Обоснование выбора материала
Анализ технологичности конструкции детали
Только после этого удалось прошлифовать с требуемой точностью названное зубчатое колесо
Патентные исследования
Патентный поиск
Анализ результатов поиска
Описание усовершенствованного объекта
Заготовку в проектном варианте техпроцесса предложено изготовить методом пластического деформирования – штамповка на прессе с выталкивателем
Затраты на механическую обработку, отнесенные на 1 кг стружки
Выбор технологических баз
Расчет режимов резания
Об/мин
Об/мин
Расчет и проектирование контрольного приспособления
Проверка условий точности изготовления детали
Расчет операционных размеров
Расчёт числа рабочих
Организация снабжения материалами и заготовками
Безопасность и экологичность проекта
Описание рабочего места, оборудования, выполняемых операций
Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности
Из помещения в соседнее помещение на том же этаже, обеспеченное выходами, указанными выше
Экономическое обоснование проекта
Навигация
Расчет операционных размеров
Технологический процесс изготовления шпинделя 4-хшпиндельной комбинированной головки
155220
знаков
32
таблицы
15
изображений
10.4 Расчет операционных размеров
Цель расчета – определить величины номинальных и предельных значений операционных размеров в продольном направлении.
Исходя из составленных уравнений размерной цепи в продольном направлении найдем все операционные размеры. Определяем те размеры, которые нам известны и являются чертёжными. Это размеры А010=520 –0,05мм, Ж025=205 –0,74 мм. Размеры Ц1010 и Ц2010 найдем из расчета центрового отверстия (рис. 10.1).
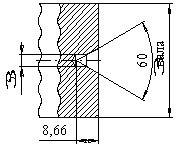
Рис. 10.1 Центровое отверстие
Центровое отверстие выбираем по диаметру вала, который входит в интервал размеров 20…40мм [5, с.389].
Рассмотрим треугольник, в нем известно: противолежащий катет углу 30°, равный половине диаметра конуса 6,6мм. Все эти параметры “завязаны” между собой tg. Следовательно, Ц1010 =Ц2010=5/tg30°=8,66мм.
Далее определим все искомые размеры путем подставления в уравнения размерной цепи уже известных величин.
![]() (10.8)
(10.8)
Л040=+К040-О040+А010-Ц2010=8-77+520-8,66=442,34мм;
В025 = – [Д055] - Ц1010 +А010 = -214-8,66+520 = 297,34мм;
Д025 = – [В055]– Ц1010 +А010 = -123-8,66+520 = 388,34мм;
Г025 = – [Г055]+ Д025 = -70 +388,34 = 318,34мм.
Окончательные значения операционных размеров в продольном направлении в удобной для производства форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа.
![]() , (10.9)
, (10.9)
где, ТАi – технологический допуск.
11. Планировка механического участка
Деталь “шпиндель” (рис.1.1) является сборочной единицей головки
4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ресивера.
Конструкция шпинделя позволяет использовать анализируемую деталь в сборках 2-х, 3-х, 4-х, 6-ти, 9-ти, 10-ти, 12-ти и 15-тишпиндельных резьбонарезных головках, а также 4-х, 5-ти и 6-тишпиндельных комбинированных головках, которые применяются на автоматических линиях мехобработки.
Оборудование, включающее в себя перечисленные шпиндельные головки, насчитывают свыше 500 единиц.
11.1 Расчёт количества основного технологического оборудования на участке и коэффициента его загрузки
Цель раздела – определение количества основного технологического оборудования при среднесерийном производстве на стадии технологического проекта и подготовки исходных данных для составления планировки участка механической обработки детали.
Исходные данные для проведения этого расчёта являются годовая программа и технологический процесс с нормами времени. Годовая программа составляет 2500 деталей в год. Нормы времени приведены в таблице 11.1.
