Структура сталелитейного цеха
Порядок составления производственных заданий
Смесеприготовительное отделение
Заливочное отделение
Выбивка отливок
Вспомогательные службы цеха
Обоснование выбора направленности методики и программы
Программа САПР для импульсных машин
Мероприятий по защите окружающей среды
Меры электробезопасности
Навигация
Программа САПР для импульсных машин
Технология и оборудование литейного производства
77605
знаков
11
таблиц
18
изображений
11.1.5 Программа САПР для импульсных машин
Практической частью данного проекта является разработка программы для проектирования и расчета основных параметров импульсных машин.
Данная программа была выполнена с применением программ, Exel, Microsoft Visual Basic, Solid – Works в качестве программы для построения базы данных готовых элементов, и проведения трёхмерных сборок.
Исходными данными для данной программы служит габарит опок и производительность. После ввода данных начинается обработка и расчет основных параметров импульсной головки.
В основу алгоритма расчета конструктивных параметров головки положены соотношения, которые подробно были описаны выше.
Работа программы основана на специально разработанных алгоритмах, использующих для трёхмерных построений рабочих моделей машин общепринятые формулы и зависимости прочностных расчётов. Обработка необходимых математических вычислений и логических операций производится в специальных электронных таблицах, созданных на основе программы Excel. Автоматическое трёхмерное проектирование и построение, двухмерные чертежей производится в программе Solid Works.
После расчета параметров импульсной головки программа выдает рекомендации, относительно рабочего давления (высокого или низкого) рассчитываются основные конструктивные размеры и т.д.
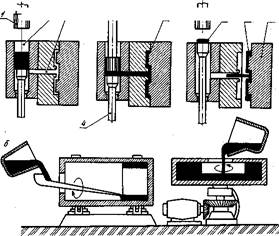
Далее идет обращение к базе данных готовых элементов, из которой, в зависимости от рассчитанных параметров и происходит построение сборок, 3D модель оборудования, и демонстрируется схема работы оборудования. Одновременно с этим из 3D версии оборудования моделируется 2D версия.
Внешний вид графических окон интерфейса данной программы приведён на рисунках -.18, 19.
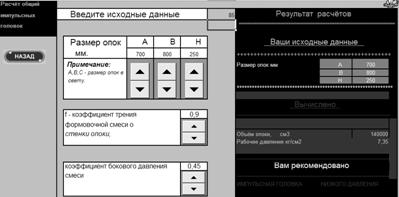

Рисунок -18, 19Внешний вид графических окон интерфейса.
11.2 Экономика, планирование и организация производства
В данном разделе предоставлены сведения о: себестоимости продукции участка литейного цеха, технико-экономические показатели литейной линии, экономическая эффективность капиталовложений.
Литейное производство в организационно-экономическом отношении является одним из наиболее сложных машиностроительных переделов.
Особенностями литейного производства являются:
- сложность организации производственного процесса в литейных цехах;
- большая номенклатура отливок и разносерийный характер производства;
- однонаправленность и непрерывность производственного процесса изготовления отливок;
- существенные различия в технологии выполнения различных литейных операций;
- невозможность создания компенсирующих заделов (жидкого металла, форм, стержней);
- определяющее влияние стадии изготовления форм, на основе которой планируют работу всего литейного цеха;
- разнообразие и большое количество потребляемых и перерабатывающих, а точнее их большой грузооборот с параллельными потоками предметов труда;
- преобладание бригадных методов работы;
- более высокие нормы амортизационных отчислений активной части основных фондов, работающих в условиях запылённости, повышенного износа;
- особенно высокая норма транспортного оборудования (транспортеров, конвейеров, мостовых, консольных и других кранов).
| Наименование оборудования | количество | Мощность, кВт/ч | Оптовая цена, грн | Расходы на транспорт и монтаж, грн | Балансовая стоимость, грн | Амортизационные отчисления, грн |
| Основное оборудование | ||||||
| Линия импульсной формовки | 1 | 400 | 2 500 000 | 375 000 | 2 875 000 | 431250 |
| Вспомогательное оборудование | ||||||
| Кран | 1 | 100 | 200 000 | 30 000 | 230 000 | 34500 |
Таблица – 5Сводная ведомость стоимости оборудования
Наименование | Стоимость балансовая, грн | Норма амортизации, % | Сумма амортнзационных отчислений, грн |
| 1 | 2 | 3 | 4 |
| Здание участка | 137500 | 5,0 | 6875 |
| Оборудование: | |||
| - технологическое | 2875000 | 15,0 | 431250 |
| - вспомогательное | 230000 | 15,0 | 34500 |
| Итого | 3242500 | 534525 | |
| Технологическая оснастка и инструмент | 862500 | 15,0 | 129375 |
| Инвентарь: | |||
| - технологический | 43125 | 25,0 | 10781,25 |
| - хозяйственный | 25000 | 25,0 | 6250 |
| Прочие неучтенные фонды (10% от основного оборудования) | 287500 | 15,0 | 43125 |
| Всего | 4460625 | 724056,25 |
Таблица - 6 Состав и численность основных рабочих.
| Профессия | Разряд | Численность |
| Оператор – наладчик | 4 | 2 |
| Электромонтер | 4 | 2 |
| Слесарь- ремонтник | 4 | 2 |
| Крановщик | 4 | 2 |
Таблица – 7Руководители, специалисты, служащие.
