Обоснование выбора материала
Анализ технологичности конструкции детали
Только после этого удалось прошлифовать с требуемой точностью названное зубчатое колесо
Патентные исследования
Патентный поиск
Анализ результатов поиска
Описание усовершенствованного объекта
Заготовку в проектном варианте техпроцесса предложено изготовить методом пластического деформирования – штамповка на прессе с выталкивателем
Затраты на механическую обработку, отнесенные на 1 кг стружки
Выбор технологических баз
Расчет режимов резания
Об/мин
Об/мин
Расчет и проектирование контрольного приспособления
Проверка условий точности изготовления детали
Расчет операционных размеров
Расчёт числа рабочих
Организация снабжения материалами и заготовками
Безопасность и экологичность проекта
Описание рабочего места, оборудования, выполняемых операций
Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности
Из помещения в соседнее помещение на том же этаже, обеспеченное выходами, указанными выше
Экономическое обоснование проекта
Навигация
Анализ технологичности конструкции детали
Технологический процесс изготовления шпинделя 4-хшпиндельной комбинированной головки
155220
знаков
32
таблицы
15
изображений
1.3 Анализ технологичности конструкции детали
Качественные показатели технологичности:
а) все поверхности шпинделя доступны для обработки;
б) все поверхности спроектированы с достижимыми требованиями;
в) заготовку можно получить прогрессивным методом – поковки на прессе с выталкивателем;
г) используется универсальный режущий инструмент при обработке можно получить все поверхности с заданными конструктором параметрами, их точностью и техническими требованиями.
д) возможно применение широкоуниверсального оборудования.
Нетехнологичные элементы:
- наиболее нетехнологичным элементом является глухое отверстие.
Учитывая, что при обработке резанием можно применить различный инструмент для обработки поверхностей и можно изменить виды обработки, делаем вывод, что деталь «шпиндель» достаточно технологична.
1.4 Определение типа производства
В соответствии с заданной программой выпуска 2000 деталей в год и массой детали 2,5 кг рассчитаем относительный объем выпуска изделия N0 по формуле:
![]()
где N – годовой объем выпуска изделия;
m – масса детали;
КТ – коэффициент трудоемкости, при средней степени сложности изготовления детали он равен 1,35, тогда
N0 = 2000 × 2,50.7 × 1,35 = 5128
2300<5128<10000, а значит, при данном годовом выпуске шпинделя 4-хшпиндельной головки производство считается среднесерийным, что также подтверждается по таблице серийности [1], следовательно, принимаем среднесерийный тип машиностроительного производства.
1.5 Задачи проекта
Основной задачей проекта является получение годового экономического эффекта от модернизации технологического процесса изготовления детали.
1. Спроектировать заготовку с максимальным коэффициентом использования материала и с минимальной себестоимостью.
2. Разработать технологический процесс обработки шпинделя с использованием новейших достижений науки и техники, отвечающий требованиям технологичности (экономичности, точности, качества и т.д.) и в условиях среднесерийного производства.
3. Составить оптимальную схему обработки.
При решении этих задач необходимо, прежде всего, руководствоваться целесообразностью вводимых изменений с экономической точки зрения.
1.6 Проблемы и возможные пути их устранения
Шпиндель – деталь, испытывающая постоянно действующую одно-направленную циклическую нагрузку, которая разрушительно действует на боковые поверхности шлицев, а также истирают поверхности глухого отверстия.
Избежать эти нагрузки невозможно, поскольку рабочее состояние исследуемой детали определено движением смежных деталей, которые должны работать с определенным тактом перемещения. Постоянно действующие и однонаправленные усилия разрушают конструкцию детали.
Поэтому необходимо рассмотреть следующие вопросы:
1) основных причин поломок зубьев;
2) выявление рамок и границ допустимых нагрузок;
3) поиск возможных методов упрочнения концентраторов напряжений и при этом сохранив максимальную пластичность;
Наиболее часто происходящие поломки:
1) разрушение зубьев шлица;
2) истирание шеек шпинделя.
Эти две основные проблемы наводят на ряд обширных вопросов:
1) выборка оптимальных режимов обработки маложестких деталей;
2) разработка поддерживающих приспособлений для предотвращения изгиба во время изготовления;
3) снятие внутренних напряжений после этапной обработки;
4) регламентирование допустимых нагрузок;
5) разработка возможных методов профилактики.
