Требования, предъявляемые к сушилкам
Описание конструкции и работы туннельной печи
Горение топлива
Тепловой баланс зоны подогрева и обжига
Расчет количества газов, проходящих по печи
РАСЧЕТ ПРОЦЕССА СУШКИ КИРПИЧА-СЫРЦА И ТЕПЛОВОЙ БАЛАНС СУШИЛКИ
РАСЧЕТ СЕБЕСТОИМОСТИ ПРОИЗВОДСТВА КИРПИЧА
Расчет оплаты труда обжигальщика
Назначение системы управления
Технико-экономическое обоснование системы автоматизации
БЕЗОПАСНОСТЬ ОБСЛУЖИВАНИЯ ТУННЕЛЬНОЙ ПЕЧИ
Обеспечение техногенной безопасности
Навигация
Описание конструкции и работы туннельной печи
Туннельная печь обжига кирпича ОАО "Ивановский завод керамических изделий"
89039
знаков
11
таблиц
5
изображений
2.2 Описание конструкции и работы туннельной печи
Для обжига керамического кирпича на ООИ «Взаимопомощь» установлены 2 туннельные печи. Туннельная печь для обжига керамических изделий имеет вагонеточный состав, передвигающийся вдоль туннеля с помощью толкателя. Внутри туннеля проложен рельсовый путь. Каждая вагонетка, пройдя всю длину туннеля, выдается из печи с другого конца при очередном проталкивании. Таким образом, создается непрерывное перемещение вагонеток в печи, постепенный подогрев, обжиг и охлаждение изделий, находящихся на поду вагонетки. Туннельная печь длиной 62 м и шириной 2 м имеет 3 зоны.
Форкамера служит для уменьшения газообмена с окружающей средой при загрузке вагонеток в печь.
Основное назначение зоны подогрева – окончательное удаление влаги из сырца и равномерный прогрев садки до температуры 6000С. Подогрев и сушка производятся отходящими из зоны обжига продуктами горения.
В зоне обжига сжигается топливо в специальных горелочных устройствах. Сырец нагревается до температуры 9800С, при этом завершаются все процессы, связанные с формированием черепка. Воздух, поступающий для сжигания топлива, предварительно подогревается в зоне охлаждения. Горение топлива происходит в разрывах между садками кирпича на вагонетках. С каждой стороны печи установлено по семь горелок, топливо – природный газ.
В зоне охлаждения происходит остывание кирпича до температуры 3000С перед выдачей вагонеток из печи, также происходит отбор нагретого воздуха для подачи его в сушилку. В этой зоне охлаждается также и футеровка вагонеток, нагретая до высоких температур. Изделия и футеровка вагонеток охлаждаются холодным воздухом, подаваемым в печь сверху и сбоку через несколько каналов, расположенных по длине зоны охлаждения ближе к выходному каналу печи.
Печь работает по принципу противотока, то есть газы и воздух движутся навстречу вагонеткам с обжигаемыми изделиями. Движение газовых и воздушных потоков осуществляется системой вентиляторов.
В зоне подогрева предусмотрена установка циркуляционных вентиляторов для интенсивного перемешивания газовых потоков с целью максимального усреднения газовой среды, то есть ликвидации расслоения ее и уменьшения перепада температур по сечению канала. В зоне подогрева также производится отбор дымовых газов.
Печь выполняется из стандартного красного кирпича, зона обжига изнутри футеруется шамотным кирпичом. Свод печи выполняется из красного кирпича и засыпки шлаком.
|
|
|
![]()
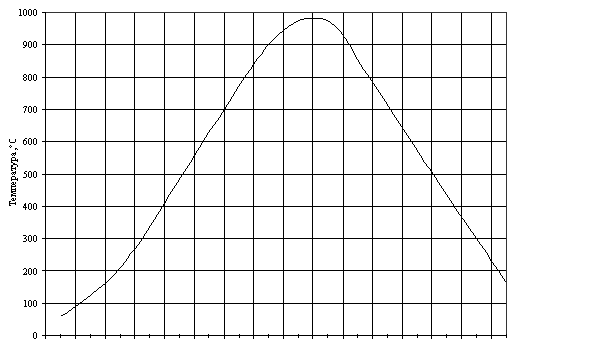
Рис. 1.2. Кривая обжига кирпича в печи
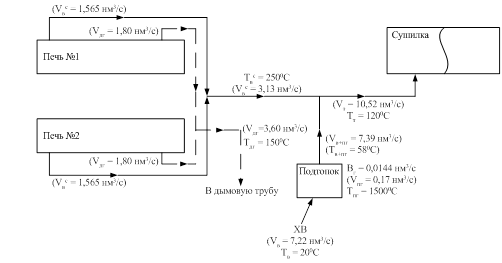
Рис. 1. . Схема движения потоков:
- горячего воздуха от печи к сушилу с параметрами ![]() и
и ![]() ;
;
- продуктов сгорания в дымовую трубу с параметрами ![]() и
и ![]() ;
;
- смеси продуктов горения и воздуха к сушилу с параметрами ![]() и
и ![]()
Примечание: параметры теплоносителей в скобках определены в результате расчетов
3. РАСЧЕТ ПРОЦЕССА ОБЖИГА КИРПИЧА. ТЕПЛОВОЙ БАЛАНС ТУННЕЛЬНОЙ ПЕЧИ
3.1 Расчет продолжительности обжига кирпича и производительности печи
Расчет выполнен по методике, изложенной в [1, 2, 3].
