Анализ технологичности конструкции детали
Коэффициент точности обработки детали
Определение расчетного размера
Анализ средств измерения
Выбор измерительных инструментов
Разработка операционного технологического процесса
Определение режимов резания и норм времени
Расчет зажимного усилия приспособления
Определение геометрических параметров фрезы
Определение потребности в оборудовании
Определение численности производственных рабочих на заданную программу выпуска по вариантам технологических процессов
Определение капиталовложений по вариантам технологических процессов
Расчет технологической себестоимости по сравниваемым вариантам технологических процессов
Расчет стоимости силовой электроэнергии
Расчет амортизации оборудования
Расчет расходов на ремонт и содержание оборудования
Расчет расходов на амортизацию и содержание приспособлений
Расчет расходов на содержание, ремонт и амортизацию здания
Расчет показателей экономической эффективности
Экологическая часть
Навигация
Выбор измерительных инструментов
Усовершенствование технологического процесса механической обработки детали "Стакан"
93828
знаков
24
таблицы
6
изображений
2.4.2.4 Выбор измерительных инструментов
Измерительный инструмент выбирается в зависимости от вида измеряемой поверхности, размеров поверхности, точности механической обработки, типа производства. Для контроля заданной точности запроектированы жесткие калибры, а также универсальные мерительные средства. Оборудование и технологическая оснастка внесены в комплект технологических документов.
2.5 Составление маршрутной технологии
Маршрутная карта – это документ, который содержит описание технологического процесса изготовления детали по всем операциям в технологической последовательности с указанием данных по оборудованию, оснастке, материалу, трудовым нормативам.
Маршрутный технологический процесс разработан на основе анализа конструкторского чертежа детали и обоснованного выбора заготовки. Этот этап является наиболее ответственной частью проектирования технологического процесса, потому что здесь решаются следующие задачи:
- снятие основного припуска (черновая обработка);
- получение заданных размеров, формы и взаимного расположения поверхностей;
- получение заданной чистоты поверхности и качества поверхностного слоя.
Последовательность обработки детали “Стакан” представлена маршрутным технологическим процессом, входящим в комплект технологической документации.
Типовой технологический процесс ускоренного фосфатирования деталей.
Для детали 2А38.02.038 “Стакан” данное покрытие является неокончательным: оно проводится до испытания детали, а затем деталь еще покрывается лаком. Нанесение покрытия осуществляется гальваническим методом.
| № операции | Оборудование и приспособления | Состав раствора, наименование, марка | Кол-во вещества г/л | Температура, С | Время выдержки, мин. |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Подготовительные операции | |||||
| 0010 Контрольная | Стол контролера ОС-20 | ||||
| Содержание операции | |||||
| 1. Проверить детали на чистоту поверхностей. | |||||
| 2. Детали, поступающие на фосфатирование, не должны иметь на поверхности ржавчины, окалины, смазки. | |||||
| 0020 Подготовительная | Стол монтажный ОС-531 | ||||
| Содержание операции | |||||
| 1. Изолировать участки, не подлежащие фосфатированию. | |||||
| 2. Смонтировать детали на приспособлении. | |||||
| 3. Поместить детали в ванну химического обезжиривания. | |||||
| Ванна обезжиривания | Сода кальцинированная техническая ГОСТ 5100-85 | 20-30 | 80-100 | 10-60 | |
| Примечание | |||||
| * Детали, поступающие непосредственно после пескоструйной обработки, допускается не обезжиривать. | |||||
| Тринатрийфосфат ГОСТ 201-76 | 20-30 | ||||
| * Допускается детали изделий ЗУБК обезжиривать в нефрасе С2-80/120 ТУ 38.401-67-108-92 с последующей сушкой на воздухе и протиркой салфеткой обтирочной 205 РСФСРТУ-498-379-01-87. | |||||
| Стекло натриевое жидкое содовое А ГОСТ 13078-67 | 5-10 | ||||
| Вспомогательное вещество ОП-7 ГОСТ 8433-87 | 3-5 | ||||
| 4. Промыть детали в горячей воде. | |||||
| Ванна промывки | Вода питьевая проточная ГОСТ 51232-98 | 60-90 | 2-3 погружения | ||
| Особые указания: термометр ТТП4…6 ТУ 25-2021.010-89. | |||||
Нанесение покрытия | |||||
| 0030 Фосфатирование | Ванна фосфатирования | ||||
| Содержание операции | |||||
| 1. Поместить детали в ванну фосфатирования. | |||||
| Особые указания: часы любого типа. | |||||