Таблица 11.1 Нормы времени
| № оп. | Код и наименование операции | Т0 , мин | Тшт , мин | Модель оборудования |
| 1 | 2 | 4 | 5 | 6 |
| 010 | Фрезерно-центровальная | 3 | 6 | МР-71М |
| 015 | Токарная | 780 | 795 | 1712П |
| 020 | Отпуск | - | - | - |
| 025 | Токарная | 168 | 83 | 1712П |
| 030 | Шлифовальная | 38 | 53 | СУ 315х2000 (универсально-шлифовальный) |
| 035 | Шлицефрезерная | 372 | 462 | 31НУ (винто-шлице-фрезерный) |
| 040 | Токарная | 20 | 24 | 1712П |
| 045 | Долбежная | 18 | 24 | 7М430 |
| 050 | Цементация | - | - | - |
| 055 | Сверлильная | 36 | 51 | 2М13 |
| 060 | Закалка | - | - | - |
| 065 | Слесарная | 66 | 66 | 1712П |
| 070 | Шлифовальная | 20 | 35 | СУ (универсально-шлифовальный) |
| 075 | Полировальная | 170 | 185 | 1712П |
| 080 | Шлицешлифовальная | 96 | 111 | 5В833 |
| 085 | Резьбошлифовальная | 73 | 163 | Рейсхауэр |
| 090 | Маркировочная | 3 | 3 | Кант.площадка |
| 095 | Оксидирование | - | - | - |
| 100 | Консервация | 5 | 5 | Кант.площадка |
Действительный фонд времени работы оборудования, находим по формуле:
Fд = (Дк – Дв – Дп) · tсм · n · Кисп, (ч) (11.1)
где Дк - число календарных дней, 365
Дв - число выходных дней, 102
Дп - число праздничных дней, 10
Tсм - длительность рабочей смены, 8 часов
n - число рабочих смен в сутки, 2
Кисп - коэффициент использования оборудования, 0,95.
Fд = (365-102-10)·8·2·0,95 = 3846 ч.
Расчётное число станков каждой группы будет находиться по формуле:
![]()
 (11.2)
(11.2)
где Квн – коэффициент выполнения норм, равный 1,1.
Расчёт необходимого количества станков сведём в таблицу 11.2
где Sпр – принимаемое нами количество станков.
![]()
Таблица 11.2 Расчётное число станков
| № оп. | Код и наименование операции | Расчётное количество станков, Sр | Принятое количест-во станков, Sпр |
| 1 | 2 | 3 | 4 |
| 010 | Фрезерно-центровальная | 0,0473 | 1 |
| 015 | Токарная | 2,3243 | 3 |
| 020 | Отпуск | - | - |
| 025 | Токарная | 0,6540 | 1 |
| 030 | Шлифовальная | 0,4176 | 1 |
| 035 | Шлицефрезерная | 1,6401 | 2 |
| 040 | Токарная | 0,1891 | 1 |
| 045 | Долбежная | 0,4018 | 1 |
| 050 | Цементация | - | - |
| 055 | Сверлильная | 0,1733 | 1 |
| 060 | Закалка | - | - |
| 065 | Слесарная | 0,2758 | 1 |
| 070 | Шлифовальная | 1,4576 | 2 |
| 075 | Полировальная | 0,2206 | 1 |
| 080 | Шлицешлифовальная | 0,8746 | 1 |
| 085 | Резьбошлифовальная | 1,2843 | 2 |
| 090 | Маркировочная | 0,0236 | 1 |
| 095 | Оксидирование | - | - |
| 100 | Консервация | 0,0394 | 1 |
Полученные расчетные значения количества станков, округляем в большую сторону до целого числа и определяем необходимую величину догрузки подобными видами продукции, приближая расчетное значение станков к принимаемому для их меньшей расходимости.
Догрузка оборудования находится по формуле:
 (11.3)
(11.3)
где Ку =1,05- коэффициент увеличения штучного времени.
Результаты расчётов сведём в таблицу 11.3.

