Анализ исходных данных
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
Разработка технологического маршрута и схем базирования
Выбор средств технологического оснащения
Разработка технологических операций
Переход
Расчёт усилия зажима
Расчет зажимного механизма патрона
Описание работы кулачкового самоцентрирующего патрона
Патентные исследования
Безопасность и экологичность проекта
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Наличие вибраций и шума
Организационные, технические мероприятия по созданию безопасных условий труда
Расчет механической вентиляции
Определение категории помещения по пожаро- и взрывоопасности
Возможность акустического загрязнения окружающей среды
Проектирование участка
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
Описание работы кулачкового самоцентрирующего патрона
Технологический процесс изготовления корпуса приспособления для крепления оправок с хвостовиком HSK-63
139381
знак
22
таблицы
14
изображений
8.6 Описание работы кулачкового самоцентрирующего патрона
Патрон работает следующим образом: масло под действием давления создаваемого насосом подаётся через систему каналов в муфте в правую полость гидроцилиндра. При этом поршень вместе со штоком, в паз которого вставлены рычаги, которые в свою очередь соединены с постоянными кулачками, патрона движется влево, зажимая при этом с помощью сменных кулачков заготовку. Как только заготовка зажата, шпиндель станка получает вращение от двигателя посредствам зубчатых передач, представляющих часть кинематической схемы станка. Шпиндель соединен с гидроцилиндром силового привода, а так же с корпусом патрона, в который вставлены постоянные кулачки. Патрон вместе с закреплённой в нём заготовкой получает вращение. После окончания обработки, когда шпиндель отключают от цепи главного движения станка, гидрораспределитель переключает гидроканалы и напорная полость становится сливной, а сливная напорной. Жидкость из правой полости гидроцилиндра сбрасывается в бак, а в левую полость поступает под давлением, заготовка разжимается.
9 Научные исследования
Плазменное напыление
Плазменный распылитель был разработан в 1956 г. фирмами Gianini Corp. и UC на основе работ Смита (пат. 2157498, 1939 г.), предложившего устройство для нанесения покрытий, содержащее катод в форме стержня и анод в форме сопла.
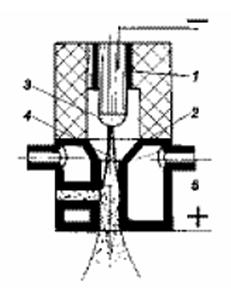
Рис. 1.
Схема плазменного распылителя:
1 - катодный узел;
2 - анодный узел;
3 - катод;
4 - анод;
5 - анодное пятно.
Плазменный распылитель (рис. 1) состоит из катодного 1 и анодного 2 узлов. Между катодом 3 и анодом 4 возбуждается электрическая дуга 5. Дуга в сопле анода отжимается газовым потоком от стенок охлаждаемого сопла, что увеличивает плотность ее энергии и повышает температуру столба дуги (рис. 2).
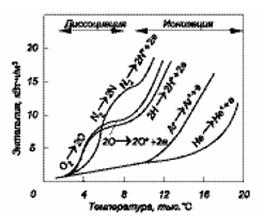
Рис. 2.
Зависимость энтальпии газов от температуры
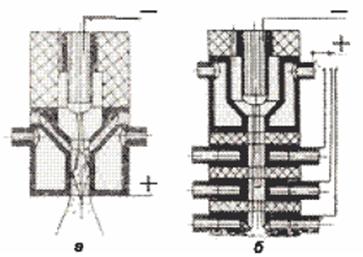
Рис. 3.
Плазменные распылители:
а - с самоустанавливающейся дугой;
б - с фиксированной дугой.
Плазмотроны постоянного тока бывают с самоустанавливающейся (рис. 3, а) и фиксированной длиной дуги, когда дуга удлиняется за счет последовательного переключения на аноды, разделенные между собой электрически нейтральными межэлектродными вставками (рис. 3, б).
При использовании аргона в качестве плазмообразующего газа на плазмотроне с самоустанавливающейся дугой падение напряжения составляет 30 В, а с фиксированной дугой - 100 В и более. На рис. 4 представлены схемы пруткового и проволочного плазменных распылителей. Радиальная подача материала (см. рис. 4, а) используется и для подачи порошковых материалов для нанесения покрытий.