2. Аналитические исследования процесса шлицеобработки
2.1 Анализ процесса нарезания зубьев фрезами с различными схемами резания
Червячные фрезы с вершинонагруженной и прогрессивными схемами резания имеют высокую стойкость по сравнению со стойкостью стандартной фрезы. Но нельзя считать основным условием целесообразности применения фрез с той или иной схемой только повышенную стойкость или скорость резания. Нужно учитывать совокупность факторов, влияющих на производительность. Машинное время и производительность при зубофрезеровнаии зависят как от скорости резания, так и от подачи. Но выбор подачи ограничивается требуемой шероховатостью поверхности профиля зубьев, а при нарезании под дальнейшую обработку: чистовое фрезерование или шлифование также и жесткостью системы СПИД.
Если при работе червячных фрез с новыми схемами резания возникают большие усилия, чем силы у стандартных фрез, то при одинаково допустимой нагрузке на станок придется работать со значительно меньшими подачами, и может оказаться нецелесообразным применение таких фрез. Если же наблюдается обратная картина, то применение фрез с новыми схемами резания оправдано не только высокой стойкостью, но и возможностью работать с повышенными подачами. Таким образом, для того чтобы оценить эффективность применения червячных фрез с той или иной схемой, необходимо, кроме стойкостных зависимостей знать силы резания.
Силовые закономерности нужны и для оценки влияния схемы резания на точность обрабатываемых зубьев, ибо такой параметр нормы плавности зацепления, как погрешность профиля зависит в значительной мере от величины колебания силы резания за один оборот фрезы. Кроме того, под действие силы резания происходит изгиб оправки, на которой крепится деталь, и опрокидывание всего стола, что вызывает погрешность направления зуба.
Червячные фрезы с прогрессивной схемой резания предназначены для зубофрезерования под дальнейшую обработку и не могут служить финишной операцией. Точность зубьев после чистовой обработки зависит от точности, достигнутой на предварительной операции. Погрешность зубьев, нарезанных на зубофрезерных станках, зависит от ряда факторов: погрешности заготовки и ее базирования относительно оси стола станка, погрешности червячной фрезы, станка и жесткости системы СПИД. Последняя оказывает значительное влияние на точность профиля зуба.
Проведённые исследования [4] показывают, что при зубодолблении колес на станке 514 до 75% погрешность колебания профиля на одном зубе колеса образуется только за счет отжатия заготовки от долбяка под действие переменной силы резания. То же происходит и при зубофрезеровании. Под действием переменной силы за оборот фрезы изменяется “межосевое расстояние” фреза – заготовка, происходит рассогласование вращения фрезы и заготовки, что вызывает радиальное биение нарезаемого колеса и погрешность профиля зуба. Чем больше колебание силы, тем больше погрешность.
При работе фрез с прогрессивной схемой резания колебание силы резания меньше, чем при фрезеровании стандартными фрезами, что должно благоприятно сказываться на точности профиля нарезаемых зубьев. Но это было бы так, если бы в оформлении профиля зуба участвовало такое же число режущих кромок, как и при работе стандартной фрезы. В действительности же число профилирующих резцов при обработке фрезой с прогрессивной схемой уменьшается в 2 раза, что приводит к большей величине огранки.
В связи с выше указанными причинами, требуется установить, какой из двух факторов окажет превалирующее влияние на погрешность профиля зубьев. Необходимо также установить, не вызовет ли применение фрез с прогрессивной схемой увеличение припуска на последующую обработку.
При зубофрезеровании на поверхности зубьев возникают неровности: волнистость hв – в результате перемещения фрезы вдоль оси заготовки на величину подачи; огранка hог – в связи с прерывистостью огибания эвольвентного профиля зуба детали режущими кромка фрезы: риски и надрывы hш – как следствие работы нароста и деформации поверхностного слоя. Общая высота неровностей:
hоб = hв + hог + hш (2.1)
Часть припуска на толщину зуба, оставляемого под последующую обработку составляет 2hоб. В связи с применением червячных фрез с вершинонагруженной и прогрессивной схемами резания невольно возникает вопрос о величине hоб, не будет ли она боль, чем при зубофрезеровании стандартными фрезами, и не повлечет ли применение фрез с новыми схемами к увеличению припуска на дальнейшую обработку.
