Теоретические основы розлива пива под давлением
Пастеризация как средство повышения стойкости пива
Современные способы механизации в складе тары и готовой продукции
Малопроизводительная техника, требующая большой доли ручного труда
Продуктовый расчет пивоваренного производства
Определение промежуточных продуктов и готового пива
Определение расхода хмеля, молочной кислоты
Расчет тары и вспомогательных материалов
Кег занимают 10м2 следовательно 3360кег будут занимать 373 м2
Расход диоксида углерода
Учет и контроль производства
Отчетность в производстве пива
Микробиологический контроль
Навигация
Пастеризация как средство повышения стойкости пива
Цех разлива пива под давлением
131051
знак
9
таблиц
2
изображения
1.2 Пастеризация как средство повышения стойкости пива
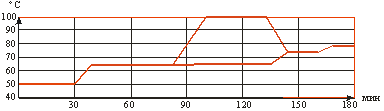
Под пастеризацией понимают уничтожение микроорганизмов в водных растворах путем нагрева. Название процесса происходит от фамилии Луи Пастера, открывшего, что благодаря сильному нагреву жидкость можно сделать биологически стойкой, причем кислые жидкости становятся стерильными при более низкой температуре, чем нейтральные и щелочные (пиво 10-20 мин при t=60-62 С). При дальнейших исследованиях было установлено, что необходимое для уничтожения микроорганизмов время экспоненциально сокращается с повышением температуры. Таким образом, если пиво подвергают воздействию более высоких температур, то микроорганизмы погибают быстрее.
Используют пастеризацию в потоке и пастеризацию в туннельных пастеризаторах.
Пастеризация в потоке
В этом случае пиво нагревается в пластинчатом теплообменнике 68-72 С. Эта температура выдерживается 50 с, а затем пиво снова охлаждается.
Чем выше температура, тем меньше требуется времени для уничтожения микроорганизмов. На этой основе была условно принята величина, выражающая интенсивность тепловой обработки пива (пастеризации) в пастеризационных единицах (ПЕ).
Под ПЕ понимают биологический эффект от тепловой обработки пива в при 60С в течение 1 мин. Рассчитывается по формуле: ПЕ=время*1,393(температура ппастернизации-60)
Для пастеризации пива нужно 14-15 ПЕ. Чем меньше ПЕ применяют, тем лучше качественные свойства пива, но тем ближе подходят к границе, ниже которой могут выживать микроорганизмы. Необходимая величина ПЕ зависит в первую очередь от степени инфицирования пива. Чем больше микроорганизмов содержит пиво, тем выше становится необходимые ПЕ (зачастую 22-27 ПЕ).
Более высокие температуры позволяют пастеризовать пиво за более короткие сроки, однако это требует точной регулировки температуры. Чтобы избежать ухудшения качества пива, температурный режим пастеризации должен тщательно контролироваться и регулироваться.
Пастеризация в потоке гарантирует биологическую чистоту только пива. По современным данным, 50 % чужеродных микроорганизмов попадают в пиво в качестве вторичной инфекции, т.е. на «пути к бутылке», так что поточная пастеризация не дает гарантии, что пиво будет иметь неограниченную стойкость.
Таким образом, пастеризация в потоке предъявляет серьезные требования к чистоте бутылок и машин линии розлива. Несмотря на это, в настоящее время пастеризация в потоке – самая распространенная форма биологической стойкости пива, как в бутылки, так и в кеги.
Пастеризация в туннельных пастеризаторах
В целях обеспечения полной гарантии биологической стойкости пива заполненные пивом бутылки пастеризуют в туннельном пастеризаторе. Туннельный пастеризатор в цехе розлива занимает много места, так как чтобы пройти весь путь, бутылкам требуется около часа. Кроме того установка требует повышенных инвестиционных расходов и потребляет большое количество энергии – 14-24 МДж/гл, или 70-120 МДж/ 1000 бут.
Равномерно нагреть пиво в бутылке совсем не так просто: теплообмен проходит через стекло, трудно проводящее тепло, так что нагреваются сначала внешние слои жидкости, в то время когда середина остается холодной. Требуемый нагрев всей бутылки не будет достигнут, пока температура не поднимется и в наиболее плохо прогревающейся сердцевине бутылки.
Холодная сердцевина находится на расстоянии около 1,5 см от середины дна бутылки. Проверка температуры пастеризации должна происходить именно в этой точке.
