Анализ технологичности конструкции детали
Коэффициент точности обработки детали
Определение расчетного размера
Анализ средств измерения
Выбор измерительных инструментов
Разработка операционного технологического процесса
Определение режимов резания и норм времени
Расчет зажимного усилия приспособления
Определение геометрических параметров фрезы
Определение потребности в оборудовании
Определение численности производственных рабочих на заданную программу выпуска по вариантам технологических процессов
Определение капиталовложений по вариантам технологических процессов
Расчет технологической себестоимости по сравниваемым вариантам технологических процессов
Расчет стоимости силовой электроэнергии
Расчет амортизации оборудования
Расчет расходов на ремонт и содержание оборудования
Расчет расходов на амортизацию и содержание приспособлений
Расчет расходов на содержание, ремонт и амортизацию здания
Расчет показателей экономической эффективности
Экологическая часть
Навигация
Определение режимов резания и норм времени
Усовершенствование технологического процесса механической обработки детали "Стакан"
93828
знаков
24
таблицы
6
изображений
2.7 Определение режимов резания и норм времени
Определяем режимы резания на операцию 0010 фрезерная, переход 1 – фрезерование плоскости.
Фрезерование плоскости производится на горизонтально-расточном станке ИР-500ПМФ4. Деталь устанавливается и закрепляется в фрезерном приспособлении. Обработка производится специальной фрезой с пластинами из твердого сплава Т15К10. Для проверки точности и качества используется специальный калибр.
2.7.1 Назначаем режимы резания по эмпирическим формулам.
Глубина резания t=1 (мм);
Подача на зуб Sz=0,3…0,6,
принимаем Sz=0,5 (мм/зуб) ([2],с.285.т.36).
Определяем подачу на оборот фрезы по формуле:
![]() (17)
(17)
![]() (мм/об)
(мм/об)
Определяем скорость резания по эмпирической формуле:
![]() (м/мин). (18)
(м/мин). (18)
Где Cv, q, m, x, y, u, p – коэффициент и показатели степени,
Cv=332; q=0,2; x=0,1; y=0,4; u=0,2; p=0; m=0,2. ([2], с.286, т.39).
D – диаметр фрезы, мм;
Т – стойкость инструмента, T=180 мин ([2], с.290, т.40);
t – глубина резания, мм;
Sz – подача на зуб фрезы, мм/зуб;
B – ширина фрезерования, B=76 мм;
z – число зубьев, z=8;
Kv – общий поправочный коэффициент на скорость резания ([2], с.282).
![]() (19)
(19)
Где Kmv – коэффициент, учитывающий качество обрабатываемой поверхности;
Knv – коэффициент, учитывающий состояние поверхности заготовки;
Kmv – коэффициент, учитывающий материал инструмента ([2], с.261, т.1).
 (20)
(20)
Где Kr – коэффициент, характеризующий группу стали по обрабатываемости, Kr=1,2;
σВ – предел прочности, σВ=655 МПа;
nv – показатель степени, nv =1,0. ([2], с.262, т.2).
![]()
Knv=1,0 ([2], с.263, т.5).
Kuv=0,3 ([2], с.263, т.6).
![]()
![]() (м/мин)
(м/мин)
Определяем частоту вращения шпинделя:
![]() , мин-1 (21)
, мин-1 (21)
Где V – скорость резания,
Dфр – диаметр инструмента (фрезы).
![]() , мин-1
, мин-1
принимаем 254 мин-1.
Определяем силу резания:
![]() , Н ([2], с. 282) (22)
, Н ([2], с. 282) (22)
Где Ср, x, y, u, q, w – коэффициент и показатели степени,
Ср=825; x= 1,0; y=0,75; u=1,1; q=1,3; w=0,2 ([2], с. 291, т.41)
Kmp – поправочный коэффициент на качество обработанного материала ([2], с. 264, т.9).
![]() (23)
(23)
Где n – показатель степени
n = 0,3.
![]()
![]() Н
Н
Определяем крутящий момент:
![]() , Н м (24)
, Н м (24)
![]() , Н м.
, Н м.
Определяем мощность, потребную на резание, т.е. эффективную мощность:
![]() , кВт (25)
, кВт (25)
![]() кВт.
кВт.
![]()
Мощность потребная на резание меньше мощности станка, следовательно обработка возможна.
На остальные операции режимы назначаем по техническим нормативам режимов резания и они внесены в операционные карты механической обработки.
2.7.2 Определение основного времени
![]() (26)
(26)
Где Lрх – длина рабочего хода с учетом врезания и перебега,
Sмин – минутная подача на оборот инструмента,
i – количество переходов.
Lрх = l + l1 + l2 (27)
Где l – длина рабочего хода,
l1 – величина врезания,
l2 – величина перебега.
Lрх = 206 + 1+ 1 = 208

