Структура сталелитейного цеха
Порядок составления производственных заданий
Смесеприготовительное отделение
Заливочное отделение
Выбивка отливок
Вспомогательные службы цеха
Обоснование выбора направленности методики и программы
Программа САПР для импульсных машин
Мероприятий по защите окружающей среды
Меры электробезопасности
Навигация
Смесеприготовительное отделение
Технология и оборудование литейного производства
77605
знаков
11
таблиц
18
изображений
3 Смесеприготовительное отделение
Песок и формовочные материалы поставляются на завод в отделение смесеприготовления в вагонах по железнодорожному полотну, после чего грейфером осуществляют разгрузку в закрома. Конструкцию грейфера приведена на рисунке -1.
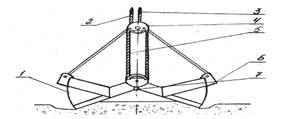
1, 6 – Челюсти, 2. Замыкающий канат, 3- Поддерживающий канат, 4 -Верхняя траверса, 5- Полиспаст, 7-Нижняя траверса.
Рисунок -1 Схема двухканатного грейфера
Передача материалов в отделение осуществляется при помощи ленточных транспортеров. Формовочный материал (песок) просушивают на установке сушки песка в кипящем слое или в барабанных сушилках. Конструкцию горизонтального сушила приведена на рисунке – 2.
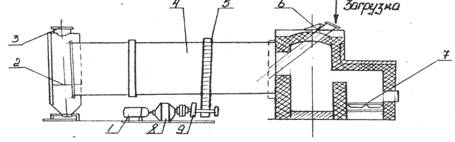
1-электродвигатель; 2-разгрузочная камера; 3-вентиляционная система 4-барабан; 5-зубчатый венец; 6-загрузочная воронка; 7-топка; 8-редуктор; 9-сменная шестерня.
Рисунок – 2 Схема горизонтального сушила
Из топки 7 направляются в барабан 4, куда по загрузочной воронке 6 поступает песок для сушки. В барабане имеются винтовые лопатки., которые распределяют песок по отдельным ячейкам, образованным продольными и каналами и системой радиальных перегородок. Привод сушила состоит из электродвигателя 1, редуктора 8, уравнительной муфты, сменных шестеренок 9, ведущей шестерни и зубчатый венец 5.
Конструкцию установки для сушки песка в кипящем слое приведена на рисунке -3.
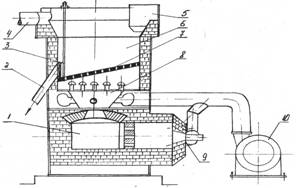
1-разгрузочный желоб, 2-регулирующая заслонка, 3-рубопровод отходящих газов, 4-загрузочная воронка, 5-сушильная камера, 6-газораспределительная решетка, 7-смесительная камера, 8-газовые горелки,9-вентилятор.
Рисунок -3 Схема установки для сушки песка в кипящем слое
После сушки подается в камеру 6, по дну которой представляет газораспределительную решетку 7. Горячие газы проходя тонкими струйками через слой песка , лежащий на этой решетке, приводят в движение его частицы, в результате чего образуется «кипящий слой».
Сухой формовочный материал смешивают для получения формовочной смеси в бегунах . Над бегунами расположены бункера, с различными компонентами. Схема смесителей с вертикальными катками приведена на рисунке -4
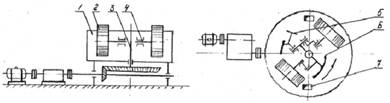
1-неподвижная чаша; 2-два гладких катка; 3-центральный вертикальный вал; 4-оси; 5,6- плужки; 7- люк.
Рисунок -4 Схема смесителей с вертикальными катками
Катковые бегуны имеют неподвижную чашу 1 два катка с (посаженными на оси 4), которые катятся по слою смешиваемого материала вокруг центрального вертикального вала 3. При помощи плужков 5 и 6 смешиваемый материал направляется под катки. Между катками и днищем чаши имеется регулируемый зазор ( до 25 мм), который предотвращает дробление катками песчаных зерен смеси. Готовый замес выгружается из смесителя через люк 7 в днище чаши. Качество смешивания проверяется пробами смеси и анализа в лаборатории. После чего ленточным транспортером смесь поступает в основной корпус цеха.
Часов-Ярский песок мелкий полужирный песок, содержит глины от 10 до 20%. Применяется для изготовления песчаног-линистых формовочных смесей. Переработке этот песок не подвергается. Подача песка к бегунам производится с помощью грейферного крана (рис.4.1), тарельчатого питателя и при помощи ленточных транспортеров.
Староверовский и Вольногорский пески кварцевые, мелкие. Содержат глины до 2%. Староверовский песок применяют в основном при изготовлении смесей на основе жидкого стекла, Вольногорский - для изготовления ПСС и ХТС. Эти пески сушат в барабанных сушилах (рис,4.2), и в установке для сушки
Некоторые формовочные смеси приготавливаются непосредственно на формовочно-стержневом участке, а именно: на участке изготавливается смесь на хромитовом порошке, ХТС и ПСС .
4 Плавильное отделение
Плавка ведется в двух электродуговых печах типа ДСВ-10 и ДС-5М ёмкостью 10 и 5 тонн. Технические характеристики печей приведены в таблице – 4.
