Навигация
Перспективы развития кислородно-конвертерного
34741
знак
6
таблиц
0
изображений
1.2 Перспективы развития кислородно-конвертерного
производства
В 1952 году на Новотульском металлургическом заводе была создана экспериментальная база ЦНИИ чермета с 10-и тонным конвертером, на котором отрабатывали технологические режимы для промышленной реализации конвертерного процесса.
22 сентября 1956 года впервые в стране была освоена промышленная технология конвертерного производства в реконструированном бессемеровском цехе Днепропетровского металлургического завода имени Петровского. Так был завершен первый этап многолетнего поиска, упорного и настойчивого труда ученных в союзе с производством.
В декабре 1957 года на базе переоборудованных бессемеровских конвертеров криворожского металлургического завода был введен в эксплуатацию цех с четырьмя съемными 50-и тонными конвертерами.
5 июня 1963 года на нижнетагильском металлургическом комбинате был введен в действие первый классический конвертерный цех с тремя 100 тонными конвертерами на обычном передельном чугуне. В цехе впервые в стране была разработана и внедрена трехсопловая кислородная фурма, позволившая оптимизировать технологический режим плавки. В 1965 году цех был переведен на передел ванадиевого чугуна по уникальной в мировой практике технологии дуплекс-процессом с получением на первой стадии кондиционного ванадиевого шлака и на второй стадии – чистой природно-легированной стали из углеродистого полупродукта. Этот цех послужил головным образцом в поколении цехов со 100-130 тонными конвертерами и первой школы подготовки специалистов для последующих конвертерных цехов.
В 1964-1965 годах были введены в строй конвертерный цех на Мариупольском комбинате имени Ильича, конвертерный цех №2 на комбинате Криворожсталь и на Енакиевском металлургическом комбинате.
Качественно новый этап в развитии мирового конвертерного производства ознаменовало введение в действие впервые в мировой практике кислородно-конвертерного комплекса с 3 на 110 тонными конвертерами в сочетании с установкой МНЛЗ на Новолипецком металлургическом комбинате 18 марта 1966 года. Комплекс был введен в действие совместными усилиями советских и австрийских специалистов. Освоение этого комплекса положило начало новой эпохе в развитии всего мирового сталеплавления, дальнейшее развитие которого пошло по пути создания крупных сталеплавильных комплексов с конвертерами и установками МНЛЗ на основе уже разработанных и внедренных в конвертерном цехе НЛМК теоретических и практических положений.
В дальнейшем с целью повышения производительности цеха и совершенствования технологии реконструировали газоотводящий тракт для проведения процесса без дожигания отходящих газов; 110 тонные конвертера заменили отечественными 160 тонными; увеличили емкость разливочных ковшей и грузоподъемность кранов. Впервые в мире создана и внедрена внепечная обработка стали; разработаны и внедрены бесстопорная разливка, рациональная конструкция футеровки с учетом дифференцированного характера ее износа и технология факельного торкретирования футеровки конвертера в вертикальном положении.
6 ноября 1980 года введен в действие цех с 400 тонными конвертерами и МНЛЗ на Череповецком металлургическом комбинате, причем впервые в мировой практике с использованием низкомарганцовистого чугуна (0,2% Mn). Разработанная в цехе ресурсосберегающая технология передела такого чугуна включает динамический режим регулирования параметров кислородной продувки в соответствии с интенсивностью обезуглероживания и условиями раннего шлакообразования. В цехе разработана и освоена комплексная технология выплавки с внепечной обработкой и непрерывной разливкой качественных сталей широкого сортамента.
На базе разработанных технологических основ также с использованием низкомарганцовистого чугуна 2 ноября 1990 года был введен ныне самый современный конвертерный цех на Магнитогорском металлургическом комбинате.
Впоследствии ведущие металлургические предприятия в условиях жесткой рыночной экономики объединили усилия, разработали и внедрили комплекс технологических мероприятий и нового оборудования для увеличения производительности цехов до 8 млн. тонн в год, коренного улучшения качества металла, включая освоение новых высококачественных сталей.
Увеличение производительности цехов достигнуто в результате ввода новых мощностей (третьего 400 тонного конвертера на ММК), повышения эффективности и надежности работы оборудования (приводы поворота конвертеров, опоры подшипников, панели котла-охладителя, трубы Вентури газоочистки с регулируемым зазором), организации ремонта и монтажа в короткие сроки (за 4-5 суток) крупнотоннажного оборудования конвертеров без сокращения объемов производства в цехе; внедрение технологии плавки на магнезиальных шлаках с наращиванием шлакового гарнисажа, повышающего стойкость футеровки до 2800-4500 плавок; введения системы АСУТП плавки с использованием измерительного зонда, обеспечивающей сокращение плавки на 3 минуты; в непрерывной разливке – внедрение методики контроля состояния оборудования и прогнозирования дефектных участков роликового полотна, что позволяет сократить простои МНЛЗ на проведение плановых ремонтов; применение гранулированных шлакообразующих смесей, обеспечивающих ослабления усилия вытягивания и увеличения стойкости стенок кристаллизатора. Выполненный комплекс работ позволил увеличить годовой объем выплавки конвертерной стали с 4.81 млн. тонн в 1996 году до 7.31 млн. тонн в 1999 году в ОАО ММК и с 4.8 млн. тонн в 1996 году до 7.35 млн. тонн в 1999 году в ОАО «Северсталь», повысить стойкость футеровки конвертеров до 2500 плавок в ОАО ММК и до 4500 плавок в ОАО «Северсталь», что считается лучшими показателями в России.