Рис. 3. Схема обработки.
![]() (мин)
(мин)
Определяем вспомогательное время по формуле:
TB1 = tв1 + tв2 + tв3 + tв4 (28)
Где tв1 = 0,16 (мин) – время на установку и снятие детали ([4], стр. 58, к. 16, л.3);
tв2 = 0,03 (мин) – время на проход инструмента ([4], стр. 108, к. 31);
tв2 = 0,04х2=0,08 (мин) – время на установку инструмента ([4], стр. 109, к. 31);
tв2 = 0,06 (мин) – время на установку режимов резания ([4], стр. 109, к. 31);
tв2 = 0,04х2=0,08 (мин) – время на включение/выключение двигателя и системы ЧПУ ([4], стр. 109, к. 31);
tв3 = 0,15х2 =0,3 (мин) – время на контроль штангенциркулем ([4], стр. 191, к. 86, л. 1);
tв4 = 0,05 (мин) – время на установку щитка ограждения от стружки.
TB = 0,16 + 0,03 + 0,08 + 0,06 + 0,08 + 0,3 = 0,44 (мин).
Определяем оперативное время по формуле:
ТОП = ТО + ТВ (29)
ТОП = 0,204 + 0,44 = 0,644 (мин).
Определяем долю времени, затрачиваемую на обслуживание оборудования и личные надобности из соотношения:
ТОБСЛ + ТОЛН = 10%ТОП (30)
Где ТОБСЛ – время на обслуживание оборудования и рабочего места,
ТОЛН – время на отдых и личные надобности рабочего.
ТОБСЛ + ТОЛН = ![]() (мин).
(мин).
2.7.3 Определение нормы штучного времени
ТШТ = ТОП + ТОБСЛ + ТОЛН (31)
ТШТ = 0,644 + 0,0644 = 0,7084 (мин).
2.8 Оформление технологических документов
Комплект технологических документов составлен и оформлен в соответствии с требованиями ГОСТ 3.118-82 и ГОСТ 3.1121-74.
3. Конструкторская часть
3.1 Проектирование и расчет приспособления
3.1.1 Описание работы приспособления
Усилие зажима должно препятствовать изменению положения детали вследствие действия сил резания, веса, центробежных сил, сил инерции.
Специальное фрезерное приспособление применяется для обработки криволинейного контура детали “Стакан” 2А38.02.038 на операции 0060 программная. Обработка ведется на горизонтально-расточном станке ИР-500ПМФ4.
Характерной особенностью данного приспособления является то, что оно служит для одновременной установки и закрепления 2-х заготовок, т.е. является двухпозиционным, что увеличивает производительность.
Приспособление состоит из следующих основных частей:
- стойка;
- прихват (6 шт);
- база (6 шт);
- болт (2 шт);
- шайба;
- плита;
- палец (2 шт);
- шпилька (2 шт).
Заготовка имеет полное базирование в приспособлении, т.е. лишена 6 степеней свободы.
При базировании заготовка опирается плоскими поверхностями на базовые выступы, к которым она поджимается двумя прихватами, приводимыми в действие вращением гайки, установленной на шпильке, причем указанная шпилька оснащена левой и правой резьбой, что позволяет обеспечить одновременное смещение навстречу друг другу зажимов и надежно закрепить одновременно 2 заготовки.
Во избежание смещения заготовок в процессе фрезерования форма прихватов соответствует сложной конфигурации деталей; так, например, скос прихвата позволяет обеспечить обработку фрезерованием паза на заготовке в позиции 2.
Применение винтовых зажимов экономически и технически оправдано в связи с их простотой и дешевизной изготовления, легкостью сборки и обеспечением локального закрепления заготовок сложной формы.
Силовой расчет сводится к назначению параметров резьбы с целью обеспечения требуемого усилия зажима и надежностью конструкции.
Похожие работы
... к началу обучения, соотношение с качествами личности молодого специалиста, – является первоосновой количества и качества работы ВУЗа по организации воспитывающего обучения (профессионального обучения, формирования творческого потенциала личности, ответа на вопросы о том, чему учить и как учить). Опираясь на приведенные выше базовые положения, естественнонаучные закономерности развития творческих ...
... напыления двух различных металлов путем поочередного подключения испарителей к силовому блоку питания, а также была оснащена заслонкой с управлением электромагнитом. 2.1. Конструкция и принцип работы базовой лабораторной установки вакуумного напыления 2.1.1. Блок-схема Установка состоит из трех основных структурных единиц. Это, собственно, вакуумная камера, в которой производится нанесение ...




... на скорость бурения. Возникает двойная необходимость регистрации технологических параметров – для оптимизации бурения и для решения геологических задач. Назначение наддолотного модуля, устройство и работа модуля Модуль (рис.3.10.) предназначен для измерения технологических и геофизических параметров непосредственно около долота, в процессе бурения гидравлическими забойными двигателями и передачи ...
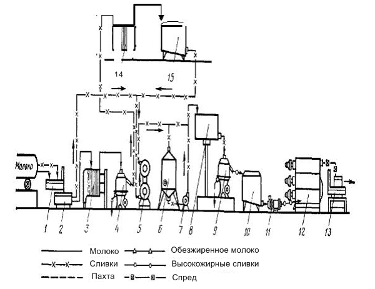

... 13 — стол и весы; 14 — охладитель пластинчатый; 15 — емкость для резервирования сливок. 3. Сравнительная характеристика технологического оборудования Спред вырабатывается с помощью аналогичного оборудования что и сливочное масло. Оборудование для производства сливочного масла делится на оборудование для подготовительных операций и оборудование для выработки сливочного масла. Подготовительные ...
0 комментариев