Анализ технологичности конструкции детали
Коэффициент точности обработки детали
Определение расчетного размера
Анализ средств измерения
Выбор измерительных инструментов
Разработка операционного технологического процесса
Определение режимов резания и норм времени
Расчет зажимного усилия приспособления
Определение геометрических параметров фрезы
Определение потребности в оборудовании
Определение численности производственных рабочих на заданную программу выпуска по вариантам технологических процессов
Определение капиталовложений по вариантам технологических процессов
Расчет технологической себестоимости по сравниваемым вариантам технологических процессов
Расчет стоимости силовой электроэнергии
Расчет амортизации оборудования
Расчет расходов на ремонт и содержание оборудования
Расчет расходов на амортизацию и содержание приспособлений
Расчет расходов на содержание, ремонт и амортизацию здания
Расчет показателей экономической эффективности
Экологическая часть
Навигация
Расчет расходов на амортизацию и содержание приспособлений
Усовершенствование технологического процесса механической обработки детали "Стакан"
93828
знаков
24
таблицы
6
изображений
4.6.6 Расчет расходов на амортизацию и содержание приспособлений
Для специальных приспособлений расчет ведется по формуле:
![]() , руб. (58)
, руб. (58)
Где Косн – капиталовложения в специальную оснастку, руб;
0,6 – коэффициент учитывающий норму амортизации и расходы в год на ремонт (для 2-х годичного срока эксплуатации).
Для универсальных приспособлений расчет ведется по формуле:
![]() , руб. (59)
, руб. (59)
Где Косн – капиталовложения в универсальную оснастку, руб;
Срем – стоимость ремонта приспособлений, руб; 15% от Косн;
Т – срок службы приспособления; Т=2 года.
Результаты расчета сводим в таблицу 18.
Таблица 18.
| Тип присп. | Косн, руб | Т, год | Nз, шт | Срем, руб | Рпр, руб |
| Базовый технологический процесс | |||||
| Специальные | 147498 | 2 | 606 | - | 146,0376 |
| Универсальные | 21,975 | 2 | 606 | 3,3 | 0,6 |
| ИТОГО: | 147520 | - | - | - | 146,6376 |
| Проектируемый технологический процесс | |||||
| Специальные | 94208 | 2 | 606 | - | 93,27525 |
| ИТОГО: | 94208 | - | - | - | 93,27525 |
4.6.7 Расчет расходов на амортизацию и ремонт режущего инструмента
Для универсального режущего инструмента расходы определяются по формуле:
![]() , руб. (60)
, руб. (60)
Где Sм – стоимость работы минуты инструмента, коп;
tм – машинное (основное) время работы инструмента, руб;
Ку – коэффициент случайной убыли; Ку=1,1…1,3.
Для специального инструмента:
![]() , руб. (61)
, руб. (61)
Где β – коэффициент удорожания инструмента.
Результаты расчетов сводим в таблицу 19.
Таблица 19.
