Структура сталелитейного цеха
Порядок составления производственных заданий
Смесеприготовительное отделение
Заливочное отделение
Выбивка отливок
Вспомогательные службы цеха
Обоснование выбора направленности методики и программы
Программа САПР для импульсных машин
Мероприятий по защите окружающей среды
Меры электробезопасности
Навигация
Заливочное отделение
Технология и оборудование литейного производства
77605
знаков
11
таблиц
18
изображений
5 Заливочное отделение
В цехе для заливки форм используют два стопорных ковша. Ковш имеет стопор. Разливка производится путем открывания стопора в днище ковша. Ковши имеют кислую футеровку. Футеровка ковша выдерживает до 20 разливов. Стопор имеет стойкость в 1-2 разливки. Поэтому в заливочном отделении имеется участок подготовки стопоров. На ковше имеется рычажный механизм открытия и закрытия стопора при разливке стали.
Разливочное отверстие закрывается стопором, на конце которого имеется стопорная чашечка. Отработанные ковши выбивают при помощи пневматических отбойных зубил. Выбитая футеровка идет в отвал. После выбивки футеровки ковш просушивается. Его кладут на бок и в него направляется пламя газовой горелки. Ковш сушат до полной просушки. заливочное отделение совмещено с участком ремонта крышек электропечей. В виду большой температуры (1650-1700°С) своды электропечей быстро прогорают, поэтому своды перефутеровывают. Огнеупорные материалы на участок ремонта сводов подают в коробах и кранов. На участке стального литья находятся две инерционные выбивные решетки (ГП-7,5 т).
Как показывает практика такой способ заливки трудоемок, ненадежен и небезопасен. Сейчас переходят к заливочным устройствам, в которых выдача металла в форму производится непосредственно из заливочной печи путем выжимания его сжатым воздухом ( газами ), а дозирование осуществляется при помощи реле времени, включающего подачу сжатого воздуха . Лучше всего , когда в цехе установлена автоматическая заливочная линия, которая компактна, производительна и не требует большой физической силы от рабочих.
6 Формовочное отделение
6.1 Участок ручной формовки
На участке ручной формовки производится формовка в кессонах крупных отливок весом около 15000 кг. Максимальная масса отливок в кессонах составляет 21000 кг.Формовка осуществляется пневмотрамбовками. Сушка верхних полуформ производится в тупиковом камерном сушиле. Для изготовления форм применяют песчано-глинистые смеси и деревянную оснастку. Облицовочная смесь также песчано-глинистая. Транспортировка смеси производится кранами в коробах.Сборка форм производится согласно технологическим инструкциям. Заливка форм производится согласно технологических условий и согласно технологическим инструкциям.
6.2 Участок машинной формовки
На участоке машинной формовки находятся встряхивающие машины модели Герман 600 и НКМЗ – 10. На рисунке - 6 изображена встряхивающая формовочная машина.
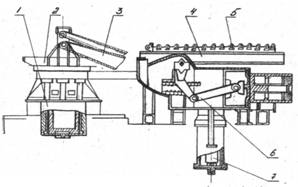
1 - механизм встряхивания; 2 - перекидной стол; 3 - рычаг; 4 - приемный стол; 5 - рычаг; 6 - механизм поворота, 7 - вытяжной механизм.
Рисунок 6 – Формовочная машина с перекидным столом.
Уплотнение формовочной смеси осуществляется встряхиванием с последующей подтрамбовкой верхних слоёв.
Опока устанавливается на модельную плиту укрепленную на перекидном столе и наполняется смесью. После встряхивания на нее накладывается и закрепляется подопочный щиток, а затем с помощью рычагов 3, механизма поворота полуформа вместе со столом переворачивается и устанавливается над приёмным столом 4 вытяжного механизма. Поднимаясь до встречи с полуформой, приемный стол принимает и на балки нивелирующего механизма. После чего происходит опускания стола и отделения модели от формы. Затем полуформа опускается на рычаг 5 и сталкивается пневмоцилиндром на позицию установки стержней и сборки формы.
7 Стержневое отделение
В стержневом отделении выполняются следующие операции: изготовление, покраска, сушка, зачистка и сборка стержней, их контроль. Здесь размещается каркасный участок, склады для суточного хранения стержневых ящиков, плит и сухих стержней. Номенклатуру стержней, разбивают на весовые группы. Для каждой группы назначают способ изготовления.
