Анализ технологичности конструкции детали
Коэффициент точности обработки детали
Определение расчетного размера
Анализ средств измерения
Выбор измерительных инструментов
Разработка операционного технологического процесса
Определение режимов резания и норм времени
Расчет зажимного усилия приспособления
Определение геометрических параметров фрезы
Определение потребности в оборудовании
Определение численности производственных рабочих на заданную программу выпуска по вариантам технологических процессов
Определение капиталовложений по вариантам технологических процессов
Расчет технологической себестоимости по сравниваемым вариантам технологических процессов
Расчет стоимости силовой электроэнергии
Расчет амортизации оборудования
Расчет расходов на ремонт и содержание оборудования
Расчет расходов на амортизацию и содержание приспособлений
Расчет расходов на содержание, ремонт и амортизацию здания
Расчет показателей экономической эффективности
Экологическая часть
Навигация
Определение расчетного размера
Усовершенствование технологического процесса механической обработки детали "Стакан"
93828
знаков
24
таблицы
6
изображений
2.2.2 Определение расчетного размера
При односторонней обработке плоских поверхностей формула для расчета будет иметь следующий вид:
НР = Нном + zобщ (7)
Где НР – расчетный размер заготовки, мм
Нном – номинальный размер детали, мм
zобщ – припуск на сторону, мм.
204+1+1=206 мм
38+1+1=40 мм
74+1+1=76 мм
33,5+1+1=35,5 мм
46,5+1+1=48,5 мм
36+1=37 мм
Расчетные размеры на заготовку округляем до технологических возможностей станка и экономической целесообразности принятой точности.
2.2.3 Определение массы заготовки
Определим массу лишнего металла.
![]() (8)
(8)
Где L – длина, мм;
B – ширина заготовки, мм;
t – глубина лишнего слоя металла, мм.
![]() (г)
(г)
![]() (кг)
(кг)
Определим массу заготовки.
![]() (9)
(9)
Где Мзб – масса заготовки по базовому технологическому процессу, кг.
![]() (кг).
(кг).
Определим коэффициент использования материала.
![]() .
.
Вывод: в результате пересчета массы заготовки Ким увеличился с 0,19 до 0,35, что является хорошим показателем для мелкосерийного производства. Дальнейшее его увеличение невозможно в связи со сложной конфигурацией детали, а также с наличием отверстий, которые получаются только в результате механической обработки.
2.2.4 Составляем эскиз заготовки в соответствии с принятыми размерами.
На основе полученных расчетов выполним эскиз заготовки с обозначением необходимых размеров и радиусных уклонов.
Чертеж заготовки представлен в графической части проекта.
2.2.5 Технические требования на изготовление заготовки в соответствии с ГОСТ 2591-88
1. Смещение в плоскости разъема не должно быть более 0,6 мм.
2. Остаток заусенцев на линии разъема штампов не должен быть более 0,5 мм.
3. Торцевой заусенец не должен быть более 4,0 мм.
4. Кривизна смещения не должна быть более 1,0 мм.
5. Поверхностные дефекты не должны быть глубиной более 1,0 мм.
6. Неуказанные штамповые уклоны 7º.
7. Неуказанные радиусы 2,5 мм.
8. Припуски по II классу ГОСТ 7505-88 М1.
9. Допуски по II классу ГОСТ 7505-88 С2.
вертикальные ±1,30,7
горизонтальные ±1,70,9
штамповка на молоте.
10. Количество деталей из штамповки: 1 шт.
11. Термообработка: нормализация.
12. Очистка от окалины: дробеметная или галтовка.
2.3 Анализ базового технологического процесса
Технологический процесс изготовления детали “Стакан” 2А38.02.038 разработан для условий серийного производства. Комплект технологической документации содержит маршрутную технологию, развернутую пооперационную с полным технологическим оснащением и операции технического контроля. Технический цикл обработки поверхностей составлен правильно и направлен на реализацию технических требований изготовления детали.
Трудоемкость изготовления равна 15 нормо-часов.
Производственный процесс состоит из 33 операций, из них:
- механической обработки 21;
- слесарные 2;
- контрольные 3;
- термические 2;
- химические 2;
- размагничивание 1;
- пескоструйная очистка 1;
- покрытие 1.
На первой операции механической обработки за черновую базу принята поверхность размером 122х74 мм, вспомогательной базой – поверхность размером 44х27 мм для подготовки чистовой технологической базы.
На последующих операциях механической обработки принцип постоянства баз соблюдается.