Таблица 11.3 Результат дозагрузки станков
| № оп. | Код и наименование операции | Дозагрузка оборудования, Nдог , шт/год |
| 1 | 2 | 3 |
| 010 | Фрезерно-центровальная | 132262 |
| 015 | Токарная | 77017 |
| 020 | Отпуск | - |
| 025 | Токарная | 43373 |
| 030 | Шлифовальная | 78005 |
| 035 | Шлицефрезерная | 23421 |
| 040 | Токарная | 111483 |
| 045 | Долбежная | 63659 |
| 050 | Цементация | - |
| 055 | Сверлильная | 113792 |
| 060 | Закалка | - |
| 065 | Слесарная | 98785 |
| 070 | Шлифовальная | 106865 |
| 075 | Полировальная | 64813 |
| 080 | Шлицешлифовальная | 11050 |
| 085 | Резьбошлифовальная | 90210 |
| 090 | Маркировочная | 135725 |
| 095 | Оксидирование | - |
| 100 | Консервация | 133417 |
Проводим заново расчёт необходимого количества оборудования по формуле:
![]()
 (11.4)
(11.4)

Результаты расчётов сводим в таблицу 11.4.
Таблица 11.4 Расчёт до загруженного числа станков
| № оп. | Наименование операции | Расчётное количество станков, Sр | Принятое количество станков, Sпр |
| 1 | 2 | 3 | 4 |
| 010 | Фрезерно-центровальн. | 0,8289 | 1 |
| 015 | Токарная | 2,7795 | 3 |
| 020 | Отпуск | - | - |
| 025 | Токарная | 0,9103 | 1 |
| 030 | Шлифовальная | 0,8786 | 1 |
| 035 | Шлицефрезерная | 3,7785 | 4 |
| 040 | Токарная | 0,8479 | 1 |
| 045 | Долбежная | 0,8417 | 1 |
| 050 | Цементация | - | - |
| 055 | Сверлильная | 0,8458 | 1 |
| 060 | Закалка | - | - |
| 065 | Слесарная | 0,8595 | 1 |
| 070 | Шлифовальная | 0,8521 | 1 |
| 075 | Полировальная | 1,8406 | 2 |
| 080 | Шлицешлифовальная | 0,9399 | 1 |
| 085 | Резьбошлифовальная | 1,8174 | 2 |
| 090 | Маркировочная | 0,8257 | 1 |
| 095 | Оксидирование | - | - |
| 100 | Консервация | 0,8278 | 1 |
Коэффициент загрузки оборудование определяется как отношение расчётного числа к проектируемому:
К = Sp / Sпр (11.5)
Коэффициент загрузки оборудования сведем в таблицу 11.5.
Таблица 11.5 Коэффициент загрузки оборудования
| № оп. | Наименование операции | Коэф. загр. оборуд. | № оп. | Наименование операции | Коэф. загр. оборуд. |
| 1 | 2 | 3 | 1 | 2 | 3 |
| 010 | Фр.-центров. | 0,83 | 060 | Закалка | - |
| 015 | Токарная | 0,93 | 065 | Слесарная | 0,86 |
| 020 | Отпуск | - | 070 | Шлифовальная | 0,85 |
| 025 | Токарная | 0,91 | 075 | Полировальная | 0,92 |
| 030 | Шлифовальн. | 0,88 | 080 | Шлицешлиф. | 0,94 |
| 035 | Шлицефрезерная | 0,94 | 085 | Резьбошлиф. | 0,91 |
| 040 | Токарная | 0,85 | 090 | Маркировочная | 0,83 |
| 045 | Долбежная | 0,92 | 095 | Оксидирование | - |
| 050 | Цементация | - | 100 | Консервация | 0,83 |
| 055 | Сверлильная | 0,85 | Средн. значение | 0,88 | |
Средний коэффициент загрузки составляет 0,88.
Теперь по найденным значениям загрузки оборудования строим график нагружения оборудования на рис. 11.2
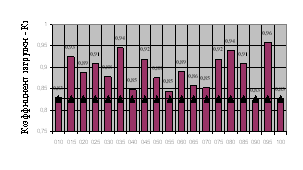
Рис.11.2 График загрузки оборудования
0 комментариев