Анализ технологичности конструкции детали
Коэффициент точности обработки детали
Определение расчетного размера
Анализ средств измерения
Выбор измерительных инструментов
Разработка операционного технологического процесса
Определение режимов резания и норм времени
Расчет зажимного усилия приспособления
Определение геометрических параметров фрезы
Определение потребности в оборудовании
Определение численности производственных рабочих на заданную программу выпуска по вариантам технологических процессов
Определение капиталовложений по вариантам технологических процессов
Расчет технологической себестоимости по сравниваемым вариантам технологических процессов
Расчет стоимости силовой электроэнергии
Расчет амортизации оборудования
Расчет расходов на ремонт и содержание оборудования
Расчет расходов на амортизацию и содержание приспособлений
Расчет расходов на содержание, ремонт и амортизацию здания
Расчет показателей экономической эффективности
Экологическая часть
Навигация
Анализ средств измерения
Усовершенствование технологического процесса механической обработки детали "Стакан"
93828
знаков
24
таблицы
6
изображений
2.3.4 Анализ средств измерения
Для контроля точности обработанных поверхностей используются различные средства измерения, как гостированные, так и специальные. Преобладают специальные средства измерения, что сказывается на трудоемкости изготовления детали.
Вывод: комплект технологической документации оформлен не в соответствии с требованиями ЕСТД, технологический процесс разработан на основе дифференциации операций. Технологическая оснастка с низкой степенью механизации, оборудование морально устаревшее; наличие слесарных операций и переходов говорит о том, что режимы резания назначены нерационально. В целом, технологический процесс обеспечивает требования заложенные конструктором, заданную точность и качество поверхностей.
Предложение на усовершенствование
Привести в соответствие с требованиями ЕСТД чертеж детали, а также конструкторско-технологическую документацию.
Трудоемкость изготовления можно уменьшить за счет объединения фрезерных операций, сокращения слесарных, и замены шлифовальных операций мелкозубым фрезерованием.
2.4 Разработка проектного технологического процесса
Разрабатываемый технологический процесс должен быть прогрессивным, обеспечивать производительность труда и качество детали, сократить трудовые и материальные затраты на его реализацию, уменьшить вредные воздействия на окружающую среду.
Технологический процесс разрабатывается на основе имеющегося технологического процесса, анализа конструкторского чертежа и технологических требований, регламентирующих точность, параметр шероховатости поверхности и другие требования качества.
При разработке технологического процесса большое значение имеет выбор базовых поверхностей.
2.4.1 Обоснование выбора баз
Особенно важно выбрать базу при выполнении первой операции. При выборе черновых базовых поверхностей следует руководствоваться следующими правилами:
- черновая базовая поверхность должна обеспечивать устойчивое положение детали в приспособлении;
- если у детали обрабатываются не все поверхности, то за черновые базы принимаются эти не обрабатываемые поверхности;
- у тех деталей, все поверхности которых подлежат обработке, за черновые базы принимаются поверхности с минимальным припуском;
- после выполнения первой операции черновая база должна быть заменена на чистовую.
В усовершенствованном технологическом процессе за черновую базовую поверхность принята нижняя плоскость заготовки, а за дополнительную – боковые плоскости; потому что обработка ведется в перекладку, одновременно подготавливается чистовая базовая поверхность. Такая схема базирования лишает ее шести степеней свободы.