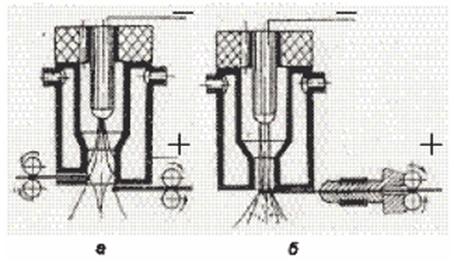
Рис. 4.
Схемы плазменных распылителей:
а - пруткового;
б - проволочного ("проволока - анод").
Схема проволочного распыления "проволока - анод" была разработана В.В. Кудиновым в конце 50-х годов. Тогда удалось получить невиданную производительность - 15 кг/ч вольфрама при мощности 12 кВт. Порошковые распылители (рис. 5) в зависимости от свойств и размеров частиц создавались с подачей в плазменную струю 1, под углом навстречу потоку 2, в сопло в заанодную зону дуги 3 или в доанодную зону, как в плазмотроне М8-27 конструкции В.М. Иванова (рис. 6).
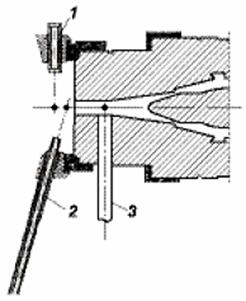
Рис. 5.
Схемы подачи порошка в плазмотрон:
1, 2 - в плазменную струю;
3 - в сопло.
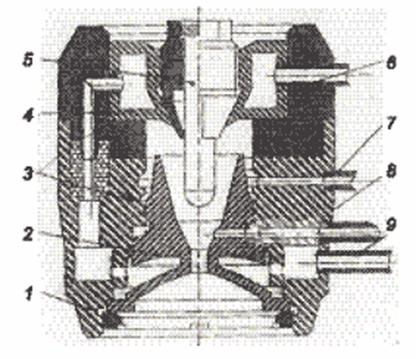
Рис. 6.
Распылитель М8-27:
1 - подача охлаждающей воды;
2 - подача плазмообразующего газа;
3 - подача порошка;
4 - слив воды;
5 - анодный узел;
6 - анод;
7 - изолятор;
8 - катодный узел;
9 - катод.
В настоящее время плазмотроны большой мощности спроектированы с подачей порошка в плазменную струю 1 (рис. 6). Такая схема не влияет на дугу. Плазмотроны имеют завышенную мощность, чтобы тепла плазменной струи хватило на нагрев порошка.
Следует отметить, что подача порошка в доанодную зону была выгоднейшей с точки зрения теплообмена, но сопряжена с перегревом частиц в сопле и забиванием сопла расплавленными частицами из-за высоких требований к равномерности подачи порошка. Рассредоточенность подачи порошка в плазмотроне М8-27 обеспечивала устойчивую работу плазмотрона, который эксплуатируется уже 40 лет.
Тенденции развития плазменных распылителей - увеличение эффективности процесса. Разработаны установки мощностью до 160…200 кВт, работающие на воздухе, аммиаке, пропане, водороде, в динамическом вакууме, в воде. Применение специальных сопл позволило получить сверхзвуковое истечение струи двухфазного потока, которое, в свою очередь, обеспечило получение плотного покрытия. С другой стороны, для нанесения покрытий на малые детали (поверхности), например, коронки в стоматологии, бандажные полки лопаток ГТД в авиастроении были разработаны микроплазменные горелки, работающие на токах 15…20 А при мощности до 2 кВт.
Увеличение ресурса соплового аппарата (катод - анод) плазменного распылителя повышенной мощности (50…80 кВт) тормозилось из-за низкой эрозионной стойкости медного сопла в зоне анодного пятна. С целью увеличения стойкости сопла были разработаны вольфрамовые вставки, запрессованные в медное сопло таким образом, чтобы теплота эффективно отводилась медной оболочкой и удалялась охлаждающей водой. Наиболее удачной была конструкция плазмотрона типа F-4, разработанного фирмой Plasma-Technik AG (рис. 7), работающего длительное время на токе до 800 А при мощности 55 кВт.
0 комментариев