Анализ технологичности конструкции детали
Коэффициент точности обработки детали
Определение расчетного размера
Анализ средств измерения
Выбор измерительных инструментов
Разработка операционного технологического процесса
Определение режимов резания и норм времени
Расчет зажимного усилия приспособления
Определение геометрических параметров фрезы
Определение потребности в оборудовании
Определение численности производственных рабочих на заданную программу выпуска по вариантам технологических процессов
Определение капиталовложений по вариантам технологических процессов
Расчет технологической себестоимости по сравниваемым вариантам технологических процессов
Расчет стоимости силовой электроэнергии
Расчет амортизации оборудования
Расчет расходов на ремонт и содержание оборудования
Расчет расходов на амортизацию и содержание приспособлений
Расчет расходов на содержание, ремонт и амортизацию здания
Расчет показателей экономической эффективности
Экологическая часть
Навигация
Определение геометрических параметров фрезы
Усовершенствование технологического процесса механической обработки детали "Стакан"
93828
знаков
24
таблицы
6
изображений
3.2.1 Определение геометрических параметров фрезы
Остро заточенная форма зубьев фрезы наиболее распространенная и достаточно технологичная в изготовлении, достаточно универсальная, с точки зрения доработки ее геометрии при перезаточке во время эксплуатации под различные условия обработки.
Прочность зуба обеспечивается углом y=45…50°, Для хвостовых фрез принимается угол y =35°...40°.
Передний угол γ=0…10º в зависимости от свойств обрабатываемого материала; принимаем γ=10º (максимальное значение угла γ облегчает условия врезания в заготовку и деформацию стружки).
Задний угол α предназначен для снижения трения задней поверхности зуба об обрабатываемую поверхность. В зависимости от типа фрезы и обрабатываемого материала угол α назначают в пределах 6…30º. Принимаем α1=16º, α2=35º.
Наличие фаски f упрочняет зуб и служит для восстановления диаметра фрезы при переточках по передней поверхности. Величина f выбирается в пределах 0,5…1 мм, принимаем f=1 мм.

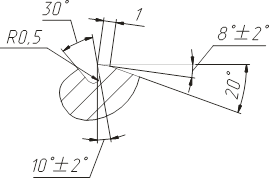
Рис. 5. Геометрические параметры фрезы.
Диаметр фрезы является одним из важнейших элементов, влияющих на процесс фрезерования. Диаметр фрезы назначается конструктивно из условия:
![]() , мм.
, мм.
Где Dфр – диаметр фрезы, мм;
dм – диаметр под шомпол, мм.
![]() (мм).
(мм).
С увеличением диаметра фрезы наблюдается следующее:
- уменьшается толщина срезаемого слоя, отделяемого зубом фрезы, увеличивается поверхность контакта зуба с материалом детали, повышается чистота обработанной поверхности, повышается стойкость фрезы;
- повышается интенсивность отвода тепла, возникающего при резании, т.к. масса металла каждого зуба больше. Кроме того, каждый зуб в течение меньшего промежутка времени находится в работе и, следовательно, воспринимает в процессе резания меньшее количество тепла;
- возможно усиление крепления фрезы, что препятствует возникновению вибраций, способствует повышению чистоты поверхности детали, повышению стойкости фрезы и использованию повышенных режимов при эксплуатации РИ.
Но, наряду с достоинствами, фрезы большого диаметра обладают и недостатками:
- повышается крутящий момент, а, следовательно, увеличивается расход энергии на фрезерование;
- увеличивается рабочая длина фрезерования из-за большой величины врезания, что снижает производительность процесса обработки;
- повышается металлоемкость конструкции и стоимость фрезы.
Основным параметром конструкции фрезы, как многолезвийного инструмента является число зубьев, которое оказывает прямое влияние на производительность труда, на сам процесс фрезерования и на потребляемую при резании мощность.
Упрощенно число зубьев концевой фрезы определяется из соотношения:
![]() ; (37)
; (37)
![]() .
.
Принимаю z=6.
Распределение зубьев по окружности равномерно. Окружной шаг зубьев рассчитывается по формуле:
![]() ; (38)
; (38)
![]() .
.
3.3 Проектирование и расчет специального мерительного инструмента
Специальный мерительный инструмент спроектирован для операции 0050 программная и предназначен для комплексного контроля размеров детали. Он применяется совместно с калибрами-пробками.
Калибр состоит из следующих основных деталей:
- угольник;
- основание;
- стойка (2 шт.);
- втулка;
- планка (2 шт.).
Принцип работы данного калибра заключается в следующем:
- деталь устанавливается на угольник, 3 планки и между четырьмя базовыми стойками по размеру 38, закрепленными на основании.
Контроль позиционного допуска осей четырех отверстий Ø14H8 производится пробкой ТМТ 000.305.000 направляемой через 4 втулки, установленные на основании.
