Структура сталелитейного цеха
Порядок составления производственных заданий
Смесеприготовительное отделение
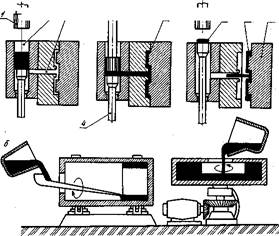
Заливочное отделение
Выбивка отливок
Вспомогательные службы цеха
Обоснование выбора направленности методики и программы
Программа САПР для импульсных машин
Мероприятий по защите окружающей среды
Меры электробезопасности
Навигация
Структура сталелитейного цеха
Технология и оборудование литейного производства
77605
знаков
11
таблиц
18
изображений
1.2 Структура сталелитейного цеха
Структура сталелитейного цеха определяется его мощностью, номенклатурой, режимом работы и типом производства. Общая площадь цеха 20000 м2, производственная 14540 м2.
Сталелитейный цех состоит из производственных и вспомогательных отделений, складских и служебно - бытовых помещений.
Производственные отделения – плавильное - включая приготовление шихты; формовки, заливки, выбивки – включая сушильные установки, отделение обрубки и термообработки литья с участками исправления литья и гидроиспытаний литья. Вспомогательных отделений – ремонтного, модельного, ковшевого хозяйства, лабораторий, участков подготовки свежих формовочных материалов, участков регенерации смесей, участков получения углекислоты. Участки складов шихты, свежих формовочных материалов, опок, приспособлений, отливок. Служебно-бытовых помещений: контора цеха, технологическое бюро, службы механика и энергетика, бухгалтерия, ОТиЗ, БТК, душевые, комната отдыха. Главный план сталелитейного цеха приведён в приложении – 1. Структура управления сталелитейного цеха приведена в приложении – 2.
1.3 Режимы работы и фонды времени
В настоящее время в литейные цеха применяются два режима работы: последовательный и параллельный.
Последовательный режима работы принят на участке ручной формовки, все операции выполняются на одной и той же производственной площадке в разное время суток. Параллельный режима работы применяют на всех остальных участках сталелитейного цеха. В соответствии со статьей 73 кодекса законов о труде Украины работа на предприятиях, в учреждениях, организациях не проводится в следующие праздничные дни и дни религиозных праздников: 1, 7 января; 8 марта; 1, 2, 5, 6, 9 мая, 28 июня; 24 августа. Итого в 2005 году 10 праздничных дней. В соответствии со статьей 50 КЗОТ Украины, нормативная продолжительность рабочего времени работников не должна превышать 40 часов в неделю. Действительный годовой фонд времени рабочих мест принимается равным номинальному фонду и при 40 часовой рабочей неделе составляет 2010 часов.
1.4 Производственная программа сталелитейного цеха
Производственная программа сталелитейного цеха содержит задание на годовой выпуск литья на каждое изделие, в зависимости от рода металла. В производственной программе так же указываются изделия, которые используются как запчасти. В таблице ХХХ приведена производственная программа сталелитейного цеха старокраматорского машиностроительного завода.
Таблица – 2.Производственная программа цеха завода СКМЗ.
