кривые упрочнения при сверхвысоких значениях пенсии деформации, характерных для прессования, до сих пор не построены из-за отсутствия соответствующих методик. В связи с этим пользуются имеющимися зависимостями величины сопротивления деформации ss = ¦(e, x, q), где x – скорость деформации, q – температура, экстраполируя данные в область высоких степеней деформации.
Температурно-скоростные параметры процесса назначают, применяя результаты расчета энергосиловых параметров и тепловых полей с учетом прочности и пластичности металла, а большей частью используя рекомендации, полученные в практике прессования, то есть учитывая, что максимальная скорость истечения АМг6 при прессовании 25 м/с. Указанная скорость не приводит к перегреву металла из-за выделения тепла деформации и в то же время к захолаживанию слитка промышленных размеров и массы.
Из условия постоянства секундных объемов скорости истечения uuможно пересчитать на скорости прессования un по формуле
un = uu/l, [3] (9)
Степень деформации определяется по формуле
e = (l - 1)/l, [3] (10)
e = (24.096 – 1)/24.096 = 0.958.
Теперь по кривым упрочнения [4] при заданных x, q и e = 0 определяем ss0 = 20МПа. При рассчитанном значении степени деформации определяем ssk = 50МПа.
Значение среднего сопротивления деформации sср оценим, исходя из кривой упрочнения . Так как процесс деформирования осуществляется при больших степенях деформации, принимаем sср = ss0 .
После расчета усилия деформации рассчитываем напряжение прессования p по формуле
p = 4×P/(p×Dк2). [3] (11)
Это напряжение действует на пресс-шайбу, поэтому произведем проверку условия p < k×sв , где k > 1 – коэффициент запаса, sв – предел прочности инструментального материала с учетом температуры нагрева этого инструмента.
Ниже приведен расчет параметров прессования прутка (табл. 13).
Таблица 13
Исходные данные и результаты расчета параметров прессования прутка
| Параметр | Обозначение | Значение | Единица измерения |
| Исходные данные | |||
| Способ прессования | прямое | ||
| Прессуемый материал | АМг2 | ||
| Диаметр слитка | D | 165 | мм |
| Диаметр контейнера | Dк | 170 | мм |
| Длина слитка | Lс | 449.625 | мм |
| Диаметр изделия | d | 20 | мм |
| Длина калибрующего пояска | lк | 5 | мм |
| Угол естественного истечения металла | α | 60 | ° |
| Сопротивление деформации начальное | ss0 | 20 | МПа |
| Сопротивление деформации конечное | ssk | 50 | МПа |
| Сопротивление деформации среднее | sср | 50 | МПа |
| Коэффициент трения на контейнере | yк | 0.25 | |
| Коэффициент трения на матрице | yм | 0.25 | |
| Коэффициент трения на пояске | yп | 0.25 | |
| Результаты расчета | |||
| Коэффициент вытяжки | l | 24.096 | |
| Логарифмическая деформация | i | 3.182 | |
| Степень деформации | e | 0.958 | |
| Длина слитка после распрессовки | Lср | 423.565 | мм |
| Длина поверхности трения | L | 380.264 | мм |
| Доля усилия на деформацию | Rм | 4620.264 | кН |
| Доля усилия на трение о контейнер | Tкр | 507.72 | кН |
| Доля усилия на трение о матрицу | Tм | 663.663 | кН |
| Доля усилия на трение о поясок | Tп | 47.312 | кН |
| Усилие прессования | P | 5838.959 | кН |
| Напряжение прессования | p | 257.245 | МПа |
Следовательно, данный процесс можно осуществить на прессе усилием 24.517 МН. Проект пресса и руководство разработаны Коломенским СКБТСГ [5]. Пресс предназначен для прессования прямым методом прутков и профилей из алюминиевых сплавов. Завод-изготовитель – Коломенский ордена Трудового Красного Знамени завод тяжелого станкостроения. Тип пресса – прутковопрофильный горизонтальный гидравлический. Модель пресса – ПА8744. Габариты пресса в м (длинаxширинаxвысота) – 19.500x9.800x5.120. Вес пресса в кг – 277000. Общий вид пресса – чертеж ПА8744.00.001.
Органы управления:
- главный пульт управления (ПА8744.121);
- пульт управления (ПА8744.122).
Техническая характеристика пресса приведена в табл. 14.
