Несоложеное сырье
Затирание
Начало затирания
Одноотварочные способы
Подготовка воды
Фильтрование затора
Осветление сусла в гидроциклонном аппарате
МАТЕРИАЛЬНЫЙ БАЛАНС
Определение количества промежуточных продуктов
Определение количества отходов
Определение выхода экстракта в варочном цехе из 100 кг зернового сырья
Определение количества промежуточных продуктов
Определение количества отходов
Определение выхода экстракта в варочном цехе из 100 кг зернового сырья
Определение расхода хмеля
Обоснование применения АСУТП в пищевой промышленности
Информация. Виды информации
Характеристика веществ по токсичности
Применение систем защиты
Пожарная безопасность
Требование безопасности перед началом работы
Требования безопасности в аварийной ситуации
Исходные данные для экономического обоснования внедрения технологии
Расчет текущих затрат после модернизации
Расчет затрат на энергоресурсы
Расчет затрат на энергоресурсы после модернизации
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Характеристика образующихся отходов
Навигация
Применение систем защиты
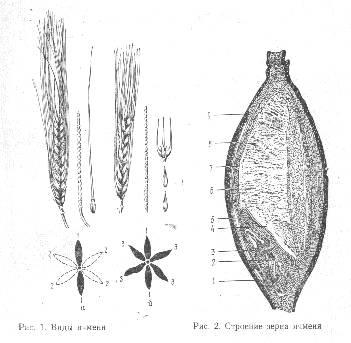
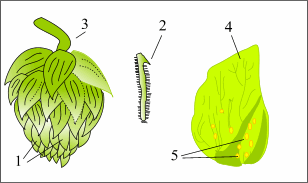
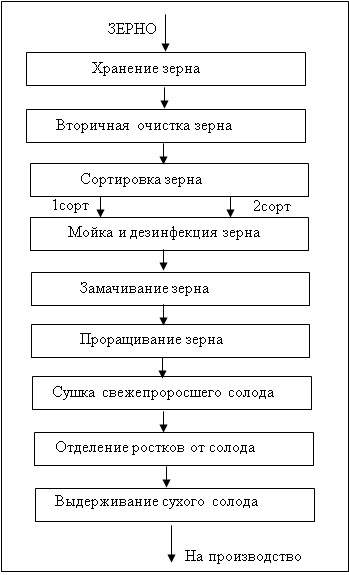
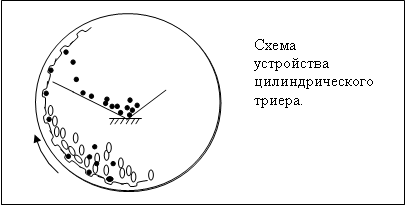
Разработка отварочной технологии производства пива
197135
знаков
36
таблиц
3
изображения
5.4 Применение систем защиты
Фильтры установки водоподготовки оборудованы манометрами и предохранительными пневматическими клапанами. Для управления работой и обеспечения нормальных и безопасных условий эксплуатации сусловарочный аппарат, заторные аппараты, емкости дображивания снабжены манометрами, предохранительными клапанами, спускными вентилями, термометрами ТСМ-50М «Овен», водомерными устройствами.
Заторные аппараты имеют гладкую поверхность для удобства очистки, а также оборудованы водяной рубашкой, якорными мешалками и термометрами ТСМ-50М «Овен».
На запорной арматуре трубопроводов вывешены таблички с указанием стрелки направления движения пара, горячей воды, продуктов производства.
На электродвигателях центробежного насоса П8-ОНЦ 6,3\20 и поверхностного насоса МХНМ-203Е наносятся указательные стрелки, указывающие направление вращения.
Большую опасность представляет внезапный пуск приводов 6 и 7 (Приложение 1) мешалок в заторных аппаратах 3 и 5 во время ремонта, чистки или смазки. Конструкции пусковых устройств исключают возможность случайного пуска. С этой целью кнопки снабжены подсветкой и расположены так, чтобы исключить случайное нажатие. Кнопки «Стоп» окрашены в красный цвет, «Пуск» – в зеленый.
Зернодробилка имеет опасные зоны – места с вращающимися и движущимися частями – вальцы, привод электродвигателя. Эти опасные зоны тщательно ограждены защитным кожухом из нержавеющей стали со специальными дверцами для облегчения осмотра, ремонта и чистки. Вальцы закрыты сверху защитной решеткой.