| 2. Прогреть детали в ванне фосфатирования. | |||||
| 85-95 | 1-3 | ||||
| Особые указания: допускается производить прогрев детали в ванне горячей промывки. | |||||
| 3. Химическое фосфатирование деталей. | |||||
| Препарат «Мажер» | 30-35 | 85-88 | 15-20 | ||
| Цинк азотнокислый 6-водный Х.У. ГОСТ 5106-77 Общая кислотность 40-60 «точек», свободная кислотность 2,5-6 «точек» | 55-65 | ||||
| Примечания | |||||
| * Мелкие детали в корзинах или в сетках необходимо встряхивать для смещения мест прилегания деталей друг к другу и для удаления газа. | |||||
| * Детали на приспособлении и приспособления в ванне необходимо располагать так, чтобы в полостях и углублениях сложных деталей не могли образовываться воздушные мешки. | |||||
| Особые указания: при фосфатировании на автомате АЛХ-78 промывку в непроточной воде после пассивирования допускается не производить. | |||||
| * Налет нерастворимых солей, который может образовываться на поверхности детали, удаляется волосяными щетками при промывке в воде (операция 0030, переход 4). | |||||
| 4. Промыть детали в холодной воде. | |||||
| Ванна промывки | Вода питьевая проточная ГОСТ 51232-98 | T, воды | 2-3 погружения | ||
Окончательные операции | |||||
| 0040 Пассивирование | |||||
| Содержание операции | |||||
| 1. Поместить детали в ванну пассивирования. | |||||
| Ванна пассивирования | 1. Калийбихромат технический сорт 1 ГОСТ 2652-71 | 80-100 | 50-80 | 5-10 | |
| 2. Промыть детали в непроточной воде (экономник). | |||||
| Ванна промывки | Вода питьевая | Т, воды | 3-4 погружен. | ||
| Особые указания: приспособления с деталями допускается погружать в экономник на 2/3 их высоты (не менее). | |||||
| 2. Калийбихромат технический сорт 1 ГОСТ 2652-78 | 3-6 | 80-85 | 15-20 | ||
| Особые указания: в операции 0040 переходы 3,4 после применения раствора №2 не производить. | |||||
| 3. Промыть детали в холодной воде. | |||||
| Ванна промывки | Вода питьевая проточная ГОСТ 51232-98 | T, воды | 2-3 погружения | ||
| 4. Промыть детали в горячей воде. | |||||
| Ванна промывки | Вода питьевая проточная ГОСТ 51232-98 | 60-90 | 2-3 погружения | ||
| 0050 Сушка | Сушильный шкаф | 110-115 | 20-30 | ||
| Примечание | |||||
| * Допускается сушка сжатым воздухом, кроме сварных и клепаных сборок отд. 1.Сварные и клепаные сборки отд. 5 сушить сжатым воздухом в течении 2-3 минут, затем сушить на воздухе до полного охлаждения. | |||||
| 0060 Демонтаж приспособлений | |||||
| 0065 Протирка | |||||
| Особые указания: детали по хромированным поверхностям протереть обтирочным материалом для удаления солей фосфата. | |||||
| 0070 Контрольная | Стол контролера ОС-20 | ||||
| 0080 Монтаж приспособлений для промасливания деталей | |||||
| 0090 Промаслива-ние | |||||
| Содержание операции | |||||
| 1. Поместить детали в ванну промасливания. | |||||
| Ванна промасливания | Масло индустриальное И-20А сорт 1 ГОСТ 20799-88 или масло индустриальное И-8А сорт 1 ГОСТ 20799-88 | 105-115 | 2-5 | ||
| Особые указания: детали, имеющие местное промасливание, допускается промасливать ветошью, пропитанной маслом с температурой не ниже 40С. | |||||
| 2. Расположить детали на столе для обтекания масла. | |||||
| Стол для стока масла | 2-3 | ||||
| 3. Протереть смазанные детали салфеткой обтирочной. | |||||
| Примечания | |||||
| * Номенклатуру деталей, подвергающихся промасливанию (операции 0080-0090), смотреть в ведомости покрытий. | |||||
| * Пропитку деталей лаком (смотреть технологический процесс и ведомость лакокрасочных покрытий) производить непосредственно после операции 0070, но не позднее, чем через 24 часа после окончания процесса фосфатирования сварных и клепаных сборок, которые поступают на пропитку лаком в другие цеха завода. | |||||
Контроль покрытия
Визуальный контроль (по внешнему виду детали):
- на поверхности детали не допускается закатанная окалина, заусенцы;
- поверхность после механической обработки должна быть без видимого слоя смазки или эмульсии, металлической стружки, пыли и продуктов коррозии;
- швы на сварных и паяных деталях должны быть зачищены по всему периметру и исключать затекание электролита в зазор.
Для мелких деталей проверяют 2-5% деталей от общего количества. Внешнему осмотру подвергаются все детали при естественном или искусственном освещении. Цвет покрытия от светло-серого до черного, в зависимости от марки металла, предварительной, механической и термической обработки.