Контроль допуска симметричности отверстия Ø33H14 производится пробкой ТМТ 000.312.000, направляемой по стойке, находящейся также на основании.
Применение данного калибра дает возможность сократить долю вспомогательного времени и возможность выбраковки негодных деталей.
4. Экономическая часть
4.1 Выбор базового варианта для сравнения
Экономическая эффективность внедрения в производство нового технологического процесса машинной обработки детали определяется путем сравнения и анализа ряда технико-экономических показателей проектного варианта и принятого за базу (чаще всего заводского действующего варианта). При совершенствовании существующего на предприятии технологического процесса за базу принимается именно он. Кроме того необходимо выдержать следующие условия сопоставимости: одни и те же требования к качеству продукции; один объем выпуска продукции (вести расчет на программу выпуска завода); одинаковые условия по режиму работы; сходные условия труда и техники безопасности, обязательных для данного вида производства.
Для экономического обоснования технологического процесса необходимы исходные данные, которые приведены в таблице 4.
Таблица 4.
| № п/п | Наименование операции | Тшт-к, мин | Разряд работы | Модель оборудования | Приспособление | Режущий инструмент |
| |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| |||||
| Базовый технологический процесс |
| |||||||||||
| 0110 | Программная | 0,547 | 3 | СФ30Ф3 | Фрезерное спец. | Фреза торцевая (унив.) |
| |||||
| 0120 | Фрезерная | 0,375 | 3 | 6М82Г | Фрезерное спец. | Комплект фрез (спец.) |
| |||||
| 0130 | Фрезерная | 0,296 | 3 | ФАС184 | Фрезерное спец. | Фреза торцевая (унив.) |
| |||||
| 0140 | Шлифовальная | 0,211 | 4 | 30540 | Шлиф. спец. | Шлиф. круг |
| |||||
| 0150 | Шлифовальная | 0,198 | 4 | 30540 | Шлиф. спец. | Шлиф. круг |
| |||||
| 0160 | Фрезерная | 0,375 | 3 | 6М82Г | Фрезерное спец. | Комплект фрез (спец.) |
| |||||
| 0170 | Шлифовальная | 0,625 | 4 | 30540 | Шлиф. спец. | Шлиф. круг |
| |||||
| 0175 | Шлифовальная | 0,535 | 4 | 30540 | Шлиф. спец. | Шлиф. круг |
| |||||
| 0180 | Шлифовальная | 0,621 | 4 | 30540 | Шлиф. спец. | Шлиф. круг |
| |||||
| 0185 | Шлифовальная | 0,544 | 4 | 30540 | Шлиф. спец. | Шлиф. круг |
| |||||
| 0190 | Программная | 5,3485 | 4 | ИР-500ПМФ4 | Фрезерное спец. | Фреза концевая (унив.) - 3 шт; Сверло (спец.); Сверло (унив.) - 2 шт; Развертка (унив.); Зенковка (унив.) |
| |||||
| 0194 | Программная | 13,05 | 5 | ИР-500ПМФ4 | Фрезерное спец. | Фреза концевая (унив.) - 2 шт; Фреза концевая (спец.); Сверло (унив.) - 5 шт; Развертка (унив.); Развертка (спец.); Зенкер (спец.) - 4 шт |
| |||||
| 0195 | Фрезерная | 0,375 | 3 | 6Р12 | Фрезерное спец. | Фреза концевая (спец.) |
| |||||
| 0198 | Программная | 12,51 | 4 | ИР-500ПМФ4 | Фрезерное спец. | Фреза концевая (унив.) - 3 шт; Фреза концевая (спец.) Сверло (унив.) |
| |||||
| 0210 | Фрезерная | 0,349 | 3 | 6Р12 | Фрезерное спец. | Фреза торцевая (унив.) |
| |||||
| 0220 | Фрезерная | 0,388 | 3 | 6Р12 | Фрезерное спец. | Фреза торцевая (унив.) |
| |||||
| 0230 | Слесарная | 0,972 | 4 | Верстак | Тиски | Напильник |
| |||||
| 0350 | Сверлильная | 0,03 | 3 | 2Н118-4 | УСП | Развертка (унив.) - 2 шт; Зенкер (унив.) - 2 шт |
| |||||
| 0360 | Фрезерная | 0,198 | 4 | 6Р12 | УСП Фрезерное | Фреза торцевая (унив.) |
| |||||
| 0370 | Фрезерная | 0,198 | 4 | 6Р12 | УСП Фрезерное | Фреза торцевая (унив.) |
