Анализ технологичности конструкции детали
Коэффициент точности обработки детали
Определение расчетного размера
Анализ средств измерения
Выбор измерительных инструментов
Разработка операционного технологического процесса
Определение режимов резания и норм времени
Расчет зажимного усилия приспособления
Определение геометрических параметров фрезы
Определение потребности в оборудовании
Определение численности производственных рабочих на заданную программу выпуска по вариантам технологических процессов
Определение капиталовложений по вариантам технологических процессов
Расчет технологической себестоимости по сравниваемым вариантам технологических процессов
Расчет стоимости силовой электроэнергии
Расчет амортизации оборудования
Расчет расходов на ремонт и содержание оборудования
Расчет расходов на амортизацию и содержание приспособлений
Расчет расходов на содержание, ремонт и амортизацию здания
Расчет показателей экономической эффективности
Экологическая часть
Навигация
Коэффициент точности обработки детали
Усовершенствование технологического процесса механической обработки детали "Стакан"
93828
знаков
24
таблицы
6
изображений
3. Коэффициент точности обработки детали.
![]() (3)
(3)
Где ![]() - средний квалитет точности обработки
- средний квалитет точности обработки
![]() (4)
(4)
Где ![]() число размеров соответствующего квалитета.
число размеров соответствующего квалитета.
Чем больше ![]() , тем технологичнее конструкция; при
, тем технологичнее конструкция; при ![]() <0,8 деталь относится к весьма точным.
<0,8 деталь относится к весьма точным.
![]()
![]()
Так как 0,9195>0,8 , то деталь технологична.
4. Коэффициент шероховатости поверхностей детали.
![]() (5)
(5)
Где ![]() - средняя шероховатость поверхностей.
- средняя шероховатость поверхностей.
 (6)
(6)
Где ![]() - количество поверхностей, имеющих шероховатость, соответствующую данному числовому значению параметра Ra.
- количество поверхностей, имеющих шероховатость, соответствующую данному числовому значению параметра Ra.
Деталь считается технологичной, если ![]() <0,32.
<0,32.
![]()
![]()
Т.к. 0,106<0,32, деталь технологична.
Вывод: деталь технологична по всем коэффициентам, кроме КИМ, т.к. большое количество материала уходит в стружку при обработке внутренних поверхностей отверстий и пазов, которые нельзя получить при штамповке. А менять метод получения заготовки нецелесообразно, т.к. штамповка является прогрессивным методом заготовительного производства.
Поэтому, для повышения КИМ произведем корректировку размеров заготовки, т.е. уменьшим припуски на обработку, а также применим более современное оборудование при отрезке заготовок.
2 Технологическая часть
2.1 Определение типа производства
Правильно выбранный тип производства оказывает решающее значение на характер и построение технологического процесса. Базовый технологический процесс разработан для условий серийного производства, усовершенствованный технологический процесс разрабатывается для условий мелкосерийного производства. Объем выпуска 400 шт.
2.2 Обоснование метода получения заготовки
Вид заготовки оказывает значительное влияние на характер технологического процесса, трудоемкость и экономичность ее обработки.
В базовом технологическом процессе заготовкой для детали “Стакан” является штамповка ГОСТ 2591-88 материал сталь 30ХРА ГОСТ 4543-88.
В усовершенствованном технологическом процессе исходя из условий мелкосерийного производства, формы детали, материала и полученного КИМ, данный метод получения заготовки наиболее целесообразен. В штампованной заготовке структура металла более однородна, благодаря этому деталь будет более прочной по сравнению с литьем.
Сам способ получения заготовки заключается в следующем.
В кузнечный цех поступает горячекатаный прокат с квадратным профилем 55х55 ГОСТ 2591-88, затем происходит его нагрев в газовой печи при температуре 650±40ºC в течении 28-32 минут. Затем происходит операционный контроль нагрева, а потом горячая отрезка заготовок на пресс-ножницах по 1 штуке при интервале температур 350-450ºС.
Операционный контроль проводится в соответствии с ТУ.