5.5 Герметизация оборудования, проверка на герметичность
Предупреждение несчастных случаев в значительной степени зависит от правильного пуска установки, поэтому пуску установки должно уделяться большое внимание. Перед пуском тщательно проверяют контрольно-измерительные приборы, герметичность баков, соединений трубопроводов, правильность установки и надежность креплений соединительных шлангов.
Для обеспечения герметичности всего оборудования используют сварные емкости. Трубопроводы подсоединяются к емкостям с помощью резьбового соединения.
Резьбовое соединение – разъёмное соединение деталей машин при помощи винтовой или спиральной поверхности. Это соединение наиболее распространено из-за его многочисленных достоинств. К ним можно отнести надежность, технологичность, взаимозаменяемость, массовость. В простейшем случае для соединения необходимо закрутить две детали, имеющие резьбы с подходящими друг к другу параметрами. Для рассоединения необходимо произвести действия в обратном порядке.
Для уплотнения вращающихся соединений (вращающихся валов) используются сальниковые устройства с уплотнительной набивкой, работающие на принципе осевого напряжения. На производстве применены данные уплотнения на всех насосах.
Для уплотнения вращающихся валов приводом мешалок на заторных аппаратах 3 и 6 применяются манжетные уплотнения, обеспечивающие герметичность узлов машин при различных температурах, давлениях, скоростях. Основное преимущество простота в изготовлении и монтаже.
Для безопасной эксплуатации на производстве важное значение имеют гидравлические и пневматические испытания емкостей и трубопроводов.
При заполнении аппарата дображивания водой принимаются меры, исключающие возможность образования в системе воздушных мешков. С этой целью штуцера в верхней части аппарата оставляют открытыми для выхода воздуха, которые при появлении воды закрываются. Давление в емкости поднимают медленно и равномерно, не допуская при этом ударов и толчков, внимательно наблюдая за показанием приборов и испытываемым оборудованием.
После испытания оборудования давление медленно снижают, и испытываемый аппарат подвергают тщательному осмотру по всем узлам, частям и соединениям.
При проведении пневматических испытаний (аппарат дображивания) значительно увеличивается опасность разрушения емкостей, поэтому запрещено их производить в действующих цехах. Оборудование перевозят на специальную площадку, для испытаний используют воздух от передвижного компрессора.
5.6 Компоновка производственного помещения
При размещении и установке оборудования должно предусматриваться: основные проходы в местах пребывания работающих, а также по фронту обслуживания оборудования шириной не менее 2,0 м; проходы у оконных проемов, доступных с пола или площадки, шириной не менее 1,0 м. Размеры любой площадки должны быть достаточными для разборки и чистки аппаратов и их частей без загромождения рабочих проходов, основных и запасных выходов и площадок лестниц, т.е. не менее 0,8 м; продольные и поперечные проходы для обслуживания машин и механизмов на площадках, галереях шириной не менее 0,8 м. Ширину к одиночным рабочим местам следует принимать не менее 0,7 м.
Площадки, расположенные на высоте 0,5 м от пола, переходные мостики, лестницы к ним, имеют ограждение перилами высотой не менее 1,0 м, сплошную зашивку снизу бортом высотой не менее 0,15 м. Высота от пола площадки обслуживания до низа выступающих конструкций перекрытия должна быть не менее 1,8 м.
Лестницы выполняются шириной не менее 0,7 м, при переносе тяжестей – не менее 1 м. Уклон лестниц не более 45˚. Для подступа к редко обслуживаемому оборудованию допускаются лестницы с уклоном 60˚ или стремянки.
Поверхность металлических площадок и ступеней лестниц должна выполняться из просечно-вытяжной или рифленой листовой стали.
Похожие работы

... повышенной температуре, несвоевременное шпунтование танков при дображивании, приготовление заторов из сильно растворенных солодов, отрицательно влияют на пенообразование. Раздел 3.Технологический расчет сырья для производства пива Наименование Условное обозначение Количество на 100 кг зернового сырья Объем сусла Vc 54,51583365 Горячее сусло Vгс 56,696467 Холодное сусло Vхс 53, ...
0 комментариев