Рассмотрим влияние схемы резания на каждое слагаемое выражения (2.1).
Огранка вызывает погрешность профиля. Влияние схемы резания на погрешность профиля рассмотрено в [5] и установлено, что, несмотря на увеличение значения огранки при работе фрез с прогрессивной схемой, суммарная погрешность профиля меньше, чем при работе стандартными фрезами. Волнистость в основном зависит от диаметра фрезы и подачи, и схема резания не влияет на ее величину.
Влияние на микрогеометрию обработанной поверхности происходит за счет резания фрезами, зубья которой чередуются через один, срезают слои удвоенной толщины. Увеличение толщины среза, особенно в зоне низких скоростей резания, обычных для процесса зубофрезерования, вызывает образование нароста и, следовательно ухудшает микрогеометрию обработанной поверхности. Микронеровности возникают также и в результате надрывов, вызванных растягивающими напряжениями в поверхностном слое детали. Пластическая деформация при работе фрез с прогрессивной схемой резания должна быть значительно меньше, и это благополучно скажется на шероховатости поверхности. При зубофрезерова-нии в результате переменности силы резания возникают вибрации, которые оказывают вредное влияние на параметры шероховатости. Применение фрез с прогрессивной схемой резания, где колебание сил меньше, чем при работе стандартных, также должно привести к снижению высоты микронеров-ностей.
После проведения экспериментальных исследований [5] по изучению влияния схемы резания на величину шероховатости обработанных поверхностей при черновом зубофрезеровании. Из анализа экспериментальных данных можно сделать следующие выводы.
1. Высота неровностей профиля зубьев, нарезанных червячными фрезами со всеми схемами резания, значительна и колеблется в пределах 10…30мкм, что соответствует 11–13 квалитету.
2. С увеличением высоты зуба шлица высота микронеровностей быстро растет. Такая закономерность наблюдается при работе фрезами со всеми схемами резания как со встречной, так и при попутной подачами. Объясняется это тем, что с увеличением высоты зуба профилирующие зубья фрез срезают более толстые слои. Толщина возрастает пропорционально модулю. Рост толщины приводит к увеличению нароста и увеличению микронеровностей.
Большое влияние на шероховатость поверхности оказывают вибрации, возникающие при резании. Увеличение модуля нарезаемого колеса приводит к значительному повышению силы резания и амплитуды её колебания. Последняя вызывает большую вибрацию и высоту микронеровностей.
3. Подача незначительно влияет на высоту микронеровностей, т.к подача не влияет на толщину слоев, срезаемых боковыми кромками профилирующих зубьев. Поэтому условия образования нароста будут почти одинаковыми как при работе с малыми подачами, так и со сравнительно большими, и только повышенная вибрация, вызванная изменением силы резания, несколько увеличивает высоту микронеровностей.
4. Высота микронеровностей почти не зависит от схемы резания. Величина микронеровностей поверхности зубьев, нарезанных фрезами с прогрессивной схемой, не больше, чем стандартными, что объясняется во-первых лучшими условиями стружкообразования, во-вторых, меньшим значением амплитуды колебания силы резания и, следовательно, меньшими вибрациями, возникающими при работе фрез с прогрессивной схемой резания.
5. Величина микронеровностей при попутном фрезеровании значительно меньше, чем при встречном. Это действительно для всех схем резания. При работе фрез с прогрессивной схемой уменьшение высоты шероховатости с изменением направления подачи не так велико. Эти закономерности можно объяснить следующими причинами:
а) при попутном фрезеровании зубья фрез со всеми схемами резания срезают более тонкие слои, чем при встречном; следовательно, нарост будет меньше и шероховатость поверхности ниже;
б) при работе со встречной подачей большая часть зубьев стандартных фрез срезает П-образные стружки, а с попутной – Г-образные; при резании двух боковых и вершинной кромок резца срезаемые слои деформируются значительно сильнее, чем при работе только боковой и вершинной кромкой (рис. 2.1, 2.2) в связи с меньшей степенью пластической деформации слоев, срезаемых при попутном фрезеровании, нарост должен быть меньше; при работе фрез с прогрессивной схемой резания как со встречной, так и при попутной подачами резание сходно со свободным, и направление подачи не оказывает такого влияния на деформацию срезаемых слоев, как при зубонарезании стандартными фрезами; поэтому направление подачи больше влияет на высоту микронеровностей при резании стандартными фрезами, чем фрезами с прогрессивной схемой.