Абсолютная влажность загружаемого в печь кирпича ω = 7,5%. Вес сухого кирпича
G1 = 3,3 кг.
Размеры кирпича: длина l = 250 мм;
ширина b = 120 мм;
толщина s = 65 мм.
1). Нагрев до 1000С.
Количество испаряемой влаги
![]() кг, (2.1)
кг, (2.1)
![]() .
.
Активная поверхность теплообмена и испарения одиночного кирпича
![]() м2 , (2.2)
м2 , (2.2)
![]() м2.
м2.
Количество влаги, приходящейся на 1 м2 активной поверхности,
![]() кг/м2, (2.3)
кг/м2, (2.3)
![]() кг/м2.
кг/м2.
При съеме влаги примерно 0,4 кг/м2·ч с активной поверхности время, необходимое для нагрева до 1000С, составляет:
![]() ч, (2.4)
ч, (2.4)
![]() ч.
ч.
2). Период нагрева от 100 до 8000С.
Определяем допустимую скорость подъема температуры по формуле [1]
![]() град/ч, (2.5)
град/ч, (2.5)
где Δtдоп – максимально допустимая разность температур в теле изделия при его нагреве или охлаждении;
а – коэффициент температуропроводности материала, а = 40 м2/ч;
S – толщина прогрева изделий, S = 0,06 м.
Принимая для этого периода Δtдоп = 850С [1], получим
![]() град/ч.
град/ч.
Время нагрева или охлаждения в известном интервале температур равно:
![]() ч, (2.6)
ч, (2.6)
где t1 и t2 – температура в начале и конце интервала, 0С;
![]() ч.
ч.
3). Период нагрева от 800 до 9800С.
Принимая для этого периода Δtдоп = 850С [1], получим
![]() град/ч.
град/ч.
Время нагрева
![]() ч.
ч.
4). Время выдержки при конечной температуре [1]
![]() ч, (2.7)
ч, (2.7)
![]() ч.
ч.
5). Охлаждение в интервале температур от 980 до 5000С при значении Δtдоп = 550С [1]
![]() град/ч.
град/ч.
Время охлаждения
![]() ч.
ч.
6). Охлаждение в интервале температур от 500 до 3000С при Δtдоп = 1250С [1]
![]() град/ч.
град/ч.
Время охлаждения
![]() ч.
ч.
7). Общая продолжительность обжига равна суммарному времени нагрева, выдержки и охлаждения
![]() , (2.8)
, (2.8)
![]() ч.
ч.
Таким образом, по оптимальному режиму обжига, рассчитанному на основе допустимой разницы температур в теле изделия при его нагреве и охлаждении, получили, что общая продолжительность обжига составляет не более 29 ч.
Годовая производительность печи на ОАО «Ивановский завод керамических изделий»
Рг = 9 млн.шт/год.
Единовременная емкость туннельной печи G = 31000 шт.
Количество оборотов печи в год
![]() , (2.9)
, (2.9)
![]() об.
об.
Число рабочих дней в год
![]() , (2.10)
, (2.10)
![]() день.
день.
Принимаем zг = 350 дней.
Число часов работы печи в год
![]() ч.
ч.
Часовая производительность печи может быть определена из годовой производительности по формуле
![]() , (2.11)
, (2.11)
откуда
 , (2.12)
, (2.12)
где Рчас – часовая производительность, шт/ч;
m1 – процент брака, m1 = 2%;
m2 – процент потерь материала во время транспортировки, m2 = 5%.
 .
.
В переводе на массу
![]() .
.
0 комментариев