На фосфатированных деталях не допускается:
а) сажистый (рыхлый) осадок;
б) ржавчина и зеленые пятна.
Допускается:
а) разнокристалличность на участках местной закалки, сварки, наклепа, различной шероховатости поверхности, т.е. неоднородность цвета на одной и той же детали;
б) белый налет, удаляемый протиркой;
в) следы медного электрода на деталях, сваренных точечной или роликовой сваркой;
г) отдельные пятна от потеков воды;
д) отдельные пятна от хромовых солей вокруг отверстий, пор, раковин, в местах контакта деталей с приспособлением и местах сопряжения неразъемных сборочных единиц;
е) отсутствие фосфатного покрытия в местах контактов тяжелых крупнокалиберных деталей с приспособлением, а также в глухих узких отверстиях.
После испытания деталей производится окончательное покрытие лаком.
Карта типового технологического процесса нанесения лакокрасочных покрытий.
| № операции | Оборудование и приспособления | Состав раствора, наименование, марка | Температура, С |
| 1 | 2 | 3 | 4 |
| 0010 Подготовка | Рабочий стол 5. ОС. 79. А | ||
| Содержание операции | |||
| 1. Промыть поверхности деталей и сборок салфеткой, смоченной в уайт-спирте. Промыть мелкие детали в ванне. | |||
| Приспособление для промыва деталей, салфетки обтирочные | |||
| 2. Протереть детали и сборки сухими и чистыми салфетками. | |||
| 3. Просушить детали и сборки на воздухе. | |||
| 15-35 | |||
| 4. Предохранить на деталях и сборках от попадания лака поверхности, не подлежащие покрытию. | |||
| Лента ПВХ 15*0,20 голубая 1 сорт | |||
| 0020 Контроль | |||
| 0030 Пропиточная | |||
| Содержание операции | |||
| 1. Приготовить рабочий состав лака. | |||
| Рабочий стол, тара для лакокрасочных участков | Клей БФ-4 ГОСТ 12172-74; вязкость клея 13- для пропитки, 15- для пульверизатора. Растворитель 646 ГОСТ 18188-72; вязкость растворителя 11- для пропитки, 15- окунанием. Нигрозин спирторастворимый А черный ГОСТ 9307-78. | ||
| 2. Протирать детали и сборки первым слоем лака. | |||
| 3. Удалить потеки лака с поверхности детали. | |||
| 4. Просушить лак на воздухе. | |||
| 15-35 | |||
| 5. Протирать детали и сборки вторым слоем лака. | |||
| 6. Просушить лак на воздухе. | |||
| 15-35 | |||
| 7. Удалить изоляцию и протереть от лака поверхности, не подлежащие покрытию. | |||
| 8. Просушить лак в сушильном шкафу. | |||
| 150-180 | |||
| 9. Охладить детали и сборки на воздухе. | |||
| 15-35 | |||
| 0040 Контроль | |||
| 0050 Исправление дефектов пропитки | |||
| Содержание операции | |||
| 1. Зашлифовать дефектные места. | |||
| 2. Протереть поверхности деталей салфеткой, смоченной в уайт-спирте . | |||
| 3. Просушить детали на воздухе. | |||
| 15-35 | |||
| 4. Пропитать дефектные места. | |||
| Вязкость 13-15 | |||
| 5. Просушить детали на воздухе. | |||
| 15-35 | |||
| 6. Просушить детали в сушильном шкафу. | |||
| 150-180 | |||
| 7. Охладить детали на воздухе. | |||
| 15-35 | |||
| 0060 Контроль | |||
| Примечания | |||
| 1* Пропитку лаком производить не позднее 24 часов после выполнения операции фосфатирования. | |||
| 2* Допускается обезжиривание деталей производить растворителем нефрас С2-80/120. | |||
| 3* Детали, не технологичные для пропитки из краскораспылителя, допускается пропитывать методом окунания с последующим удалением потеков. | |||
| 4* Перед пропиткой поверхности деталей и сборок, труднодоступных для покрытия из краскораспылителя, покрыть лаком с помощью кисти КХЖК-2 любого типа. | |||