| Профессия | Численность |
| Руководители 1 Начальник участка 2 Мастер | 1 2 |
| Специалисты 1 Инженер-технолог 2 Механик 3 Экономист | 1 1 1 |
| Служащие 1 Табельщик 2 Нормировщик | 2 1 |
Таблица - 8 Расходы по содержанию и эксплуатации оборудования.
| Наименование показателей | Единица измерения | Значения |
| 1 Годовой выпуск продукции | т | 20000 |
| 2 Площадь участка - общая | м2 | 500 |
| 3 Количество работающих: -руководители -специалисты -служащие, в том числе -рабочие, из них: вспомогательных основных | чел. | 3 3 3
8 16 |
| 4 Стоимость основных фондов | Тыс.грн. | 4460625 |
| 5 Средняя заработная плата - основного рабочего - вспомогательного рабочего - руководителя - специалиста - служащего | грн. | 1274,58 1142,03 1750 800 600 |
| 6 Себестоимость 1 т годного литья | грн. | 3756,67 |
| 7 Прибыль предприятия на 1 т годного литья | грн. | 187,83 |
| 8 Прибыль от производства и реализации продукции | грн. | 3756600 |
| 9 Отпускная цена предприятия 1 т годного литья | грн. | 4735 |
| 10 Срок окупаемости инвестируемых средств | лет | 1,25 |
| 11 Рентабельность продукции | % | 5 |
| 12 Рентабельность производства | % | 7 |
| 13 Фондоотдача | (Грн/год)/год | 2,12 |
| 14 Фондоёмкость | Грн/(грн/год) | 0,47 |
11.3 Техника безопасности, охрана труда и окружающей среды
11.3.1 Опасные и вредные производственные факторы и меры для их снижения
К вредным и опасным производственным факторам литейного цеха относятся:
- повышенный уровень шума;
- движущие части машин и оборудования;
- передвигающиеся изделия;
- повышенный уровень вибраций;
- недостаточная освещённость;
- опасность поражения током электрической цепи и др.;
-загазованность и повышенная температура воздуха рабочей зоны.
Устранение запыленности воздуха в производственных помещениях литейных цехов, резкое сокращение и ликвидация вредных выбросов в атмосферу являются одной из важнейших проблем литейного производства.
Литейное производство является одним из источников загрязнения окружающей среды, вредными пылегазовыми выбросами, а также отходами формовочной смеси, шлака и др. Большое количество пылевых частиц выбрасывается непосредственно в производственные помещения литейных цехов при изготовлении стержневых смесей и при их выбивке.
В таблице - 9 приведены удельные выделения пыли при использовании наиболее распространенного оборудования [17].
Таблица - 9.Удельные выделения пыли q кг /т при использовании наиболее распространенного оборудования
| Оборудование | q, кг /т |
| Смеситель периодического действия производительностью 50…60 т/ч Смеситель непрерывного действия производительностью 50…60 т/ч | 1,0…1,2 1.3 |
Кроме того, воздух литейных цехов может загрязняться оксидами серы, фенолом, формальдегидом, ацетоном, аммиаком и др. в зависимости от вида применяемого топлива и состава стержневой смеси.
Пылегазовые выбросы литейных цехов содержат большое количество вредных веществ, которые, проникая в организм человека, оказывают физико-химическое воздействие на его клетки и ткани, влекущие нарушение жизнедеятельности.
Вода используется на операциях гидравлической выбивки стержней, промывки формовочной земли (смеси) в отделениях регенерации, в системах обеспыливающей вентиляции и т.д. Образующиеся при выполнении этих операций сточные воды загрязняются глиной, песком, зольными остатками (от стержневой смеси и связующими добавками формовочной смеси). Концентрация этих веществ изменяется в широких пределах в зависимости от применяемого оборудования, исходных формовочных материалов и может достигать значений 5000 мг/л. Наличие этих загрязнений препятствует повторному использованию сточных вод, а их сброс ведёт к загрязнению водоёма [17].
Похожие работы
... программы обработки детали на токарном станке с ЧПУ согласуют системы координат станка, патрона, детали и режущего инструмента. Токарный станок 16К20Ф3 является самым распространенным в производстве. В системах управления токарными станками с ЧПУ предусмотрена возможность ввода коррекций на положение инструмента для компенсации упругих деформаций и износа. При этом кооректирующие переключатели ...
... с изменением технологических связей, а само управление должно наиболее полно использовать внутренние закономерности развития технологических систем. В соответствии с тенденциями изменения технологических структур должны видоизменяться и организационные. 2. Понятие о химико-технологических процессах, принципы их классификации. Перспективы развития и особенности экономической оценки химико- ...
... [3], тогда необходимо назначить припуск с учетом усадки, кроме поверхностей, оформляемых болваном. Уклоны на модельные комплекты для получения отливок в песчаных формах согласно ГОСТ 3212-80, что соответствует не более 3 в зависимости от высоты модели. Материал модели сплав АЛ2, позволяет делать до 45000 съемов при машинном способе формовки. Минимальная толщина стенки модели – 4 мм, табл ...
... по фактическому состоянию. Новое поколение систем мониторинга на базе компьютерной техники дает более высокие результаты из-за все возрастающих возможностей диагностики машин и оборудования. Таким образом, технология ремонтов на базе аутсорсинга имеют неоспоримые преимущества в эффективности использования оборудования, качестве его обслуживания и сроках выполнения ремонтных работ. При этом ...
0 комментариев