После контроля заготовки проходят повторный нагрев в газовой печи при температуре 1200±40ºC в течении 18-28 минут. Затем визуально контролируют нагрев и штампуют заготовки на молотовом штампе по 1 штуке, окончательно штампуют за 5 ударов. Обрезка облоя производится на обрезных штампах под нагревом в интервале температур 720-850ºC. Операционный контроль периодический, 2% от партии. Проверка заполнения ручьев контролируется визуально.
После штамповки в поверхностных слоях заготовки возникают нежелательные напряжения, от которых следует избавляться, поэтому проводят термообработку нормализация.
Затем производят контроль твердости 3% от партии, очищают от окалины на дробеметных установках, допускается галтовка в галтовочном барабане. Очистка 10% заготовок из партии от заусенцев, заточка под стилоскоп 100% заготовок, а затем сплошной контроль марки стали стилоскопом.
В конце производится приемочный контроль 3-5% от партии.
В рамках заготовительного производства производят обдирку с целью удаления дефектного слоя и подготовки чистовых баз под последующую обработку.
Полученная заготовка имеет параметр шероховатости Ra 10 мкм и квалитет точности h14.
2.2.1 Назначение припусков на обрабатываемую поверхность
Согласно ГОСТ 7505-88 назначаем припуски под механическую обработку на обрабатываемые поверхности детали “Стакан”.
Так как заготовкой является штамповка, расчету подлежат все поверхности.
Похожие работы
... к началу обучения, соотношение с качествами личности молодого специалиста, – является первоосновой количества и качества работы ВУЗа по организации воспитывающего обучения (профессионального обучения, формирования творческого потенциала личности, ответа на вопросы о том, чему учить и как учить). Опираясь на приведенные выше базовые положения, естественнонаучные закономерности развития творческих ...
... напыления двух различных металлов путем поочередного подключения испарителей к силовому блоку питания, а также была оснащена заслонкой с управлением электромагнитом. 2.1. Конструкция и принцип работы базовой лабораторной установки вакуумного напыления 2.1.1. Блок-схема Установка состоит из трех основных структурных единиц. Это, собственно, вакуумная камера, в которой производится нанесение ...
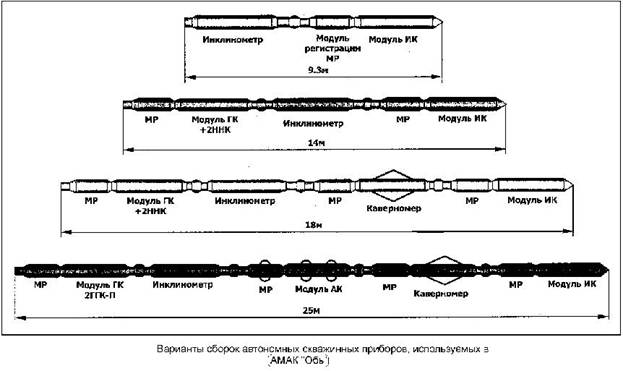




... на скорость бурения. Возникает двойная необходимость регистрации технологических параметров – для оптимизации бурения и для решения геологических задач. Назначение наддолотного модуля, устройство и работа модуля Модуль (рис.3.10.) предназначен для измерения технологических и геофизических параметров непосредственно около долота, в процессе бурения гидравлическими забойными двигателями и передачи ...
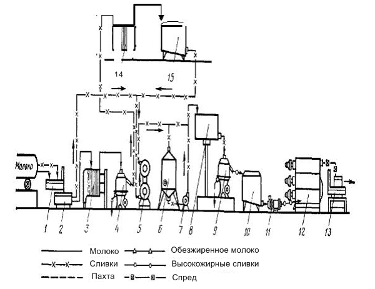

... 13 — стол и весы; 14 — охладитель пластинчатый; 15 — емкость для резервирования сливок. 3. Сравнительная характеристика технологического оборудования Спред вырабатывается с помощью аналогичного оборудования что и сливочное масло. Оборудование для производства сливочного масла делится на оборудование для подготовительных операций и оборудование для выработки сливочного масла. Подготовительные ...
0 комментариев