| Номер операции | Наименов. инструмента | Tшт-к, мин | Sм, коп | tм, мин | Ку | β | Рин, коп |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Базовый технологический процесс | |||||||
| 0140; 0150; 0170-0185 | Шлиф. круг | 2,734 | 1,1 | 1,82 | 1,2 | - | 2,4288 |
| 0110 | Фреза торцевая (унив) | 0,547 | 1,4 | 0,364 | 1,2 | - | 0,62 |
| 0120 | Комплект фрез (сп) | 0,375 | 1,4 | 0,25 | 1,2 | 2 | 0,84 |
| 0130 | Фреза торцевая (у) | 0,296 | 1,4 | 0,2 | 1,2 | - | 0,34 |
| 0160 | Комплект фрез (сп) | 0,375 | 1,4 | 0,25 | 1,2 | 2 | 0,84 |
| 0190 | Фреза концевая (унив.) - 3 шт | 5,3485 | 1,1 | 2 | 1,2 | - | 2,64 |
| Сверло (спец.) | 1,3 | 0,66 | 1,2 | 1,5 | 1,55 | ||
| Сверло (унив.) - 2 шт | 1,3 | 1,35 | 1,2 | - | 2,106 | ||
| Развертка (унив.) | 1,6 | 0,68 | 1,2 | - | 1,31 | ||
| Зенковка (унив.) | 1,6 | 0,65 | 1,2 | - | 1,25 | ||
| 0194 | Фреза концевая (унив.) - 2 шт | 13,05 | 1,1 | 1,86 | 1,2 | - | 2,46 |
| Фреза концевая (спец.) | 1,1 | 0,95 | 1,2 | 1,5 | 1,88 | ||
| Сверло (унив.) - 5 шт | 1,3 | 4,66 | 1,2 | - | 7,27 | ||
| Развертка (унив.) | 1,6 | 0,93 | 1,2 | - | 1,79 | ||
| Развертка (спец.) | 1,6 | 0,93 | 1,2 | 3 | 5,36 | ||
| Зенкер (спец.) - 4 шт | 1,6 | 3,72 | 1,2 | 2 | 14,3 | ||
| 0195 | Фреза концевая (спец.) | 0,375 | 1,1 | 0,25 | 1,2 | 1,5 | 0,495 |
| 0198 | Фреза концевая (унив.) - 3 шт | 12,51 | 1,1 | 7,51 | 1,2 | - | 9,91 |
| Фреза концевая (спец.) | 1,1 | 2,5 | 1,2 | 1,5 | 4,95 | ||
| Сверло (унив.) | 1,3 | 2,5 | 1,2 | - | 3,9 | ||
| 0210 | Фреза торцевая (унив.) | 0,349 | 1,4 | 0,23 | 1,2 | - | 0,39 |
| 0220 | Фреза торцевая (унив.) | 0,388 | 1,4 | 0,26 | 1,2 | - | 0,44 |
| 0230 | Напильник | 0,972 | 0,6 | 0,648 | 1,2 | - | 0,47 |
| 0350 | Развертка (унив.) - 2 шт | 0,03 | 1,6 | 0,015 | 1,2 | - | 0,03 |
| Зенкер (унив.) - 2 шт | 1,6 | 0,015 | 1,2 | - | 0,03 | ||
| 0360; 0370 | Фреза торцевая (унив.) | 0,396 | 1,4 | 0,264 | 1,2 | - | 0,44 |
| 0380; 0390 | Фреза торцевая (унив.) | 0,368 | 1,4 | 0,25 | 1,2 | - | 0,42 |
| ИТОГО: | 68,4598 | ||||||
| Проектируемый технологический процесс | |||||||
| 0010 | Фреза торцевая (спец.) | 1,1 | 1,4 | 0,204 | 1,2 | 2 | 0,68544 |
| 0020 | Фреза торцевая (спец.) - 2 шт | 2,5 | 1,4 | 0,5 | 1,2 | 2 | 1,68 |
| 0030 | Фреза торцевая (спец.) | 1,69 | 1,4 | 0,05 | 1,2 | 2 | 0,168 |
| 0040 | Фреза торцевая (спец.) | 4,6 | 1,4 | 0,04 | 1,2 | 2 | 0,1344 |
| Фреза концевая (унив.) | 1,1 | 0,95 | 1,2 | - | 1,254 | ||
| Сверло (унив.) - 3 шт | 1,3 | 0,44 | 1,2 | - | 0,6864 | ||
| Развертка (унив.) – 2 шт | 1,6 | 0,32 | 1,2 | - | 0,6144 | ||