В ходе пастеризации в бутылке возникает довольно высокое давление. Это происходит оттого, что пиво при нагреве распирается. Оно поднимается в горлышко бутылки, заполненное СО2, и давит на него. Газовая подушка в горлышке сжимается, а давление в бутылке от этого возрастает.
Пустое пространство в бутылке при пастеризации не должно быть менее 4 % от объема бутылки – в противном случае давление в бутылке может разорвать бутылку.
При повышении температуры повышается также и давление насыщения. Углекислый газ из пива восстанавливает равновесие в горлышке бутылки.
В туннельном пастеризаторе бутылки вместе с пивом нагреваются до температуры пастеризации, а затем снова охлаждаются.
1.3 Современное оборудование для розлива пива в стеклянную тару, ПЭТ-бутылку, кеги
В состав современной линии для розлива пива в стеклянную бутылку на 12000 бут/час входят: автомат пакеторасформировочный ПРА-50, автомат для извлечения бутылок из ящиков И2-АИА-12, бутыломоечная машина АММ-12, световой экран ОБТ-2401А, разливочно-укупорочный автомат Т1-ВРЦ-12, пастеризатор туннельный КЕМЕХ, бракеражный автомат БАЗ-М, этикетировочный автомат А1-ВЭС, ящикомоечная машина БЗ-ВЯМ-02, автомат для укладки бутылок в ящики И2-АУА-12, пакетоформирующий автомат ПФА-50, интеллектуальный счётчик УСБ-5/7304, транспортёр для ящиков, транспортёр для бутылок.
В состав современной линии для розлива пива в кеги Minomat A5/5 производительностью 60 кег/час. Автоматическая линия состоит из пастеризатора, аппарата внешней мойки кег, транспортера, блока внутренней мойки и наполнения, интеллектуального счетчика,весы для кег.
В состав современной линии для розлива пива в ПЭТ-бутылку производительностью 6000 бут/час входит: печь для подогрева преформ ЛПМ 11, пластинчатый транспортер ТТР – 1, автомат для выдува ПЭТ, ориентатор для бутылок ОВ – 6, ополаскиватель бутылок БЗ-ОМВ6, ультрафиолетовый экран, разливо-укупорочный автомат БЗ-ВР2М/1, к которому подсоединен механизм подачи и ориентировки пробок БЗ-ВР, машина для визуального контроля, этикетировочный автомат БЗ-ЭМА-21, упаковочный автомат БЗ-ТУК-50.
Пиво разливают по уровню в автоматах Р-3, Р-6 и РУ-12 и др. соответственно производительностью 3300, 6600 и 13000 бутылок/ч. Бутылки, в которые поступает пиво или безалкогольные газированные напитки под избыточным давлением 0,05-0,3 МПа, укупоривают стальными колпачками с упругой пробкой или синтетической прокладкой. Для этой цели используют укупорочные автоматы, например У6-А производительностью 6000 бутылок/ч.
Потери пива при фильтровании составляют 1,55 %, при розливе в бутылки — 2, в бочки — 0,5, при бестарной перевозке — 0,33 %.
Пиво разливают в деревянные и металлические бочки, автотермоцистерны и бутылки. Применяют также новые полимерные бутылки вместимостью 1,5 и 2 дм3. Недостаток полимерной тары - ее низкая терморезистентность.
Наиболее распространены бочки вместимостью 50 и 100 дм3 и металлические бочки типа кег - вместимостью 20 и 30 дм3. Также пиво разливают в алюминиевые банки по 0,33 дм3 и 0,5 дм3.
Напитки, фасуемые в пластмассовую тару, могут быть пастеризованы либо в потоке перед розливом, либо в автоклаве и установках с противодавлением. Вследствие высокой термолабильности тары необходимо точно соблюдать температурный режим, чтобы не допустить ее деформации и разрывов. При микроволновой пастеризации нагревается только продукт, а температура материала тары повышается лишь за счет теплопередачи. Тем самым уменьшается температура тары и снижается вероятность ее деформации.
Рядом фирм разработаны полимерные материалы, предназначенные для производства упаковок, обрабатываемых в микроволновых установках. В Великобритании, например, опубликован обзор положения дел на рынке высокобарьерной полимерной тары для пищевых продуктов, приготовляемых в микроволновых печах. Наиболее распространен полипропилен в сочетании с сополимерами этилена (винилового спирта или поливинилиденхлорида).