Сушка форм и мелких стержней, изготовленных из песчано-глинистых смесей производится в шести тупиковых и четырё проходных сушилах. Топливом является природный газ. Так же сушку производят переносными сушилами.
Процесс сушки заключается в медленном нагреве полуформы или стержня, выдержке при определенной температуре и остывании вместе с печью .
Загрузка печей происходит при температуре равной 100°С. Полуформы или стержни загружают на тележку, расстояние между двумя полуформами равно 150...200 мм, стернями 60...80 мм.
Режим сушки задается графиком, контроль осуществляется потенциометром. Режим сушки изображён на рисунке -7.
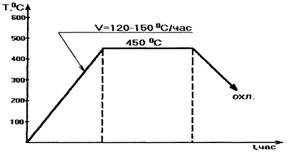
Рисунок -7Режим сушки форм и стержней.
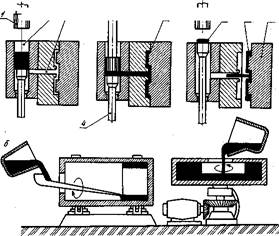
Большая часть стержней изготавливается из смесей ХТС , ЖСС. Для смесей ЖСС применяют химическую сушка - продувка СО2. Схема установка ХТС приведена на рисунке -8.

1 – колонны, 2 – лоток, 3 – бункер, 4 – щит, 5 – дозатор отвердителя, 6 - кожух шнека смесителя, 7 – дозатор.
Рисунок - 8Схема установка ХТС.
8 Финишная подготовка отливок
8.1 Очистки литья и оборудования для очистки
Типовой технологический процесс включает следующие операции: отбивку литниковых систем и выпоров при их выбивке из формы; охлаждение; очистку и удаление стержней; обрубку и зачистку; исправление дефектов; промывку, грунтовку и сушку (для отливок идущих по кооперации); контроль качества и передача отливок на склад.
Отбивка питателей и выпоров осуществляется (с учетом хрупкости чугуна) в процессе выбивки форм ударами молотка. Очистку предусматриваем проводить в гидрокамерах.
Преимущества: исключение пылевыделения, а также возможность сочетания очистки поверхности отливки с одновременным удаление стержней. Удаление заливов, швов и других неровностей на наружной и внутренней поверхностях, а также вырубка дефектов подлежащих заварке выполняется с помощью пневматических рубильных молотков с зубилами. Для обрубки и зачистки крупных отливок используем воздушно-дуговую резку. Для зачистки питателей прибылей и других неровностей на наружной поверхности используем установки, снабженные абразивными кругами.
Грунтовка отливок применяется для предохранения от коррозии при длительном хранении или транспортировке.
Перед грунтовкой поверхность очищается в моющих установках. Отливки грунтуются в проходных покрасочных камерах и с помощью пульверизаторов.
После грунтовки отливки сушат в специальных покрасочных камерах. В очистном отделении применяют промежуточный и окончательный контроль: 1-й применяют в процессе очистки, обрубки и зачистки; 2-й – при приемке отливок.
Похожие работы
... программы обработки детали на токарном станке с ЧПУ согласуют системы координат станка, патрона, детали и режущего инструмента. Токарный станок 16К20Ф3 является самым распространенным в производстве. В системах управления токарными станками с ЧПУ предусмотрена возможность ввода коррекций на положение инструмента для компенсации упругих деформаций и износа. При этом кооректирующие переключатели ...
... с изменением технологических связей, а само управление должно наиболее полно использовать внутренние закономерности развития технологических систем. В соответствии с тенденциями изменения технологических структур должны видоизменяться и организационные. 2. Понятие о химико-технологических процессах, принципы их классификации. Перспективы развития и особенности экономической оценки химико- ...
... [3], тогда необходимо назначить припуск с учетом усадки, кроме поверхностей, оформляемых болваном. Уклоны на модельные комплекты для получения отливок в песчаных формах согласно ГОСТ 3212-80, что соответствует не более 3 в зависимости от высоты модели. Материал модели сплав АЛ2, позволяет делать до 45000 съемов при машинном способе формовки. Минимальная толщина стенки модели – 4 мм, табл ...
... по фактическому состоянию. Новое поколение систем мониторинга на базе компьютерной техники дает более высокие результаты из-за все возрастающих возможностей диагностики машин и оборудования. Таким образом, технология ремонтов на базе аутсорсинга имеют неоспоримые преимущества в эффективности использования оборудования, качестве его обслуживания и сроках выполнения ремонтных работ. При этом ...
0 комментариев