Анализ технологичности конструкции детали
Коэффициент точности обработки детали
Определение расчетного размера
Анализ средств измерения
Выбор измерительных инструментов
Разработка операционного технологического процесса
Определение режимов резания и норм времени
Расчет зажимного усилия приспособления
Определение геометрических параметров фрезы
Определение потребности в оборудовании
Определение численности производственных рабочих на заданную программу выпуска по вариантам технологических процессов
Определение капиталовложений по вариантам технологических процессов
Расчет технологической себестоимости по сравниваемым вариантам технологических процессов
Расчет стоимости силовой электроэнергии
Расчет амортизации оборудования
Расчет расходов на ремонт и содержание оборудования
Расчет расходов на амортизацию и содержание приспособлений
Расчет расходов на содержание, ремонт и амортизацию здания
Расчет показателей экономической эффективности
Экологическая часть
Навигация
Расчет зажимного усилия приспособления
Усовершенствование технологического процесса механической обработки детали "Стакан"
93828
знаков
24
таблицы
6
изображений
3.1.2 Расчет зажимного усилия приспособления
Для определения сил резания выбираем самый нагруженный переход операции, т.е. тот, где снимается наибольший припуск, и усилие резания максимальное. Следовательно, сила зажима должна быть наибольшей, чтобы выдержать эту нагрузку.

