Структура сталелитейного цеха
Порядок составления производственных заданий
Смесеприготовительное отделение
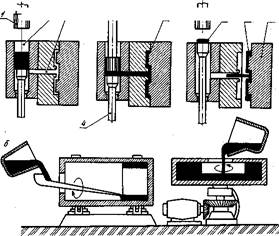
Заливочное отделение
Выбивка отливок
Вспомогательные службы цеха
Обоснование выбора направленности методики и программы
Программа САПР для импульсных машин
Мероприятий по защите окружающей среды
Меры электробезопасности
Навигация
Меры электробезопасности
Технология и оборудование литейного производства
77605
знаков
11
таблиц
18
изображений
11.3.5 Меры электробезопасности
При обслуживании электроустановок согласно Правилам устройства электроустановок (ПУЭ) 1985г. применяют основные и дополнительные защитные средства.
Изоляция защищает электроустановки от чрезмерной утечки токов, предохраняет людей от поражения током и исключает возникновение пожаров. Правилами установлено, что сопротивление изоляции сети на участке между двумя смежными предохранителями должно быть не менее 0,5мОм. В помещениях сырых или имеющих выделения едких паров или газов, сопротивление изоляции повышается на 20-50% в зависимости от напряжения [17].
Проводка в производственных помещениях выполняется изолированными проводами и кабелями, которые в местах, где возможно их механическое повреждение, укладывают в механические трубы.
Предохранитель – простейший автоматический прибор, в котором имеется плавкая вставка, перегорающая при увеличении силы тока в цепи. Вставки применяются стандартными, их нельзя заменять другими и использовать жилы медного провода, что может дать сильный нагрев проводов, возгорание изоляции и возникновение пожара.
Электродвигатели для привода оборудования применяются в соответствии с технологическими требованиями. Электродвигатели закрытого типа исключают возможность прикосновения к частям, находящимся под напряжением. Они защищены от попадания внутрь пыли, стружек и других посторонних предметов.
Запрещается работа двигателя при возникновении следующих неисправностей: нечеткая работа выключателя, искрение, вытекание смазки из редуктора, появление дыма или запаха, появление повышенного шума, стука, вибрации.
Двигатели должны подвергаться периодической проверке, не реже одного раза в 6 месяцев.
11.3.6 Вентиляция цеха. Расчёт общеобменной вентиляции
Вентиляция – это организованный воздухообмен в помещениях.
Вентиляция по способу перемещения воздуха подразделяется на естественную и механическую. Она применяется для создания нормальных метеорологических условий, удаления вредностей, выделяющихся при выполнении различных работ и технологических операций. В зависимости от назначения вентиляция может быть приточной и вытяжной.
В нашем случае мы ведем расчет общеобменной вентиляции, она устраивается в случаях, когда вредные выделения образуются во всем объеме помещения. При этом воздухообмен в помещении обеспечивается более или менее равномерно.
Определим требуемый воздухообмен и его кратность для вентиляционной системы цеха завода, имеющего длину 70м, ширину 12м, высоту 6м. В воздушную среду цеха выделяется пыль (в основном кварцевая) в количестве W=100г/ч (для данного вида пыли ПДК=1мг/м3) [18], концентрация пыли в рабочей зоне Ср.з.=0,9мг/м3, в приточном воздухе Сп=0,3мг/м3, концентрация пыли в удаляемом из цеха воздухе равна концентрации ее в рабочей зоне (Сух=Ср.з.), т.е. пыль равномерно распределена в воздухе. Количество воздуха, выбираемого из рабочей зоны местными насосами равна Gм=1500м3/ч.
- объем цеха, м3:
V=70*12*6=5040м3;
- требуемый воздухообмен, м3/ч:
![]()
где L – производительность вентилятора, м3/ч;
GM– количество воздуха, выбираемого местными отсосами, м3/ч;
W – количество, выделяемой пыли, кг/ч;
Ср.з. – концентрация пыли в рабочей зоне, мг/м3;
Сп – концентрация пыли в приточном воздухе, мг/м3;
![]() м3/ч;
м3/ч;
- кратность воздухообмена в цехе, 1/ч:
![]() 1/ч,
1/ч,
т.е. за 1ч воздух в цехе должен обмениваться 33,07 раз.
- подберем вентилятор и электродвигатель для данных: необходимая производительность вентилятора L=166666м3/ч, полное давление Н=64кг/м2.
По графику выбираем вентилятор типа Ц4-70 №20, КПД вентилятора - hв=0,7.
Установочная мощность электродвигателя вентилятора определяется по формуле:
![]()
где Н – полное давление вентилятора, кг/м2;
К – коэффициент запаса, [18];
hв – КПД вентилятора [18];
hр.п. – КПД ременной передачи (для плоских ремней 0,85-0,09, а для клиноременной передачи 0,90-0,095);
![]() кВт.