в) рост ширины срезаемого слоя по-разному влияет на интенсивность их деформации при образовании Г- и П-образных стружек; при образовании Г-образных с ростом ширины слоя, срезаемого боковой кромкой, деформация слоя снижается (рис. 2.1), при образовании О-образных стружек деформация слоев, срезаемых боковыми кромками, наоборот повышается (рис.2.2); поэтому с увеличение высоты обрабатываемого зуба детали, нарезанных стандартными фрезами, направление подачи оказывает более сильное влияние на высоту микронеровностей; такая закономерность отсутствует при работе фрез с прогрессивной схемой резания, т.к. кромки их зубьев как при встречной, так и при попутной подаче работают в одинаковых условиях, близких к свободному резанию.

Рис.2.1 Зависимость высоты неровностей профиля Rz от подачи и высоты нарезаемого шлица при черновом фрезеровании

Рис.2.2. Кривые распределения интенсивность деформации слоев, срезаемых боковой и вершинной кромками режущего инструмента
6. Для снижения припуска на последующую обработку черновое фрезерование следует вести с попутной подачей. Последнее особенно целесообразно при нарезании зубьев со значительной высотой стандартными фрезами.
7. Применение фрез с вершинонагруженной и прогрессивной схемами резания вместо стандартных не вызовет увеличения припуска на дальнейшую обработку.
2.2 Анализ схемы резания процесса шлицешлифования
Для удовлетворения всё повышающихся требований к качеству и производительности при изготовлении шлицев необходимы поиск и реализация новых технологических решений для операций черновой и чистовой обработки базовых поверхностей и самих шлицев.
Не менее важны вопросы повышения производительности и точности обработки шлицев. Цель новых прогрессивных решений при шлицешлифова-нии – повышение стойкости абразивного инструмента и производительности процесса обработки.
Рассмотрим специальные наладки станков с тарельчатыми кругами, позволяющие повысить производительность обработки, уменьшить возникающие погрешности профиля зуба, а при использовании безобкатного способа шлифования даже расширить технологические возможности оборудования.
Отечественные зубошлифовальные станки с тарельчатыми кругами моделей 5851, 5А851,5853, а также аналогичные станки швейцарской фирмы Maag относятся к станкам класса А, т. е. к особо высокоточным. По точности они уступают лишь станкам с плоским кругом моделей МШ-350, 5А893 и аналогичным им станкам фирмы "Хурт" (ФРГ).
Однако в станках с плоским кругом отсутствует возможность продольного перемещения обрабатываемого изделия относительно шлифовального круга, из-за чего область применения таких станков ограничена изделиями с небольшой шириной венца (b £ 50 мм). Кроме того, станки с тарельчатыми кругами имеют заметно большие возможности для шлифования шлицев с модифицированной поверхностью (срез головки или ножки, продольная бочкообразность заданной формы и т. п.). Поэтому, по мнению автора, прекращение выпуска таких станков — временное явление, в ближайшем будущем это оборудование будет востребовано теми отраслями машиностроения, где необходима высокоточная обработка закаленных зубчатых передач с шириной венца более 50…60 мм (авиационная промышленность, судостроение, прецизионное станкостроение и т. д.).
Существующая техническая документация к названным станкам подробно описывает стандартные наладки, при которых плоскости режущих кромок тарельчатых кругов располагают вертикально и параллельно друг другу на расстоянии длины общей нормали (угол шлифования aш = 0) или наклоняют вместе с суппортами на угол aш, равный углу исходного контура обрабатываемого изделия.
В статье рассмотрены специальные наладки станков с тарельчатыми кругами, которые позволяют в одних случаях повысить производительность обработки, в других — уменьшить возникающие погрешности профиля зуба, а иногда, используя сравнительно новый безобкатный способ шлифования [1] косых зубьев, даже расширить технологические возможности оборудования, о чем подробно сказано ниже.