Фирма CONTINENTAL CAN (США) выпустила систему TEDEPLAST на основе полипропилена и материалов, обладающих барьерными свойствами. Система предназначена для стерилизованных пищевых продуктов, обрабатываемых в микроволновых установках. Материал отличается высокой теплостойкостью и прочностью, из него можно изготовить тару с любой укупоркой.
Розлив пива предусматривает проведение следующих операций: подготовка стеклянной тары и ящиков, мойка тары; розлив пива в тару; укупорка бутылок; бракераж; наклейка этикеток; укладка бутылок.
Разливают готовое пиво на механизированных и полностью автоматизированных линиях в бутылки из оранжевого и темно-зеленого стекла вместимостью 0,33 и 05 дм3 или в дубовые, буковые и алюминиевые бочки по 50, 100 и 150 дм3. В настоящее время на основе проведенного конкурса для пивобезалкогольной продукции рекомендованы бутылки типа «Евро», выдерживающие внутреннее давление до 8 кгс/см2, что позволяет выпускать напитки с большим содержанием углекислоты. Наполненные пивом бутылки герметизируют кронен - пробками. Для придания стойкости при хранении пиво пастеризуют в бутылках при температуре б5-70 °С в течение 20-30 мин или в потоке, используя пластинчатые теплообменники.
Перед выпуском в торговую сеть бутылки с пивом обрабатывают, с одной стороны, для того, чтобы улучшить их внешний вид, поскольку сама бутылка мало привлекательна с эстетической точки зрения, и с другой - для того, чтобы было указано содержимое бутылки и его завод-изготовитель. Бутылки должны быть снаружи чистые и блестящие, без серого налета от споласкивающих вод, имеющих высокую карбонатную жесткость и при окончательном орошении водой должны быть вымыты от остатков пива на их поверхности.
Важной частью производства является оформление бутылок. Широко применяются высокоточные этикетавтоматы для нанесения всех видов этикеток производительностью до 50000 бутылок/ч.
Этикетки содержат информацию о товарном знаке, наименовании предприятия-изготовителя и его подчиненности, вместимости бутылки, дате розлива и обозначении стандарта. Пастеризованное пиво имеет на этикетке дополнительную надпись «Пастеризованное». Горлышко бутылок с оригинальными сортами пива обертывают фольгой.
Для транспортирования и кратковременного хранения в розничной сети бутылки с пивом укладывают в дощатые и металлические ящики, в металлические корзины, а также ящики из гофрированного картона или полимерных материалов.
Похожие работы

... повышенной температуре, несвоевременное шпунтование танков при дображивании, приготовление заторов из сильно растворенных солодов, отрицательно влияют на пенообразование. Раздел 3.Технологический расчет сырья для производства пива Наименование Условное обозначение Количество на 100 кг зернового сырья Объем сусла Vc 54,51583365 Горячее сусло Vгс 56,696467 Холодное сусло Vхс 53, ...
... продукта. Управление этими процессами и получение напитка высокого качества требуют от рабочих знания технологии и оборудования, передовых приемов работы, высокой ответственности за порученное дело. 2. Производство напитков в России В настоящее время производственные мощности в России по производству пива составляют около 400 млн дал, солода 500 тыс. т, безалкогольных. Многие предприятия ...
... хлопьев начинается физический процесс седиментации - оседание под действием сил тяжести. Способность дрожжей к хлопьеобразованию (флокуляции) имеет большое значение для технологии сбраживания пивного сусла, так как способствует ускорению осветления пива и облегчает съем дрожжей из бродильного аппарата после брожения с последующим повторным использованием их в качестве семенных дрожжей. Низкая ...
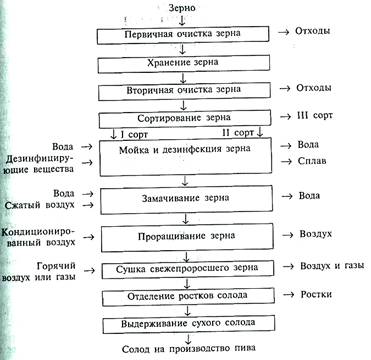
... со 100 до 138°С остается неизменным. При дальнейшем повышении температуры (до 143°С) уровень аминокислот падает, что связано с усилением реакции меланоидинообразования. 2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 2.1 Описание технологии производства пива «Рецептура №1», «Рецептура №2» и «Рецептура №3» В технологической схеме производства пива можно выделить несколько этапов (приложение 1): подготовка воды ...
0 комментариев