кВт.
Согласно [18] для вентилятора Ц4-70 №16 подберем электродвигатель типа А02-42-4 (n=284об/мин, Nуст=55 кВт).
Заключение
За время прохождения преддипломной практики в сталелитейном цехе, завода имени Орджоникидзе (СКМЗ), я ознакомился с находящимся в цехе оборудованием. Изучил организацию производства, принцип работы оборудования и его конструкцию.
Выполнил индивидуальное задание
В работе было выполнено:
1) разработана система автоматизированного проектирования для создания формовочного агрегата;
2) составлены математические и алгоритмические модели автоматизированного проектирования импульсной формовочной машины;
3) Разработан полный алгоритм расчета машины автоматизированного проектирования импульсной формовочной машины и ее сборочных единиц:
4) . Разработана специальная методика и создана на ёё основе система для автоматизированного проектирования формовочного агрегата и его частей с поочередным расчётом всех его узлов и их последовательным трёхмерным моделированием и проведением трёхмерной сборки, как отдельных узлов, так и всего агрегата в целом.
СПИСОК ЛИТЕРАТУРЫ
1. Гунько И.И., Постернак Д.В. Методика автоматизированного расчета на ЭВМ параметров импульсного агрегата высокого давления // Металл и литье Украины.-2005.- №6, С. 28-30.
2. Гунько И.И. Ковригин В.О. Методика автоматизированного расчета на ЭВМ параметров импульсной головки низкого давления// Металл и литье Украины.- 2006.-№5, 28-30
3. Биргер Э.А. Расчет на прочность деталей машин.М.: Машиностроение, 1997.-500с.
4. Горский А.И. Расчет машин и механизмов автоматических линий литейного производства.М.: Машиностроение, 1998,- 552с.
5. Орлов Г.М. Автоматизация и механизация процессов изготовления форм. М.: Машиностроение, 1998,–324с.
6. Гунько И.И. Ковригин В.О. Методика автоматизированного расчета на ЭВМ параметров импульсных головок высокого и низкого давления// Литейное производство, 2006, №10.- с.32
Характеристика
Студент группы ОЛП 99-1 Макаренко А.В. прошёл преддипломную практику в сталелитейном цехе, завода имени Орджоникидзе (СКМЗ). В процессе которой приобрёл практические навыки по изучению оборудования, технологии и конструкции машин литейного производства. Во время прохождения преддипломной практики были решены следующие задачи: ознакомление с работой, конструкциями и расположенным оборудованием в отделениях цеха. В период практике изучались машина и линия – аналог для дипломного проекта.
Так же было выполнено индивидуальное задание. Целью, которого является разработка специальной методики и создание на ёё основе системы для автоматизированного проектирования формовочного агрегата и его частей с поочередным расчётом всех его узлов и их последовательным трёхмерным моделированием и проведением трёхмерной сборки, как отдельных узлов, так и всего агрегата в целом.
Все поставленные выше задачи были успешно выполнены.
Заведующий кафедрой
Руководитель практики от академии
Руководитель практики от завода
Начальник ОТО завода
Похожие работы
... программы обработки детали на токарном станке с ЧПУ согласуют системы координат станка, патрона, детали и режущего инструмента. Токарный станок 16К20Ф3 является самым распространенным в производстве. В системах управления токарными станками с ЧПУ предусмотрена возможность ввода коррекций на положение инструмента для компенсации упругих деформаций и износа. При этом кооректирующие переключатели ...
... с изменением технологических связей, а само управление должно наиболее полно использовать внутренние закономерности развития технологических систем. В соответствии с тенденциями изменения технологических структур должны видоизменяться и организационные. 2. Понятие о химико-технологических процессах, принципы их классификации. Перспективы развития и особенности экономической оценки химико- ...
... [3], тогда необходимо назначить припуск с учетом усадки, кроме поверхностей, оформляемых болваном. Уклоны на модельные комплекты для получения отливок в песчаных формах согласно ГОСТ 3212-80, что соответствует не более 3 в зависимости от высоты модели. Материал модели сплав АЛ2, позволяет делать до 45000 съемов при машинном способе формовки. Минимальная толщина стенки модели – 4 мм, табл ...
... по фактическому состоянию. Новое поколение систем мониторинга на базе компьютерной техники дает более высокие результаты из-за все возрастающих возможностей диагностики машин и оборудования. Таким образом, технология ремонтов на базе аутсорсинга имеют неоспоримые преимущества в эффективности использования оборудования, качестве его обслуживания и сроках выполнения ремонтных работ. При этом ...
0 комментариев