| |||||
| 0380 | Фрезерная | 0,184 | 4 | 6Р12 | УСП Фрезерное | Фреза торцевая (унив.) |
| |||||
| 0390 | Фрезерная | 0,184 | 4 | 6Р12 | УСП Фрезерное | Фреза торцевая (унив.) |
| |||||
| ИТОГО: | 38,11 | - | - | - | - |
| ||||||
| Проектируемый технологический процесс | ||||||||||||
| 0010 | Фрезерная | 1,1 | 4 | ИР-500ПМФ4 | Фрезерное спец. | Фреза торцевая (спец.) | ||||||
| 0020 | Программная | 2,5 | 4 | ИР-500ПМФ4 | Фрезерное спец. | Фреза торцевая (спец.) - 2 шт | ||||||
| 0030 | Фрезерная | 1,69 | 4 | ИР-500ПМФ4 | Фрезерное спец. | Фреза торцевая (спец.) | ||||||
| 0040 | Программная | 4,6 | 4 | ИР-500ПМФ4 | Фрезерное спец. | Фреза торцевая (спец.); Фреза концевая (унив.); Сверло (унив.) - 3 шт; Развертка (унив.) – 2 шт; Зенковка (унив). | ||||||
| 0050 | Программная | 15,3 | 4 | ИР-500ПМФ4 | Фрезерное спец. | Сверло (унив.) - 5 шт; Фреза концевая (унив.) – 3 шт; Развертка (унив.); Развертка (спец.); Зенкер (спец.) – 4 шт; Зенковка (спец.) | ||||||
| 0060 | Программная | 6,07 | 4 | ИР-500ПМФ4 | Фрезерное спец. | Фреза концевая (унив.); Фреза концевая (спец.); | ||||||
| 0080 | Программная | 1,3 | 4 | ИР-500ПМФ4 | Фрезерное спец. | Фреза концевая (унив.) | ||||||
| 0090 | Фрезерная | 0,8 | 4 | ИР-500ПМФ4 | Фрезерное спец. | Фреза концевая (унив.) | ||||||
| ИТОГО: | 34,38 | - | - | - | - | |||||||
Штучно-калькуляционное время определяется по формуле:
![]() , мин. (39)
, мин. (39)
Где n – величина партии, принимаемая на основе рекомендаций по размеру партии и периоду выпуска, типу производства; n=50 шт.
Похожие работы
... к началу обучения, соотношение с качествами личности молодого специалиста, – является первоосновой количества и качества работы ВУЗа по организации воспитывающего обучения (профессионального обучения, формирования творческого потенциала личности, ответа на вопросы о том, чему учить и как учить). Опираясь на приведенные выше базовые положения, естественнонаучные закономерности развития творческих ...
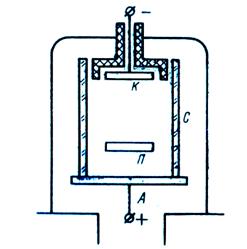
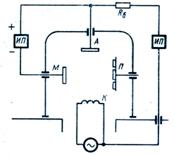
... напыления двух различных металлов путем поочередного подключения испарителей к силовому блоку питания, а также была оснащена заслонкой с управлением электромагнитом. 2.1. Конструкция и принцип работы базовой лабораторной установки вакуумного напыления 2.1.1. Блок-схема Установка состоит из трех основных структурных единиц. Это, собственно, вакуумная камера, в которой производится нанесение ...
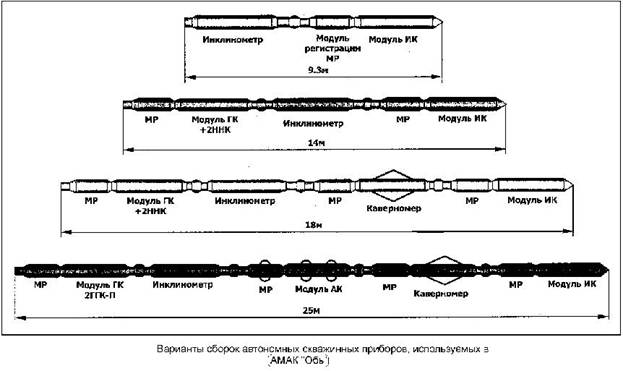




... на скорость бурения. Возникает двойная необходимость регистрации технологических параметров – для оптимизации бурения и для решения геологических задач. Назначение наддолотного модуля, устройство и работа модуля Модуль (рис.3.10.) предназначен для измерения технологических и геофизических параметров непосредственно около долота, в процессе бурения гидравлическими забойными двигателями и передачи ...
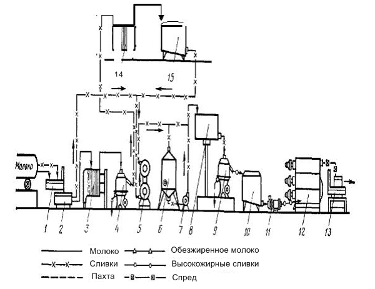

... 13 — стол и весы; 14 — охладитель пластинчатый; 15 — емкость для резервирования сливок. 3. Сравнительная характеристика технологического оборудования Спред вырабатывается с помощью аналогичного оборудования что и сливочное масло. Оборудование для производства сливочного масла делится на оборудование для подготовительных операций и оборудование для выработки сливочного масла. Подготовительные ...
0 комментариев