| Зенковка (унив) | 1,6 | 0,06 | 1,2 | - | 0,1152 | ||
| 0050 | Сверло (унив.) - 5 шт | 15,3 | 1,3 | 3,12 | 1,2 | - | 4,8672 |
| Фреза концевая (унив.) – 3 шт | 1,1 | 1,6 | 1,2 | - | 2,112 | ||
| Развертка (унив.) | 1,6 | 0,7 | 1,2 | - | 1,344 | ||
| Развертка (спец.) | 1,6 | 0,7 | 1,2 | 3 | 4,032 | ||
| Зенкер (спец.) – 4 шт | 1,6 | 2,42 | 1,2 | 2 | 9,2928 | ||
| Зенковка (спец.) | 1,6 | 0,03 | 1,2 | 2 | 0,1152 | ||
| 0060 | Фреза концевая (унив.) | 6,07 | 1,1 | 0,4 | 1,2 | - | 0,528 |
| Фреза концевая (спец.) | 1,1 | 2,74 | 1,2 | 1,5 | 5,4252 | ||
| 0080 | Фреза концевая (унив.) | 1,3 | 1,1 | 0,5 | 1,2 | - | 0,66 |
| 0090 | Фреза концевая (унив.) | 0,8 | 1,1 | 0,034 | 1,2 | - | 0,04488 |
| ИТОГО: | 33,75912 | ||||||
Похожие работы
... к началу обучения, соотношение с качествами личности молодого специалиста, – является первоосновой количества и качества работы ВУЗа по организации воспитывающего обучения (профессионального обучения, формирования творческого потенциала личности, ответа на вопросы о том, чему учить и как учить). Опираясь на приведенные выше базовые положения, естественнонаучные закономерности развития творческих ...
... напыления двух различных металлов путем поочередного подключения испарителей к силовому блоку питания, а также была оснащена заслонкой с управлением электромагнитом. 2.1. Конструкция и принцип работы базовой лабораторной установки вакуумного напыления 2.1.1. Блок-схема Установка состоит из трех основных структурных единиц. Это, собственно, вакуумная камера, в которой производится нанесение ...
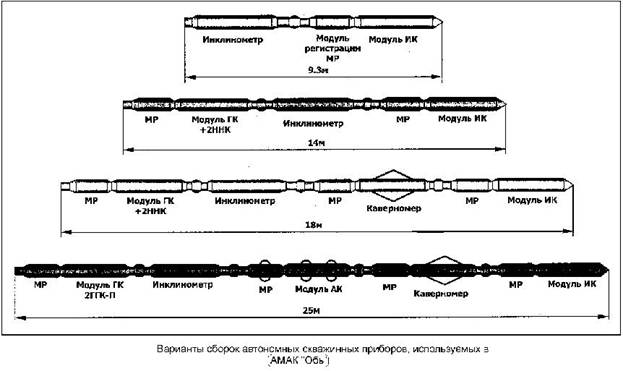




... на скорость бурения. Возникает двойная необходимость регистрации технологических параметров – для оптимизации бурения и для решения геологических задач. Назначение наддолотного модуля, устройство и работа модуля Модуль (рис.3.10.) предназначен для измерения технологических и геофизических параметров непосредственно около долота, в процессе бурения гидравлическими забойными двигателями и передачи ...
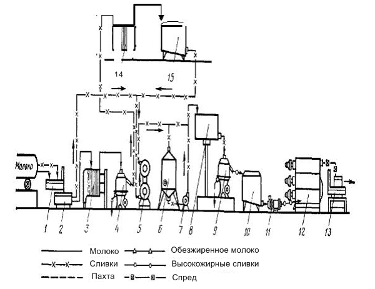
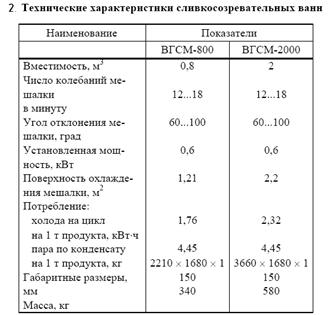

... 13 — стол и весы; 14 — охладитель пластинчатый; 15 — емкость для резервирования сливок. 3. Сравнительная характеристика технологического оборудования Спред вырабатывается с помощью аналогичного оборудования что и сливочное масло. Оборудование для производства сливочного масла делится на оборудование для подготовительных операций и оборудование для выработки сливочного масла. Подготовительные ...
0 комментариев