Для улучшения качества металла и расширения сортамента качественных сталей разработаны и внедрены технология производства особо низко сернистой стали (менее 0,005% серы), включая внедоменную десульфурацию чугуна высокоэффективной смесью (25% оксида магния + 75% флюитизированной СаО), выплавку в конвертере полупродукта из чистой железорудной металлошихты взамен металлолома, глубокую дегазацию с промывкой конвертерной ванны инертными газами, внепечную обработку стали рафинирующими шлакообразующими смесями с последующей продувкой порошками и вводом порошковой проволоки на основе металлического кальция с целью глубокой десульфурации и модифицирования неметаллических включений; в непрерывной разливке – технология защиты жидкого металла на участке разливочный ковш – кристаллизатор с применением уплотнительного материала и подачи аргона в защитную трубу и диффузор, что позволило подавать вдвое увеличенное содержание азота во время разливки и стабильно получать не более 0,006%.
Реструктуризация сталеплавильного производства градообразующих металлургических комбинатов с переориентацией мартеновского производства на конвертерное с МНЛЗ позволило значительно улучшить экологическую обстановку (сократить вредные выбросы в 7 раз – от 76,8 до 10,53 тысячи тонн). В приземном слое жилой зоны концентрация пыли уменьшилась от 0,68 – 1,07 до 0,064 – 0,08мг/м3.
В настоящее время в СНГ работают 16 конвертерных цехов с 47 конвертерами емкостью от 40 до 400 тонн.
Современные отечественные конвертерные цехи – это крупные сталеплавильные комплексы с 350-400 тонными конвертерами и высокопроизводительными МНЛЗ; они оборудованы установками десульфурации чугуна и внепечной обработки стали, а также АСУТП. На базе использования новейших научных разработок в конвертерном производстве достигнуты значительные успехи: освоена технология передела чугунов различного состава (фосфористого, ванадиевого, низкомарганцовистого и др.) и выплавки качественных сталей широкого сортамента, включая стали ответственного назначения.
Для дальнейшего развития и совершенствования конвертерного производства проводятся теоретические и экспериментальные исследования с последующим полупромышленным опробованием и доработкой по созданию новых технологических процессов и разновидностей самого конвертерного процесса, направленных на расширение сырьевой базы конвертерного производства и сортамента высококачественной стали ответственного назначения, включая «чистые стали»; энерго – и ресурсосбережение, охрану окружающей среды, комплексную автоматизацию и управление не только технологическим процессом, но и производством стали в целом.
2 Расчет плавки при переделе обычного чугуна в кислородном конвертере
Похожие работы
... = 0,7∙7,023 = 4,916 нм3 Определяем продолжительность продувки, мин , где - интенсивность продувки, нм3/(т∙мин) - (задана). = = 14,9 мин. Количество и состав конвертерных газов: = + ; кг (2.50) = ∙22,4/44; нм3 = 1.17 + 0.01(7,94∙3,5 + 0,4∙6,0) = 1,472 кг = 1,472∙22,4/44 = 0,749 нм3 = , кг (2.51) = ∙22,4/28; нм3 = 6,63 кг ...
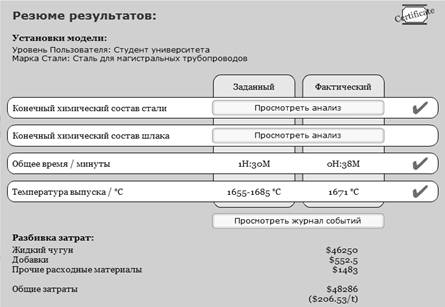
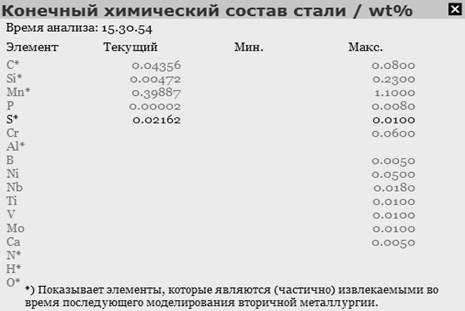
... использования охладителей. Температура металла на выпуске ОС Фактическая 1671 Целевая 1655-1685 Величина перегрева 0 3. Результаты Вывод В результате моделирования выплавки стали кислородно-конвертерным процессом была получена на выходе сталь с требуемым химическим составом и температурой с небольшим отклонением по содержанию серы. Это связано с тем, что ...

... рынки сбыта и обеспечить решение вышеперечисленных задач. Этого можно добиться лишь за счет коренного технического перевооружения и новых технологий. 1.2 Вариант строительства ККЦ № 2 ММК Кислородно-конвертерный цех № 2 ОАО «ММК» предполагается строить на площадке перед имеющимся сортовым станом блюминга № 3. Это позволит значительно сократить время транспортировки горячих блюмов из ...
... шлаковыми смесями). Разливка стали в современных конвертерных цехах производится на машинах непрерывного литья заготовок. Особенности выбранного варианта производства стали определяют и схему расчета плавки стали в конвертере. Целью расчета плавки является определение минимально необходимого количества материалов для получения заданных массы жидкой стали, ее химического состава и температуры. ...
0 комментариев