| Весовой разброс | Детали | Годовой выпуск | Вес одной отливки | Масса отливок кг/Год | Годовой выпуск по группе, кг | Годовой выпуск приведенный кг | Коэффициент приведения | Приведённый годовой выпуск погруппе шт |
| |
| До 100 | Обойма | 940 | 25 | 23500 | 565 960 | 171 000 | 3,3 | 12540 |
| |
| Обойма | 740 | 85 | 62900 |
| ||||||
| Рычаг | 1116 | 95 | 106020 |
| ||||||
| крышка | 300 | 63 | 18900 |
| ||||||
| крышка | 500 | 40 | 20000 |
| ||||||
| крышка | 820 | 15 | 12300 |
| ||||||
| Кронштейн | 1110 | 45 | 47500 |
| ||||||
| Фланец | 1300 | 60 | 78000 |
| ||||||
| Кронштейн | 680 | 38 | 25840 |
| ||||||
| Подпятник | 3800 | 45 | 171000 |
| ||||||
| 100-250 | Втулка | 950 | 480 | 456000 | 2 710 160 | 456000 | 5,9 | 5605 |
| |
| Обойма | 910 | 335 | 304850 |
| ||||||
| Крышка | 320 | 132 | 42240 |
| ||||||
| Рычаг | 810 | 200 | 162000 |
| ||||||
| Корпус | 500 | 210 | 105000 |
| ||||||
| Крышка | 930 | 250 | 232500 |
| ||||||
| Шайба | 400 | 400 | 160000 |
| ||||||
| Хомут | 650 | 100 | 65000 |
| ||||||
| Корпус | 430 | 214 | 92020 |
| ||||||
| Фиксатор | 790 | 265 | 209350 |
| ||||||
| Подшипник | 1000 | 250 | 250000 |
| ||||||
| Подшипник | 800 | 180 | 144000 |
| ||||||
| Рычаг | 500 | 250 | 125000 |
| ||||||
| Рычаг | 760 | 260 | 197600 |
| ||||||
| Рычаг | 970 | 320 | 310400 |
| ||||||
| 500-1000 | Втулка | 600 | 700 | 420000 | 10 456 950 | 2500000 | 4,1 | 4100 |
| |
| Плита | 543 | 650 | 352950 |
| ||||||
| шкив | 2000 | 530 | 1060000 |
| ||||||
| Крышка | 830 | 1200 | 996000 |
| ||||||
| Сегмент | 900 | 1050 | 945000 |
| ||||||
| Сегмент | 480 | 1450 | 696000 |
| ||||||
| Корпус | 1000 | 2500 | 2500000 |
| ||||||
| Траверса | 460 | 400 | 184000 |
| ||||||
| Траверса | 670 | 3300 | 2211000 |
| ||||||
| Стойка | 364 | 3000 | 1092000 |
| ||||||
| Свыше 5000 | Плита | 500 | 7000 | 3500000 | 11 183 000 | 4788000 | 2,3 | 1449 |
| |
| Корпус | 630 | 7600 | 4788000 |
| ||||||
| стакан | 193 | 15000 | 2895000 |
| ||||||
| итого | 24 916 000 | 24 916 000 | ||||||||
Похожие работы
... программы обработки детали на токарном станке с ЧПУ согласуют системы координат станка, патрона, детали и режущего инструмента. Токарный станок 16К20Ф3 является самым распространенным в производстве. В системах управления токарными станками с ЧПУ предусмотрена возможность ввода коррекций на положение инструмента для компенсации упругих деформаций и износа. При этом кооректирующие переключатели ...
... с изменением технологических связей, а само управление должно наиболее полно использовать внутренние закономерности развития технологических систем. В соответствии с тенденциями изменения технологических структур должны видоизменяться и организационные. 2. Понятие о химико-технологических процессах, принципы их классификации. Перспективы развития и особенности экономической оценки химико- ...
... [3], тогда необходимо назначить припуск с учетом усадки, кроме поверхностей, оформляемых болваном. Уклоны на модельные комплекты для получения отливок в песчаных формах согласно ГОСТ 3212-80, что соответствует не более 3 в зависимости от высоты модели. Материал модели сплав АЛ2, позволяет делать до 45000 съемов при машинном способе формовки. Минимальная толщина стенки модели – 4 мм, табл ...
... по фактическому состоянию. Новое поколение систем мониторинга на базе компьютерной техники дает более высокие результаты из-за все возрастающих возможностей диагностики машин и оборудования. Таким образом, технология ремонтов на базе аутсорсинга имеют неоспоримые преимущества в эффективности использования оборудования, качестве его обслуживания и сроках выполнения ремонтных работ. При этом ...
0 комментариев