Таблица-4Технические характеристики печей
| ДСВ-10 | ДС-5М | |
| Диаметр печи | 3920 | 3600 |
| Ёмкость печи | 10 | 5 |
| Вес метало завалки | 13,6 | 6,9 |
Шихтовка плавок производится по специальным правилам, которые зависят от вида и способа выплавляемого металла. Завалка шихты в электродуговые печи производится при помощи бадьей. Перед включением электродуговых печей проверяют чтобы шихта не касалась электродов.
Используемые печи называют ещё печами прямого действия, т.к. электрическая дуга возникает непосредственно между электродом и расплавленным металлом. Электрический режим работы дуговой печи зависит от режима процесса плавки. При расплавлении металлического лома печь работает на максимальной мощности. При доводке жидкого металла до нужного химического состава мощность печи сравнительно невелика.
Регулировать режим печи можно, изменяя напряжение на электродах или длину дуги, т.е. силу тока дуги. В первом случае переключают трансформатор с одной ступени на другую, во втором - опускают или поднимают электроды с помощью автоматической системы.
На рисунке 5 изображена дуговая электрическая печь. Печь подключают к трехфазной сети промышленной частоты напряжением 6...35 кВ. Печь состоит из следующих основных узлов: стального кожуха (каркаса), футеровки печи ( под, стены, свод ), механизма наклона печи, электродов и механизма перемещения электродов.
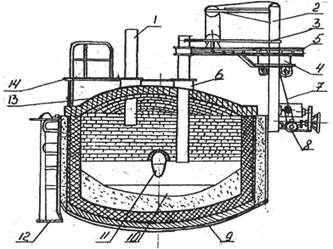
1 - электрод, 2 – колоны, 3 – проводники тока, 4 – каретки, 5 – электрододержатели, 6 – холодильники, 7 – тросы, 8 – механизм перемещения кареток, 9 – кожух, 10 – набивной под, 11 – летка, 12 – опорные рейки, 13 – свод, 14 – рабочая площадка.
Рисунок -5Система дуговой электрической печи.
Кожух печи цилиндрический. Кожух сваривают из листовой стали. Толщина стенок - 12-15 мм. Днище кожуха сферическое. В кожухе вырезают отверстия для загрузочного окна и металлической летки. Кожух печи несет на себе всю тяжесть футеровки и расплавляемого материала и испытывает термические напряжения, поэтому он должен быть большой прочности.
Механизм наклона печи. Для слива металла из печи ее необходимо наклонять в сторону сливного носка на угол, равный 40°- 45°; для скачивания шлака печь необходимо наклонять в сторону рабочего окна на угол равный 10°- 15°. Кожух печи опирается на литую постель, установленную на фундаменте, двумя литыми сегментами, жестко соединенными с кожухом. На сегментах и литой постели выполнены зубцы, надежно фиксирующие печь. Печь наклоняется при вращении винта, который ввинчен в гайку, шарнирно закрепленную на одном из сегментов. Футеровка печи состоит из трех основных частей: подины, стен и свода. Подина, изготовляемая из огнеупорных материалов, состоит из трех слоев. Первый слой, соприкасающийся с жидким металлом и шлаком, набивной из магнезитового порошка, связанного каменноугольной смолой. Толщина набивки около 200 мм. Второй слой футеровки выполняют из огнеупорного кирпича. Для печей с основными шлаками - магнезитовый огнеупорный материал. Третий слой - теплоизоляционный из шамота, диатомита и асбеста. Набор шихты производится с помощью крана, имеющего магнитную шайбу. Шихта подбирается в короба и с шихтового пролета подается на тележке к печам. ьСтены печей в зависимости от процесса выкладывают из динасового или магнизитового кирпича. На эти кирпичи укладывают слой шамотного кирпича, затем слой диатомитового порошка, последний слой асбеста наклеивают на кожух печи. Свод изготавливают с помощью специального шаблона из электродинасового нормального и фассонного кирпича.
На участке цветного литья для плавки цветных металлов применяют печь электрического сопротивления.
Похожие работы
... программы обработки детали на токарном станке с ЧПУ согласуют системы координат станка, патрона, детали и режущего инструмента. Токарный станок 16К20Ф3 является самым распространенным в производстве. В системах управления токарными станками с ЧПУ предусмотрена возможность ввода коррекций на положение инструмента для компенсации упругих деформаций и износа. При этом кооректирующие переключатели ...
... с изменением технологических связей, а само управление должно наиболее полно использовать внутренние закономерности развития технологических систем. В соответствии с тенденциями изменения технологических структур должны видоизменяться и организационные. 2. Понятие о химико-технологических процессах, принципы их классификации. Перспективы развития и особенности экономической оценки химико- ...
... [3], тогда необходимо назначить припуск с учетом усадки, кроме поверхностей, оформляемых болваном. Уклоны на модельные комплекты для получения отливок в песчаных формах согласно ГОСТ 3212-80, что соответствует не более 3 в зависимости от высоты модели. Материал модели сплав АЛ2, позволяет делать до 45000 съемов при машинном способе формовки. Минимальная толщина стенки модели – 4 мм, табл ...
... по фактическому состоянию. Новое поколение систем мониторинга на базе компьютерной техники дает более высокие результаты из-за все возрастающих возможностей диагностики машин и оборудования. Таким образом, технология ремонтов на базе аутсорсинга имеют неоспоримые преимущества в эффективности использования оборудования, качестве его обслуживания и сроках выполнения ремонтных работ. При этом ...
0 комментариев