Рис. 4. Схема приложения сил.
Самым нагруженным является 2 переход по обработке контура по программе в заданные размеры. При обработке контура снимается припуск t = 0,5 мм. Ширина фрезерования B = 33,5 мм. Обработка производится инструментом фреза концевая специальная ø14 мм, z = 6 из быстрорежущей стали Р6М5 ГОСТ 17026-71. Частота вращения n=1344 мин-1. Минутная подача Sм=343 об/мин. Мощность потребная на резание N=1,78 кВт.
Определяем скорость главного движения:
![]() (32)
(32)
![]() , (м/мин).
, (м/мин).
Определяем силу резания при обработке:
![]() (33)
(33)
![]() (кгс).
(кгс).
Определяем усилие зажима по следующей формуле:
![]() (34)
(34)
Где k – коэффициент запаса, учитывающий нестабильность силовых воздействий на заготовку и вводят при вычислении зажимного усилия для обеспечения надежного закрепления.
![]() (35)
(35)
Где k0 = 1,5 – гарантированный коэффициент запаса, допускающий возникновение в процессе обработки каких-либо неучтенных случайных факторов;
k1 = 1 – коэффициент учитывающий состояние обрабатываемых поверхностей заготовки;
k2 = 1,2 – коэффициент учитывающий увеличение сил резания, Вследствие затупления режущего инструмента;
k3 = 1 – коэффициент учитывающий увеличения силы резания при прерывистом резании;
k4 = 1,3 – коэффициент учитывающий непостоянство зажимного усилия, прикладываемого к заготовке, вследствие конструктивных особенностей привода приспособления;
k5 = 1 – коэффициент характеризующий эргономику немеханизированного зажимного механизма;
k6 = 1,5 – коэффициент учитывающий наличие моментов, стремящихся развернуть заготовку.
![]() .
.
![]() (кгс);
(кгс);
Определяем усилие, создаваемое винтовым зажимом:
![]() (36)
(36)
Где l0 – расстояние от оси до точки приложения силы, l0 =44 мм
H – высота направляющей части,H = 50 мм;
f – коэффициент трения определяется качеством контактируемых поверхностей, принимаем f = 0,18;
q – сопротивление пружины, принимаем q = 3 кгс
![]() (кгс).
(кгс).
По известной силе зажима табличным путем назначаем резьбу винта М16 с шагом Р = 2 мм; d1 = 13,835 мм; d2 =14,701 мм.
Где d1 – внутренний диаметр резьбы,
d2 – средний диаметр резьбы,
Р – шаг резьбы.
3.2 Проектирование и расчет режущего инструмента
Для обработки фрезерованием паза на детали “Стакан” 2А38.02.038 на горизонтально-расточном станке ИР-500ПМФ4, была спроектирована специальная концевая фреза, используемая на операции 0060 технологического процесса изготовления детали.
Спроектированный инструмент имеет следующие конструктивные особенности:
По способу установки на станке фреза является хвостовой, т.е. для базирования и закрепления инструмента, а также передачи осевой силы и крутящего момента, служит конический хвостовик, выполненный в виде конуса Морзе 3 ГОСТ 25557-82. Коническая поверхность хвостовика является технологической базой режущего инструмента, в связи с этим требуется обеспечение высокого качества ее обработки.
Для обеспечения надежного крепления режущего инструмента в шпинделе станка посредством затяжки шомполом, служит резьбовое отверстие М12, выполненное в хвостовике на длину 30 мм.
По конструкции фреза является сборной: корпус изготовлен из конструкционной стали 50 ГОСТ 1050-88, режущая часть выполнена из быстрорежущей стали Р6М5. Соединение происходит посредством стыковой сварки.
Представленная конструкция является достаточно технологичной, т.к. применение сварных конструкций режущего инструмента позволяет за счет экономии инструментальных материалов расширять номенклатуру режущего инструмента, оснащенного пластинками из дефицитных инструментальных материалов и сплавов, и обеспечивать повышение производительности процессов обработки металлов резанием, т.е. решать одну из основных задач машиностроения.
По материалу режущей части фреза относится к группе быстрорежущих инструментов.
Быстрорежущие стали обладают высокими вторичной твердостью, износостойкостью, красностойкостью, прочностью и вязкостью, что обеспечивает высокую работоспособность инструмента, изготовленного из них, и его способность выдерживать большие силовые и тепловые нагрузки.
Похожие работы
... к началу обучения, соотношение с качествами личности молодого специалиста, – является первоосновой количества и качества работы ВУЗа по организации воспитывающего обучения (профессионального обучения, формирования творческого потенциала личности, ответа на вопросы о том, чему учить и как учить). Опираясь на приведенные выше базовые положения, естественнонаучные закономерности развития творческих ...
... напыления двух различных металлов путем поочередного подключения испарителей к силовому блоку питания, а также была оснащена заслонкой с управлением электромагнитом. 2.1. Конструкция и принцип работы базовой лабораторной установки вакуумного напыления 2.1.1. Блок-схема Установка состоит из трех основных структурных единиц. Это, собственно, вакуумная камера, в которой производится нанесение ...
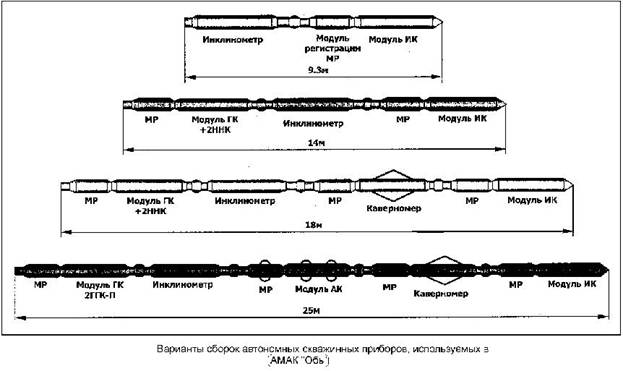




... на скорость бурения. Возникает двойная необходимость регистрации технологических параметров – для оптимизации бурения и для решения геологических задач. Назначение наддолотного модуля, устройство и работа модуля Модуль (рис.3.10.) предназначен для измерения технологических и геофизических параметров непосредственно около долота, в процессе бурения гидравлическими забойными двигателями и передачи ...
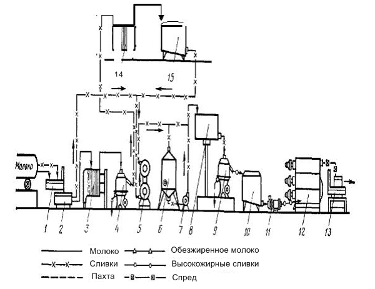

... 13 — стол и весы; 14 — охладитель пластинчатый; 15 — емкость для резервирования сливок. 3. Сравнительная характеристика технологического оборудования Спред вырабатывается с помощью аналогичного оборудования что и сливочное масло. Оборудование для производства сливочного масла делится на оборудование для подготовительных операций и оборудование для выработки сливочного масла. Подготовительные ...
0 комментариев