| 5* При пропитке деталей в два слоя, первую пропитку деталей, отдельные поверхности которых невозможно покрыть из краскораспылителя (пазы, глубокие отверстия и т.д.), производить окунанием в ванне с лаком. | |||
| 6* Снятие потеков лака после пропитки окунанием необходимо производить через 1-2 минуты, чтобы лак не успел просохнуть. | |||
| 7* Нанесение лака на поверхности деталей и сборок из краскораспылителя производить тонкими слоями. Особенно тщательно выполнять это правило при покрытии пружин и проволочных деталей. | |||
| 8* Для деталей, пропитываемых в один слой, переходы 4 и 5 операции 0030 не выполнять, сушку лака производить согласно переходам 6,7,8 операции 0030. | |||
| 9* Отсчет продолжительности сушки начинать при достижении температуры в сушильном шкафу 150 С. | |||
| 10* Промасливание поверхностей, указанных на чертеже, производить после пропитки и сушки. | |||
| 11* Для шлифовки дефектных мест (операция 0050 переход 1) допускается применять другие типы шкурок. | |||
| 12* Сушку фосфатно-лакового покрытия тяжелых и крупногабаритных деталей и сборок производить при температуре 15-35 С в течении 24 часов. | |||
| 13* Пропитку бесцветным лаком поверхностей, указанных на эскизах детали 02.001; 02.023; 02.026; 02.028; изделия 2А42 производить согласно т/п 0504.01279.00031, сушить лак при температуре 15-35 С в течении 20-60 минут. Затем предохранить эти поверхности от попадания черного лака и произвести пропитку черным лаком. | |||
| 14* Пропитку бесцветным лаком участков Ж, К, И, детали 02.023 изделия 2А42 допускается производить кистью или шомполом. | |||
Похожие работы
... к началу обучения, соотношение с качествами личности молодого специалиста, – является первоосновой количества и качества работы ВУЗа по организации воспитывающего обучения (профессионального обучения, формирования творческого потенциала личности, ответа на вопросы о том, чему учить и как учить). Опираясь на приведенные выше базовые положения, естественнонаучные закономерности развития творческих ...
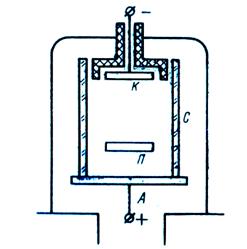
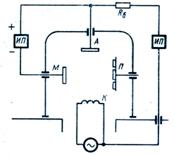
... напыления двух различных металлов путем поочередного подключения испарителей к силовому блоку питания, а также была оснащена заслонкой с управлением электромагнитом. 2.1. Конструкция и принцип работы базовой лабораторной установки вакуумного напыления 2.1.1. Блок-схема Установка состоит из трех основных структурных единиц. Это, собственно, вакуумная камера, в которой производится нанесение ...
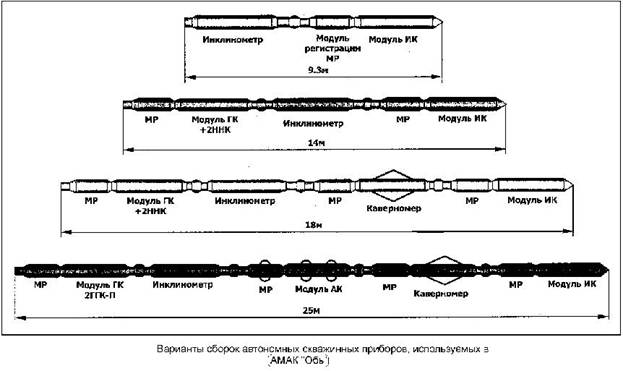




... на скорость бурения. Возникает двойная необходимость регистрации технологических параметров – для оптимизации бурения и для решения геологических задач. Назначение наддолотного модуля, устройство и работа модуля Модуль (рис.3.10.) предназначен для измерения технологических и геофизических параметров непосредственно около долота, в процессе бурения гидравлическими забойными двигателями и передачи ...
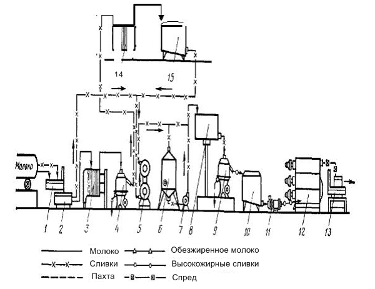
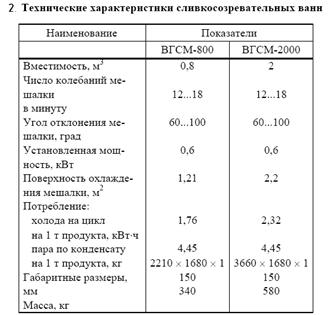

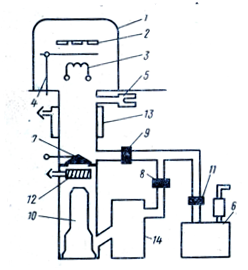
... 13 — стол и весы; 14 — охладитель пластинчатый; 15 — емкость для резервирования сливок. 3. Сравнительная характеристика технологического оборудования Спред вырабатывается с помощью аналогичного оборудования что и сливочное масло. Оборудование для производства сливочного масла делится на оборудование для подготовительных операций и оборудование для выработки сливочного масла. Подготовительные ...
0 комментариев