Таблица 14
Техническая характеристика пресса| №№ п/п | Наименование параметра | Величина |
| Прессующая группа | ||
| 1 | Номинальное усилие пресса, МН | 24.517 |
| 2 | Номинальное усилие главного цилиндра, МН | 23.536 |
| 3 | Номинальное усилие двух форсирующих цилиндров, МН | 0.981 |
| 4 | Номинальное усилие холостого хода, МН | 1.716 |
| 5 | Номинальное усилие двух возвратных цилиндров, МН | 1.618 |
| 6 | Максимальный ход, м | 2.110 |
| 7 | Скорость рабочего хода с автоматическим регулированием, м/с | (0.2-20)×10-3 |
| 8 | Точность регулирования, % | ±5 |
| 9 | Скорость холостого хода, м/с | До 0.350 |
| 10 | Скорость обратного хода, м/с | До 0.350 |
| Контейнер | ||
| 11 | Длина втулки, м | 0.950 |
| 12 | Номинальное усилие двух цилиндров контейнеродержателя: | |
| Прижим, МН | 2.393 | |
| Отрыв, МН | 3.923 | |
| 13 | Максимальный ход, м | 0.550 |
| 14 | Скорость перемещения, м/с | 0.150 |
| 15 | Скорость подвода/отвода, м/с | До 0.200 |
| 16 | Рабочий ход, м | 0.540 |
| 17 | Полный ход, м | 1.350 |
| 18 | Диаметры входов контейнера, м | 0.200, 0.225, 0.2 |
| Наибольшее допускаемое удельное давление, м/МПа | 0.200/784.5; 0.225/617.8 | |
| 19 | Наибольшая длина слитка, м | 0.800 |
| 20 | Температура нагрева, К | До 723 |
| 21 | Максимальный вес контейнера, кг | 6000 |
| Ножницы отделения изделия | ||
| 22 | Номинальное усилие, МН | 1.128 |
| 23 | Номинальное усилие при возврате, МН | 0.392 |
| 24 | Максимальный ход, м | 0.960 |
| 25 | Скорость рабочего хода, м/с | 0.150 |
| 26 | Скорость обратного хода, м/с | До 0.400 |
| 27 | Ход ножей, м | 1.050 |
| Ножницы отделения прессшайбы | ||
| 28 | Номинальное усилие, МН | 0.343 |
| 29 | Максимальный ход, м | 0,350 |
| 30 | Скорость рабочего хода, м/с | 0.100 |
| 31 | Скорость обратного хода, м/с | 0.100 |
| Податчик слитков | ||
| 32 | Скорость перемещения: | |
| В пресс, м/с | До 0.700 | |
| Из пресса, м/с | До 0.700 | |
| 33 | Ход, м | 2.050 |
| Приемник прессостатка с прессшайбой | ||
| 34 | Скорость перемещения: | |
| В пресс, м/с | До 0.700 | |
| Из пресса, м/с | До 0.700 | |
| 35 | Ход, м | 2.050 |
| Приемный стол изделий | ||
| 36 | Длина стола, м | - |
| 37 | Ширина стола, м | 0.370 |
| 38 | Скорость перемещения стола (регулирования), м/с | 0.083-1.417 |
| 39 | Длина изделия, м | - |
| Привод пресса | ||
| 40 | Насосно-аккумуляторный для основных силовых цилиндров на эмульсии с давлением, МПа | 31.381 |
| 41 | Насосно-индивидуальный на масле для вспомогательных цилиндров и управления с давлением, МПа | 4.903 |
| 42 | Бак наполнения с давлением, МПа | 0.785-0.981 |
| 43 | Установленная мощность, кВт | 233 |
| Вес пресса, кг | 457 000 | |
| В том числе: | ||
| 44 | Вес собственно пресса, кг | 275 000 |
| 45 | Вес узлов механизации подачи слитка и разделки прессостатка, кг | 38 000 |
| 46 | Вес узлов механизации выходной стороны пресса, кг | 13 500 |
| 47 | Вес гидрооборудования с трубопроводом, кг | 45 000 |
| 48 | Вес двух комплектов инструмента, принадлежностей, запасных частей, кг | 28 500 |
| 49 | Вес электрооборудования, кг | 11 000 |
| 50 | Вес перекрытий и закладных частей, кг | 46 000 |
| Габариты пресса | ||
| 51 | Длина установки с перекрытием, м | 35.780 |
| 52 | Ширина установки с перекрытием, м | 10.610 |
| 53 | Высота над уровнем пола, м | 5.150 |
| 54 | Наибольшая глубина подвала, м | 4.500 |
Примечания: 1. Номинальное усилие пресса при использовании контейнера диаметром 170 мм должно быть снижено до 19.613 МН путем соответствующего снижения давления рабочей жидкости от НАС в магистрали главного цилиндра.
Похожие работы
... 1500*2500 3,75м 3,75м настольно-сверлильный станок 1 стационарный 1000*1500 1,5м 1,5м подставка под настольное оборудование 1 стационарный 1000*1600 1,6м 1,6м итог: 31,14м.кв. 2.2. ЭКОНОМИЧЕСКИЙ РАСЧЕТ При проектировании участка предлагается рассчитать основные технико- экономические показатели деятельности участка. Для этого предлагается провести расчет стоимости 1 нормо- часа ...
... 41 0,5 Конденсаторы КС2-0,38-50-3У3 (380 В, 50 квар), конденсаторы соединены по два последовательно. Кроме того, 12 шт. в резерве. 7. Преобразователь частоты для КИН Для питания кузнечных индукционных нагревателей КИН-500/1, выберем статические преобразователи частоты типа ТПЧ-1У4. Таблица 6 тип Номинальный ток нагрузки, кА Номинальное напряжение на выходе, В Номинальная ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... пожара. К этим мероприятиям на АТП относятся меры пожарной безопасности, предусматриваемые при проектировании и строительстве предприятий и принимаемые при проведении работ по техническому обслуживанию и ремонту автомобилей. Пожарная безопасность согласно ГОСТ 12.1.004-85 обеспечивается организационно-техническими мероприятиями и реализацией двух взаимосвязанных систем: системой предотвращения ...
0 комментариев