В технической литературе этот вопрос освещен явно недостаточно. В работе [2] введено понятие производственной окружности, которая при специальных наладках не совпадает с делительной окружностью шлифуемого изделия, вследствие чего утлы шлифования и исходного контура не равны друг другу (aш ¹ a). Однако это важное теоретическое положение автор работы [2] не довел до практической реализации: в ней отсутствуют формулы настройки станка при aш ¹ a. В работе [3] ничего не говорится о наладке станков с тарельчатыми кругами, а в работе [4] даже неправильно изображено взаимное расположение кругов при 20-градусном шлифовании (при наклоне суппортов).
На станках старых конструкций (модели 5851, Maag HSS 30, Maag HSS 60/80) зубчатые колеса можно шлифовать как при наклонном расположении осей шлифовальных кругов ("угловой" метод шлифования), так и при горизонтальном (0-градусный метод шлифования). На станках последних моделей (5А851, Maag HSS 80 и др.) возможно только более перспективное 0-градусное шлифование.
Сначала рассмотрим расположение кругов при наклонном положении суппортов, т. е. при "угловом" методе шлифования. Обычно в этом случае круги располагают в одной впадине, суппорты с кругами наклоняют на угол аш, равный углу исходного контура а шлифуемого изделия (aш = a), а колонку и линейку в механизме спиралеобразования поворачивают на угол bш, равный углу наклона b косого зуба (bш = b). Если круги расположить в одной впадине не удается (например, при шлифовании мелкомодульных зубчатых колес или колес среднего модуля, но с большим положительным коэффициентом смещения), их располагают в соседних впадинах, сохраняя и угол наклона суппортов, и угол поворота колонки. Диаметр обкатного ролика (сектора) dp в этом случае должен быть равен диаметру делительной окружности шлифуемого зубчатого колеса за вычетом толщины обкатных лент. Таким образом, при стандартной наладке для каждого обрабатываемого изделия нужен свой обкатный ролик.
Однако, используя нестандартные приемы наладки станка, иногда удается не изготовлять новый обкатный ролик (сектор), а использовать ранее изготовленный. Заметим, что в случае шлифования косых зубьев не только угол наклона суппортов должен отличаться от угла исходного контура обрабатываемого изделия, но и угол поворота колонки с кругами, а также угол bш поворота линейки в механизме спиралеобразования должен отличаться от угла b наклона зуба, т. е. bш ¹ b. В этом случае, исходя из равенства хода винтовой поверхности на цилиндре любого диаметра, по одной из формул получим:
![]()
Или
![]() (2.1)
(2.1)
где dр – диаметр имеющегося обкатного ролика, мм;
d – толщина обкатных лент, мм
b – угол наклона зуба на делительной окружности, мм ;
m и z – модуль (мм) и число зубьев шлифуемого изделия соответственно.
При шлифовании прямозубых зубьев нужно определять только один элемент специальной наладки — угол наклона суппортов. Формула для вычисления aш значительно упрощается
aШ = arcos (cos a sin b / sin bШ), (2.2)
На Московском заводе шлифовальных станков, когда это предприятие нормально функционировало, при выполнении разовых заказов неоднократно успешно применяли описанный прием наладки станка, причем диаметр установленного на станок ролика обычно отличался от традиционного на 1…6 мм.
Теперь рассмотрим вопрос наладки станка, когда приемлемых роликов в наличии нет и нужно изготовить оптимальный ролик, обеспечивающий одновременную обработку обеих сторон прямого зуба в течение всего хода обката и, как следствие, максимально возможную производительность обработки конкретного изделия при наклонном положении суппортов.
