Структура сталелитейного цеха
Порядок составления производственных заданий
Смесеприготовительное отделение
Заливочное отделение
Выбивка отливок
Вспомогательные службы цеха
Обоснование выбора направленности методики и программы
Программа САПР для импульсных машин
Мероприятий по защите окружающей среды
Меры электробезопасности
Навигация
Выбивка отливок
Технология и оборудование литейного производства
77605
знаков
11
таблиц
18
изображений
8.2 Выбивка отливок
Выбивка – наиболее тяжелый и трудоемкий процесс в литейном производстве. Основным узлом установки для выбивки форм является выбивное устройство, в котором разрешается набивка опок и происходит освобождение отливки от смеси.В цеху на третьем пролете установлена механизированные выбивные решетки и решетка для удаления горелой земли. На пятом пролете расположена выбивная инерционная решетка.
Сущность этого способа в том, что разрушение кома и выпадение его из опоки происходит в результате действия сил инерции, возникающих при ударе формы о решетку.
8.3 Очистка отливок
После термообработки углеродистые стали охлаждают предварительно до 100 … 2000 С , легированные до 500 С. Отливка располагается на стали или решетке таким образом, чтобы наибольшая часть очищаемой поверхности находилась на расстоянии 100 …150 мм от сопла гидромонитора, при этом необходимо предусмотреть возможность очистки двумя гидромониторами.
Арматуру, препятствующую полной выбивке стержневой смеси разрешается извлекать из отливки после разрезки вручную или магнитной шайбой. После очистки проверяется качество очистки. Для удаления формовочной смеси применяют пневматические молотки .
Гидрокамера, рисунок -10 отделена от основной части цеха высокими металлическими стенами. Когда начинается работа, то открываются двери гидрокамеры и от туда по рельсам выезжает тележка, которую нагружают отливками и возвращают их в камеру. Включают мониторы, карусель 3 вращается вокруг них. Вся пульпа стекает в сито, стекает в 5, а все остальное отсасывается.
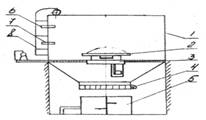
1. корпус 2. приводная тележка, 3. карусель 4. сито, 5. мешалка, 6 и 7 мониторы, 8 - отсасывающая система.
Рисунок -10 - Схема гидрокамеры
Так как выбивка ведется водой, то отсутствует пыль, также стержневые каркасы можно повторно использовать. Однако происходит быстрое ржавление отливок, в цехе много грязи из- за воды. Гидрокамеры оправдывают себя в том случаи, когда в цехе есть гидрорегенерация. Дробеметная и дробеструйная камера. По характеру получения абразивной струи оборудование делится на дробеструйное, у которого очистной материал направляется на обрабатываемую поверхность струёй воздуха и дробеметный, у которого очистной материал выбрасывается под давлением центробежных сил. Существует пять видов дроби: дробь чугунная литая ( ДЧЛ ). Дробь чугунная колотая (ДЧК), дробь стальная литая (ДСЛ), дробь стальная колотая (ДСК) и дробь стальная рубленая из проволоки (ДСР).
Сущность дробеметной очистки состоит в направлении на очищаемую поверхность отливки струи дроби, разогнанной до скорости 40-100 м/с. Схема дробеметного аппарата приведена на рисунке -11.
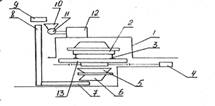
1 - корпус, 2 - тележка, 3 - рельсовый путь, 4 - привод, 5 - ёмкость, 6 - сито.
Рисунок -11 – Схема дробеметного аппарата.
Отливку загружают на тележку и подают в камеру на карусель. Плотно закрывают и начинают обрабатывать. Дробь отработав поступает через емкость на сито, где отделяется от крупных частей металла, затем транспортируется с помощью шнекового смесителя и элеватора на магнитный сепаратор. Происходит отделение грязи и пыли, затем дробь размагничивается и идет на лопатки дробемета.
Для очистки отливок, имеющих глубокие внутренние карманы и обширные полости, в которые трудно направить струю дроби из дробеметного аппарата, применяют дробеструйную очистку. Дробь воздухом под давлением подается на отливку, происходит очистка. Отработанная дробь и отходы собираются в отсеках. После чего дробь размагничивается и идет на дальнейшее использование.
Сравнив два этих метода очистки отливок можно сказать, что дробеметные установки в отличие от дробеструйных более производительны и расходуют примерно в шесть раз меньше энергии на единицу массы очищаемых отливок. Также при дробеструйной очистке хуже санитарно-гигиенические условия.
8.4 Обрубка и резка
Литую черную арматуру удаляют кислородно-флюсовой резкой. Ручная отрезка прибыли литья применяется для отливок с диаметром прибылей до 350 мм, кислородным - Ø 1600мм.
Перед резкой термообработка, очистка, т.к. качество резки прибылей зависит от подготовки литья к резки, ширина значимой полосы 30 …40мм.
Из оборудования для резки применяется резак «Маяк» и копы Ø 12мм, толщина стенки 1…2 мм и флюсоаппарат УРХС.
Из горючих: кислород, природный газ, воздух, флюс. Кислород-10 ![]() ; газ-1
; газ-1 ![]() ; ацетилен - 0,4
; ацетилен - 0,4 ![]() ; воздух -6
; воздух -6 ![]()
8.5 Зачистка литья шлифовальными кругами
Шлифовальный круг состоит из зерен абразивного материала, соединенных при помощи связующих материалов. Основными показателями качества абразивного материала является твердость, форма зерен, степень вязкости и теплоустойчивость. Также применяют подвесные точила. Кранам устанавливают отливку на столе, предусмотрев возможность её кантовки при очистки.
8.6 Термообработка
В цехе устанавливаются отжигательные печи. Отжиг и нормализация отливок до 300 кг происходит в коробках с отверстиями и установленных на тележках высотой не менее 150…300мм. Отливки улаживаются так, чтобы обеспечивалось свободное омывание их печными газами при нагреве. Садка печей на термообработку должна компоноваться отливками по материалам стали. Схема отжигальной печи приведена на рисунке 13.
Похожие работы
... программы обработки детали на токарном станке с ЧПУ согласуют системы координат станка, патрона, детали и режущего инструмента. Токарный станок 16К20Ф3 является самым распространенным в производстве. В системах управления токарными станками с ЧПУ предусмотрена возможность ввода коррекций на положение инструмента для компенсации упругих деформаций и износа. При этом кооректирующие переключатели ...
... с изменением технологических связей, а само управление должно наиболее полно использовать внутренние закономерности развития технологических систем. В соответствии с тенденциями изменения технологических структур должны видоизменяться и организационные. 2. Понятие о химико-технологических процессах, принципы их классификации. Перспективы развития и особенности экономической оценки химико- ...
... [3], тогда необходимо назначить припуск с учетом усадки, кроме поверхностей, оформляемых болваном. Уклоны на модельные комплекты для получения отливок в песчаных формах согласно ГОСТ 3212-80, что соответствует не более 3 в зависимости от высоты модели. Материал модели сплав АЛ2, позволяет делать до 45000 съемов при машинном способе формовки. Минимальная толщина стенки модели – 4 мм, табл ...
... по фактическому состоянию. Новое поколение систем мониторинга на базе компьютерной техники дает более высокие результаты из-за все возрастающих возможностей диагностики машин и оборудования. Таким образом, технология ремонтов на базе аутсорсинга имеют неоспоримые преимущества в эффективности использования оборудования, качестве его обслуживания и сроках выполнения ремонтных работ. При этом ...
0 комментариев