ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
Участок производства слюдяной массы
Продукт переработки отходов - молотая слюда флогопит
Измельчение
Классификация
Сушка
Транспортирование материала
Технические решения
Расчет классификатора
Подбор насосов
Расчет сушилки с кипящим слоем
Тепловой и материальный баланс процесса сушки
Тепловой конструктивный расчет
М/с
Подбор циклона
Подбор газодувки
Расчет толщины обечайки
Расчет штуцеров и подбор фланцев
МПа < 0,9∙540 = 486 МПа,(4.1.5.3.17)
СИСТЕМА АВТОМАТИЗАЦИИ
БЕЗОПАСНОСТЬ ОБЪЕКТОВ
Экологическая безопасность
РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
Навигация
Транспортирование материала
Установка для переработки отходов слюдопластового производства
184445
знаков
19
таблиц
26
изображений
2.8 Транспортирование материала
При выборе типа, конструкции и исполнения транспортирующих аппаратов необходимо учитывать следующие факторы:
1) состояние транспортируемого материала, его физические и химические
свойства (крупность кусков, хрупкость, коррозионные свойства, возможное измельчение при перемещении, склонность материала к слипанию и слеживанию, плотность, угол естественного откоса, размеры);
2) производительность машины;
3) длину и траекторию перемещения, размеры и форму помещений;
4) технологический прогресс, перспективы развития предприятия;
5) технику безопасности;
6) хранение материалов и способы загрузки и разгрузки транспортных устройств;
7) климатические условия (для установок, работающих на открытых площадках);
8) экономические показатели.
Из отстойника отходы слюдопластового производства перемещаются в приемный короб барабанной мельницы при помощи винтового конвейера.
К преимуществам винтовых конвейеров относятся компактность, герметичность, простота конструкции и эксплуатации, удобство промежуточной разгрузки, а также возможность транспортирования мокрых и тестообразных материалов (при специальной форме винта). Конструкция винтового конвейера позволяет совмещать операцию транспортирования материалов с некоторыми технологическими процессами (охлаждение, увлажнение, сушка, смешивание). Эти достоинства определяют применение данного аппарата в установке по переработке отходов слюдопластового производства. Конвейер находится в наклонном положении, поэтому слюда будет частично не только измельчаться при перемещении, но и обезвоживаться. Конструкция винтового транспортера представлена на рисунке 2.8.1.
Винтовой конвейер состоит из неподвижного желоба 4 полукруглой формы, внутри которого расположен рабочий орган - винт 5, вращающийся в подшипниках 3. Винт вращается при помощи привода 8, состоящего из электродвигателя и редуктора. Транспортируемый материал загружается через загрузочное отверстие 2. Материал под действием винта поступательно движется по желобу. При этом вращение материала вместе с винтом исключено, так как этому препятствует сила тяжести частиц материала. Разгрузка винтового конвейера может производиться в любом месте по его длине через патрубок 6 с задвижкой 7. Желоб сверху обычно закрывается крышкой 1. Винтовые конвейеры хорошо зарекомендовали себя при транспортировании пылящих (кальцинированная порошкообразная сода, апатитовый концентрат, фосфоритная мука, колчеданный огарок), остро пахнущих и горячих выделяющих газы и пары материалов. Их используют также для транспортирования вязких и тестообразных (мокрая глина и т.д.) материалов.
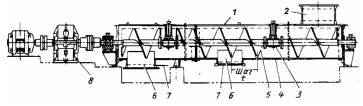
Рисунок 2.8.1. Горизонтальный винтовой конвейер: 1 - крышка; 2 - загрузочное отверстие; 3 - подшипник; 4 - неподвижный желоб; 5 - винт; 6 - патрубок; 7 - задвижка; 8 – привод
Винтовые конвейеры незаменимы в небольших помещениях, когда необходимо транспортировать малое количество материала на короткие расстояния. Поэтому винтовой транспортер также используется и для перемещения отжатой в центрифуге слюды в бункер сушилки кипящего слоя.
Применяются винтовые конвейеры с винтом следующих размеров: диаметр 100![]() 600 мм, длина до 30
600 мм, длина до 30![]() 40 м, а в отдельных случаях до 50
40 м, а в отдельных случаях до 50![]() 60 м. Производительность винтовых конвейеров составляет в среднем 20
60 м. Производительность винтовых конвейеров составляет в среднем 20![]() 40 м3/ч, но при больших размерах винта может доходить до 100 м3/ч и более. Винтовые конвейеры выполняют горизонтальными или пологонаклонными (устанавливают под углом до 20° к горизонту) и вертикальными (для перемещения порошкообразных удобрений, поташа, крахмала, соли и др.). В конструкции вертикального конвейера предусматривается подача материала от горизонтальных винтовых конвейеров, которые создают подпор материала.
40 м3/ч, но при больших размерах винта может доходить до 100 м3/ч и более. Винтовые конвейеры выполняют горизонтальными или пологонаклонными (устанавливают под углом до 20° к горизонту) и вертикальными (для перемещения порошкообразных удобрений, поташа, крахмала, соли и др.). В конструкции вертикального конвейера предусматривается подача материала от горизонтальных винтовых конвейеров, которые создают подпор материала.
Для транспортирования высушенного порошка слюды из сушилки кипящего слоя в фасовочно-упаковочный аппарат лучше использовать ленточный транспортер, чем винтовой. Порошок будет быстрее остывать на открытой ленте, чем в закрытом желобе. Лента должна быть в таком случае жаропрочной.
Ленточный конвейер является широко распространенным типом транспортирующих устройств непрерывного действия с тяговым органом. Основной рабочий орган ленточного конвейера - гибкая замкнутая лента, на которой транспортируется груз. В ленточных конвейерах в качестве тягового элемента применяются резинотканевые (ГОСТ 20-85, ГОСТ 23831-79), резинотросовые (ТУ 38-105841-75) и стальные (ТУ-14-1-525-73) ленты. Область применения ленточных конвейеров достаточно широка: механизация, загрузка и разгрузка складов сырья, подача сырья из склада в цех, перемещение грузов от одного аппарата к другому, транспортирование готового продукта из цеха в склад и т.д.
К достоинствам ленточных конвейеров следует отнести высокую производительность (до 1000 м3/ч и более), широкий диапазон скоростей и
размеров (ширины ленты), непрерывность и равномерность перемещения грузов, пригодность для транспортирования на большие расстояния, простоту устройства и эксплуатации, небольшие энергозатраты и пригодность для перемещения как мелкозернистого сыпучего материала, так и крупнокускового, а также штучных и тарных грузов. В качестве недостатков ленточных конвейеров можно отметить непригодность обычной текстильной ленты для транспортирования горячих спекающихся материалов, возможность химического и механического разрушения, пыление при перемещении порошкообразных материалов и сравнительно малые допускаемые углы наклона конвейера к горизонту. [4]
0 комментариев