Сначала проанализируем последовательность шлифования различных участков обеих сторон прямого зуба при традиционной наладке (aш = a) и расположении кругов в одной впадине. В крайнем правом положении каретки, т. е. наиболее близком к оператору, правый круг обычно шлифует точку a1 с радиусом кривизны на головке левой стороны зуба, а левый круг в этот момент не шлифует другой участок (при наличии выкружки он ничего не шлифует). При шлифовании участка a1b1 левой стороны (рис. 2.1, а) правая сторона соседнего зуба не шлифуется. В момент обработки точки b1 начинается шлифование правой стороны другого зуба в начальной точке контура с2 с радиусом кривизны rр. При дальнейшем движении каретки влево и соответствующем повороте изделия в центрах по часовой стрелке одновременно обрабатываются обе стороны: левая сторона зуба — от головки к ножке (участок a2b2) и правая сторона другого зуба — от ножки к головке (участок c2b2). В момент шлифования точки b2 правый круг прекращает свою работу, поскольку участок левой стороны зуба к этому времени полностью спрофилирован. В дальнейшем только левый круг шлифует участок b2a2 правый круг в работе не участвует. В крайнем левом положении каретки (наиболее удаленном от оператора) шлифуется точка a2 головки правого зуба с радиусом кривизны ра.
При обратном движении каретки участки зуба шлифуются в обратном порядке: сначала только a2b2 затем одновременно b2с2 и c1b1 и, наконец, только участок головки b1a1 левой стороны зуба. Ясно, что при такой наладке одновременная обработка двух сторон разных зубьев осуществляется только часть времени.
Чтобы оптимизировать обработку впадины, а значит, и всего колеса, нужно наклонить суппорты на оптимальный угол aш опт ¹ a, при котором одновременно шлифуются точка a1 на головке левой стороны зуба с радиусом кривизны ra и точка с2 на ножке правой стороны другого зуба с радиусом кривизны рр. В этом случае по мере движения каретки справа налево левая сторона зуба будет шлифоваться от головки к ножке (от точки a1 к с1) и одновременно с ней правая сторона — от ножки к головке, т. е. от точки с2 к а2 (рис. 2.3, б).

Рис.2.3 Контакт тарельчатых шлифовальных кругов с обрабатываемой впадиной при традиционной (а) и оптимальной (б) наладке в наклонном положении суппортов
Для получения необходимого профиля в этом случае диаметр обкатного ролика
dp = (mzcos a/cosaш oпт) - d,
где aш опт — оптимальный угол наклона суппортов, при котором обеспечена 100 %-ная одновременная обработка обеих сторон впадины.
Определение угла aш опт (в радианах) автор подробно рассмотрел в работе [5] применительно к зубошлифовальным станкам с коническим кругом. Поэтому приведем только конечную зависимость (бет вывода):
![]() (2.3)
(2.3)
где х – коэффициент смещения исходного контура;
a — угол исходного контура;
z — число зубьев шлифуемого изделия;
ра и рр — соответственно радиусы кривизны контура на диаметре вершин и в начальной точке, мм;
inva = tga - a;
db = m z cos a — диаметр основной окружности, мм.
Зависимость (3) получена из условия расположения кругов в одной впадине, если же круги расположены в соседних впадинах значение аш опт увеличивается на половину углового шага, т. е. на величину p/z.
В таблице 1 приведены значения оптимальных углов наклона суппортов для прямозубых колес со стандартным исходным контуром (a = 20°), вычисленные из условия их зацепления с рейкой при разных числах зубьев и коэффициентах смещения.
Максимальный угол наклона суппортов на станках фирмы Maag около 25°. Поэтому реализовать оптимальную наладку невозможно для всех рассмотренных зубчатых колес. Ввиду этого в таблице 1 показаны три области.
Первая область расположена в левом нижнем углу таблицы. Это –наименьшая область, ограниченная малозубыми колесами (z = 17 и 35) с положительными коэффициентами смещения (х = +0,5 и +0,25) (выделена полужирными линиями). В этой области (она составляет 10 %) невозможно осуществить оптимальный наклон суппортов ни при расположении кругов в одной впадине, ни (тем более) при расположении их в соседних впадинах.
Таблица 1
Значения оптимальных углов наклона суппортов для прямозубых колес

Вторая область (выделена двойными линиями) расположена в центре таблицы и составляет 33,3%. В этой области можно осуществить оптимальный наклон шлифовальных кругов только при их расположении в одной впадине, при расположении в соседних впадинах оптимальный наклон кругов невозможен.