Рис. 1. Схема базирования на 1й операции.
При выборе чистовых базовых поверхностей следует руководствоваться следующими правилами:
- за чистовые базы принимаются основные поверхности баз, от которых заданы основные размеры до других обрабатываемых поверхностей;
- необходимо использовать принцип совмещения баз, т.е. в качестве установочной базы брать поверхность, которая является измерительной базой:
- необходимо использовать принцип постоянства баз, т.е. в ходе обработки на всех основных операциях в качестве установочных баз принимать одни и те же поверхности.
Чистовая база должна быть выбрана так, чтобы в процессе обработки детали не было недопустимых деформаций от усилий резания и зажима;
выбранная чистовая база должна обеспечивать простую и надежную конструкцию приспособления с удобной установкой, креплением и снятием обрабатываемой детали.
Схема базирования по всем операциям приведена в комплекте технологических документов.
2.4.2 Выбор технологического оборудования и технологической оснастки.
2.4.2.1 Выбор оборудования
Выбор станков производится исходя из следующих соображений: выбранный станок должен обеспечивать выполнение технических требований, предъявляемых к выполнению детали;
- размеры рабочей зоны станка должны соответствовать габаритным размерам обрабатываемой детали;
- производительность станка должна соответствовать заданной программе выпуска деталей;
- мощность, жесткость и кинематические возможности станка должны позволять вести обработку на оптимальных режимах резания с наименьшей затратой времени и с наименьшей себестоимостью.
В проектируемом технологическом процессе планируется использование многоцелевого станка ИР-500ПМФ4, предназначенного для высокопроизводительной обработки корпусных деталей массой до 700 кг. Повышенная степень точности станка (класс “П”) обеспечивает обработку отверстий 7, 8 квалитета с параметром шероховатости Ra=2,5 мкм. Категория качества станка высшая. Размер рабочей поверхности стола 500х500 мм. Станок имеет вертикально-подвижную шпиндельную бабку, расположенную внутри подвижной стойки и поворотный стол. На верхнем торце стойки расположен магазин барабанного типа, емкостью 30 инструментов. Поворот магазина осуществляется от высокомоментного двигателя. Номера гнезд магазина закодированы. Мощность станка 14 кВт. Частота вращения шпинделя до 2000 об/мин. Рабочая подача до 2000 мм/мин.
2.4.2.2 Выбор приспособлений
Выбор приспособлений производится в зависимости от вида обработки, типа станка и типа производства. Выбранные приспособления обеспечивают: правильную установку детали, повышение производительности труда, надежность и безопасность работы, расширение технологических возможностей станка, автоматическое получение заданной точности, экономичность обработки.
2.4.2.3 Выбор режущих инструментов
Выбор режущего инструмента зависит от вида станка, метода обработки, материала обрабатываемой детали, требуемой точности и шероховатости поверхностей, типа производства.
В соответствии с выбранным типом производства запланирован универсальный режущий инструмент. Для обработки некоторых поверхностей используется специальный инструмент (фреза). Материал режущей части позволяет работать на оптимальных режимах резания с обеспечением заданной точности и качество поверхности при наибольшей его стойкости.
Похожие работы
... к началу обучения, соотношение с качествами личности молодого специалиста, – является первоосновой количества и качества работы ВУЗа по организации воспитывающего обучения (профессионального обучения, формирования творческого потенциала личности, ответа на вопросы о том, чему учить и как учить). Опираясь на приведенные выше базовые положения, естественнонаучные закономерности развития творческих ...
... напыления двух различных металлов путем поочередного подключения испарителей к силовому блоку питания, а также была оснащена заслонкой с управлением электромагнитом. 2.1. Конструкция и принцип работы базовой лабораторной установки вакуумного напыления 2.1.1. Блок-схема Установка состоит из трех основных структурных единиц. Это, собственно, вакуумная камера, в которой производится нанесение ...
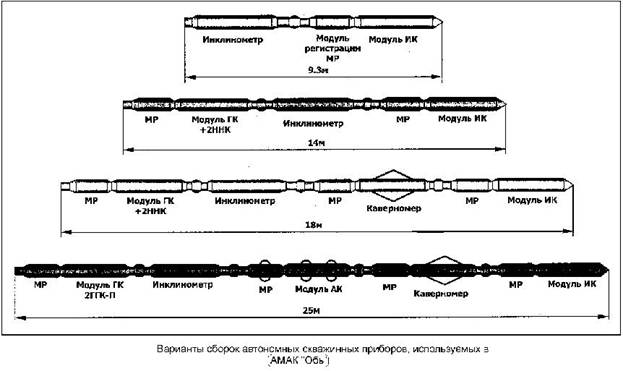




... на скорость бурения. Возникает двойная необходимость регистрации технологических параметров – для оптимизации бурения и для решения геологических задач. Назначение наддолотного модуля, устройство и работа модуля Модуль (рис.3.10.) предназначен для измерения технологических и геофизических параметров непосредственно около долота, в процессе бурения гидравлическими забойными двигателями и передачи ...
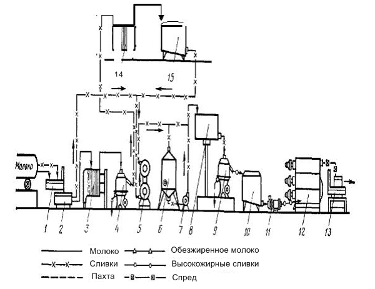
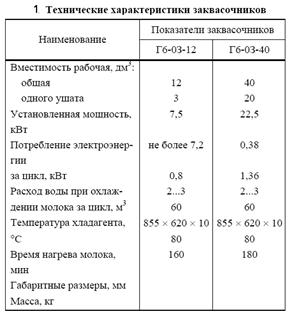
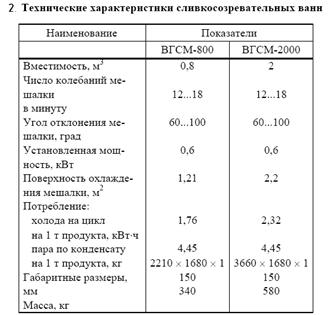
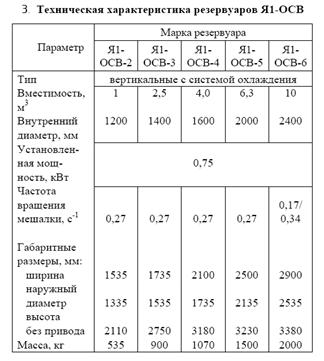

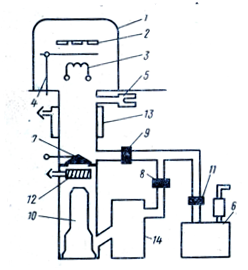
... 13 — стол и весы; 14 — охладитель пластинчатый; 15 — емкость для резервирования сливок. 3. Сравнительная характеристика технологического оборудования Спред вырабатывается с помощью аналогичного оборудования что и сливочное масло. Оборудование для производства сливочного масла делится на оборудование для подготовительных операций и оборудование для выработки сливочного масла. Подготовительные ...
0 комментариев