ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
Участок производства слюдяной массы
Продукт переработки отходов - молотая слюда флогопит
Измельчение
Классификация
Сушка
Транспортирование материала
Технические решения
Расчет классификатора
Подбор насосов
Расчет сушилки с кипящим слоем
Тепловой и материальный баланс процесса сушки
Тепловой конструктивный расчет
М/с
Подбор циклона
Подбор газодувки
Расчет толщины обечайки
Расчет штуцеров и подбор фланцев
МПа < 0,9∙540 = 486 МПа,(4.1.5.3.17)
СИСТЕМА АВТОМАТИЗАЦИИ
БЕЗОПАСНОСТЬ ОБЪЕКТОВ
Экологическая безопасность
РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
Навигация
Тепловой конструктивный расчет
Установка для переработки отходов слюдопластового производства
184445
знаков
19
таблиц
26
изображений
3.5.3 Тепловой конструктивный расчет
Тепловой конструктивный расчет проводится для определения основных габаритных размеров аппарата.
Поскольку теплообмен между газом и частицами в кипящем слое заканчивается на высоте равной двум-трем диаметрам частиц слюды, то расчет скорости псевдоожижения проводим при температуре, равной температуре кипящего слоя. При этом средняя плотность газов в слое:
ρг = ρс.г. ((t1 + 273)/(t2 + 273)),(3.5.3.1)
ρг = 0,584 ((330 + 273)/(100 + 273)) = 0,944 кг/м3. (3.5.3.2)
Находим по таблице 3.5.3.1 кинематический коэффициент вязкости газа: υг = 23,9∙10-6 м2/с.
Таблица 3.5.3.1 Зависимость кинематического коэффициента вязкости газа от его температуры при давлении, близком к атмосферному
| tг, °C | 100 | 120 | 140 | 160 | 180 | 200 | 250 | 300 | 350 |
| υг∙10-6, м2/с | 23,9 | 26,2 | 28,7 | 31,0 | 33,5 | 36,0 | 42,8 | 49,9 | 57,3 |
Определим критерий Архимеда для частицы:
Ar = [(g∙d3)/υг2] ∙ [(ρс - ρг)/ρг] , (3.5.3.3)
где d - средний размер частиц слоя, равный 0,3 мм;
ρс - плотность слюды флогопит, равная 2700 кг/м3.
Ar = [(9,81∙0,33∙10-9)/2,392 ∙ 10-10]*[(2700 - 0,944)/0,944] = 1326.(3.5.3.4)
Определяем критерий Рейнольдса, соответствующий началу ожижения слоя:
Reкр= (Ar∙ε04,75)/(18 + 0,61∙(Ar∙ε04,75)0,5), (3.5.3.5)
где ε0 - порозность насыпного слоя, равная 0,6.
Reкр= (1326∙0,64,75)/(18 + 0,61∙(1326∙0,64,75)0,5) = 4,76. (3.5.3.6)
Тогда скорость ожижения равна:
ωкр= Reкр ∙( υг/d), (3.5.3.7)
ωкр= 4,76∙(23,9 ∙ 10-6/0,3∙10-3) = 0,37 м/с. (3.5.3.8)
Принимаем значение порозности в рабочих условиях ε = 0,8.
Определяем критерий Рейнольдса в рабочих условиях:
Reр= (1326∙0,84,75)/(18 + 0,61∙(1326∙0,84,75)0,5) = 14,76. (3.5.3.9)
Рабочая скорость подачи газа:
ωр = Reр∙( υг/d), (3.5.3.10)
ωр = 14,76(23,9 ∙ 10-6/0,3∙10-3) = 1,17 м/с. (3.5.3.11)
Число псевдоожижения в рабочих условиях:
Wр = ωр/ωкр, (3.5.3.12)
Wр = 1,17/0,37 = 3,16. (3.5.3.13)
Среднее влагосодержание газа:
xг = (x1 + x2)/2, (3.5.3.14)
где x1 - влагосодержание теплоносителя на входе в сушильную камеру при заданной температуре t1 = 330° С, равное 0, 024 кг/кг;
x2 - истинное значение влагосодержания, равное 0,095 кг/кг.
xг = (0, 024 + 0,095)/2 = 0,06 кг/кг. (3.5.3.15)
Определим площадь газораспределительной решетки:
S = (L∙(1 + xг))/( ρг∙ ωр), (3.5.3.16)
где L - массовый расход свежего теплоносителя, равный 0, 23 кг/с
S = (0, 23∙(1 + 0,06))/(0,944∙1,17) = 0,22 м2.(3.5.3.17)
Из условия устойчивого псевдоожижения принимаем высоту насыпного слоя H0 = 0,3 м. Тогда масса сухого продукта, находящегося на решетке:
Gс = ρс∙(1-ε0)∙S∙ H0,(3.5.3.18)
Gс = 2700∙(1 - 0,6)∙0,22∙0,3 = 71,3 кг.(3.5.3.19)
Тогда время пребывания частиц в кипящем слое, необходимое для полного протекания процесса сушки:
τ = Gс/G2,(3.5.3.20)
где G2 - производительность по сухому продукту, равная 143 кг/ч.
τ = 71,3/(143/3600) = 1795 с. (3.5.3.21)
Определяем высоту кипящего слоя в рабочих условиях:
H = H0∙((1 - ε0)/(1 - ε)),(3.5.3.22)
H = 0,3∙((1 – 0,6)/(1 – 0,7)) = 0,4 м.(3.5.3.23)
Тогда высота сепарационной зоны аппарата:
Hсеп = 4∙Н,(3.5.3.24)
Hсеп = 4∙0,4 = 1,6 м.(3.5.3.25)
Определяем конструктивную высоту аппарата от газораспределительной решетки до газохода:
Hа = Hсеп + Н,(3.5.3.26)
Hа = 1,6 + 0,4 = 2 м.(3.5.3.27)
Диаметр аппарата:
D1 = ((4∙S)/π)0,5, (3.5.3.28)
D1 = ((4∙0,22)/3,14)0,5 = 0,53 м.(3.5.3.29)
Газораспределительная решетка является наиболее ответственным узлом аппарата, от ее работы зависит качество псевдоожижения и, следовательно, интенсивность сушки. На рисунке 3.5.3.1 представлена конструкция наиболее распространенного типа колпачковой газораспределительной решетки для сушилок с кипящим слоем.
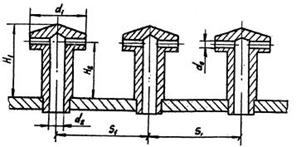
Рисунок 3.5.3.1. Конструкция наиболее распространенного типа колпачковой газораспределительной решетки
Размеры d1, H1, H2 принимаются конструктивно ( d1 = 30![]() 50 мм, H2 = 20
50 мм, H2 = 20![]() 50 мм, H1 = 50
50 мм, H1 = 50 ![]() 100 мм). Шаг s1 между колпачками выбирается в пределах от 150 до 250 мм. Число отверстий в колпачках n0 - от 4 до 16. Диаметр центрального отверстия колпачка d2 должен быть таким, чтобы скорость движения газа в нем составляла ωг= 25
100 мм). Шаг s1 между колпачками выбирается в пределах от 150 до 250 мм. Число отверстий в колпачках n0 - от 4 до 16. Диаметр центрального отверстия колпачка d2 должен быть таким, чтобы скорость движения газа в нем составляла ωг= 25
0 комментариев