Третья область — самая большая (более 53%) относится к зубчатым колесам с большим числом зубьев (z > 35) и преимущественно с нулевым или отрицательным смещением. В этой области возможен оптимальный наклон кругов при их расположении как в одной впадине, так и в соседних впадинах.
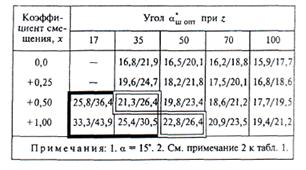
В таблице 2 приведены вычисленные значения оптимальных углов наклона суппортов для зубчатых колес с углом исходного контура a = 15°, которые до сих пор широко распространены в полиграфическом машиностроении. Проявляется та же закономерность, что и для зубчатых колес со стандартным исходным контуром: значение aш опт увеличивается с увеличением коэффициента смещения и уменьшением числа зубьев. Однако область практической реализации оптимальной наладки в этом случае больше, чем у изделий с a = 20°.
Таблица 2
Вычисленные значения оптимальных углов наклона суппортов
Шлифование с оптимальным наклоном суппортов позволит в 1,1…1,3 раза уменьшить ход обката по сравнению с традиционной наладкой, сократить за счет этого время обработки на 5…15 % и уменьшить погрешности профиля на черновых проходах, как это наблюдалось при шлифовании на станках с коническим кругом [5].
Аналогичную оптимальную наладку станков с тарельчатыми кругами можно осуществить и при 0-градусном методе шлифования, что подробно описано в работе [6]. В этом случае оси шлифовальных кругов располагают не горизонтально, как при традиционной наладке, а наклоняют на небольшой угол a*ш = - (2…4°), обеспечивая этим одновременную обработку крайних точек головки и ножки зуба на противоположных сторонах (с радиусами кривизны ра и рр соответственно) без какого-либо перебега (рис. 2.4, а, б). Существующие модели станков, как ранних, так и последних конструкций, позволяют осуществить показанный на рис. 2.4, б небольшой наклон суппортов.
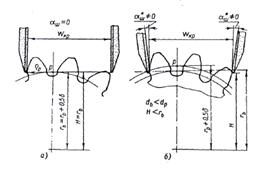
Рис. 2.4. Контакт тарельчатых шлифовальных кругов с обрабатываемыми зубьями при традиционной (а) и оптимальной (б) наладке и 0-градусном методе шлифования
При шлифовании прямых зубьев угол a*Ш (в градусах) наклона суппортов определяют по формуле
a*Ш = 57,3ra + rр - wкр / d b
где ра и рр — радиусы кривизны профиля шлифуемого изделия на диаметре вершин зубьев и в начальной точке соответственно, мм;
wкр — длина общей нормали в охвате шлифовальными кругами, мм; db — диаметр основной окружности шлифуемого изделия, мм.
Диаметр обкатного ролика определяют по формуле:
dp= db /соs аш -d (2.4)
Высота H установки нижних точек шлифовальных кругов над осью центров тоже отличается в этом случае от аналогичной высоты установки при традиционном 0-градусном методе шлифования:
Н £ r bcos a*Ш - ра sin a*Ш (2.5)
В работе [6] отмечено, что на заводе "Красный пролетарий" таким способом было успешно прошлифовано прямозубое зубчатое колесо с модулем т = 3 мм, числом зубьев i = 24 и коэффициентом смещения исходного контура х = 0,671.
Профиль прошлифованного изделия проверяли и погрешности четырех измеренных зубьев не превысили 5…8 мкм.
Наклон шлифовальных кругов от горизонтального расположения их осей необходим для расширения технологических возможностей станка при обработке изделий небольшого диаметра, когда не удается установить плоскости кругов на расстоянии друг от друга, равном длине общей нормали. В частности, на заводе им. И. Румянцева при шлифовании прямозубого зубчатого колеса насоса с модулем т = 2,5 мм, числом зубьев г = 12, нестандартным утлом исходного контура a = 26° пришлось использовать, во-первых, "принцип двойного обката", при котором диаметр обкатного ролика вдвое больше, чем при стандартной наладке (в данном случае dp = 53,7 мм), во-вторых, наклонить суппорты на угол a*Ш = -2,5° и, в-третьих, выбрать увеличенное число зубьев в охвате шлифовальных кругов гкр=
0 комментариев