2.3.1 Анализ базового оборудования
В базовом технологическом процессе используются станки моделей – СФ-30Ф3 (вертикально-фрезерный), ФАС-184 (продольно-фрезерный), 6Н82Г (горизонтально-фрезерный), 6Р10 (вертикально-фрезерный), 2Н118-4 (вертикально-сверлильный модифицированный), 30540 (плоскошлифовальный), ИР-500ПМФ4 (горизонтально-расточной).
Применяемое оборудование в базовом технологическом процессе обеспечивает требуемую обработку детали, но некоторые модели морально устарели и требуют замены на более совершенные модели.
2.3.2 Анализ приспособлений
Для установки и закрепления детали применяются приспособления с механическим зажимом. Степень механизации сравнительно низкая.
2.3.3 Анализ режущего инструмента
Для формообразования поверхностей деталей применяется режущий инструмент: фрезы, сверла, зенкеры, развертки, шлифовальные круги. Прогрессивный, оснащенный твердым сплавом и быстрорезом инструмент обеспечивает рациональные режимы резания; также используется специальный режущий инструмент.
Похожие работы
... к началу обучения, соотношение с качествами личности молодого специалиста, – является первоосновой количества и качества работы ВУЗа по организации воспитывающего обучения (профессионального обучения, формирования творческого потенциала личности, ответа на вопросы о том, чему учить и как учить). Опираясь на приведенные выше базовые положения, естественнонаучные закономерности развития творческих ...
... напыления двух различных металлов путем поочередного подключения испарителей к силовому блоку питания, а также была оснащена заслонкой с управлением электромагнитом. 2.1. Конструкция и принцип работы базовой лабораторной установки вакуумного напыления 2.1.1. Блок-схема Установка состоит из трех основных структурных единиц. Это, собственно, вакуумная камера, в которой производится нанесение ...
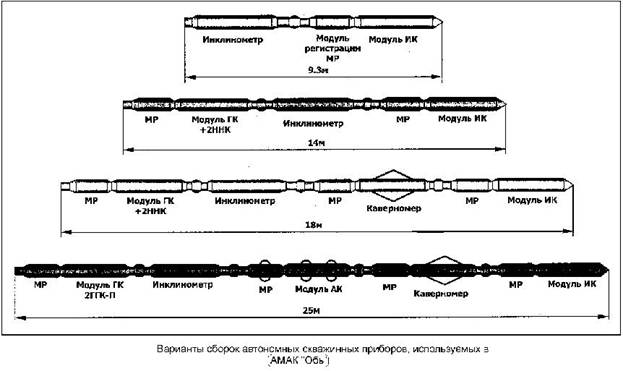




... на скорость бурения. Возникает двойная необходимость регистрации технологических параметров – для оптимизации бурения и для решения геологических задач. Назначение наддолотного модуля, устройство и работа модуля Модуль (рис.3.10.) предназначен для измерения технологических и геофизических параметров непосредственно около долота, в процессе бурения гидравлическими забойными двигателями и передачи ...
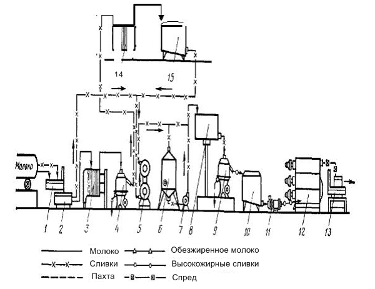
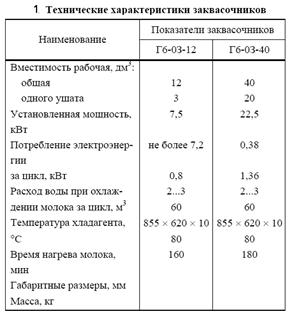
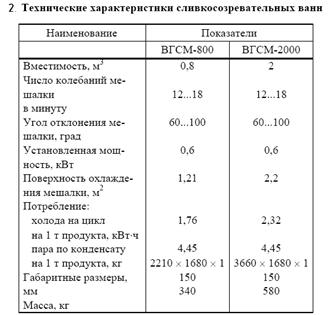
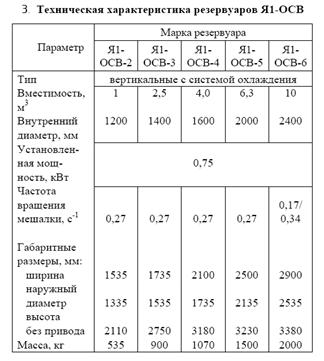

... 13 — стол и весы; 14 — охладитель пластинчатый; 15 — емкость для резервирования сливок. 3. Сравнительная характеристика технологического оборудования Спред вырабатывается с помощью аналогичного оборудования что и сливочное масло. Оборудование для производства сливочного масла делится на оборудование для подготовительных операций и оборудование для выработки сливочного масла. Подготовительные ...
0 комментариев