Теоретические основы розлива пива под давлением
Пастеризация как средство повышения стойкости пива
Современные способы механизации в складе тары и готовой продукции
Малопроизводительная техника, требующая большой доли ручного труда
Продуктовый расчет пивоваренного производства
Определение промежуточных продуктов и готового пива
Определение расхода хмеля, молочной кислоты
Расчет тары и вспомогательных материалов
Кег занимают 10м2 следовательно 3360кег будут занимать 373 м2
Расход диоксида углерода
Учет и контроль производства
Отчетность в производстве пива
Микробиологический контроль
Навигация
Современные способы механизации в складе тары и готовой продукции
Цех разлива пива под давлением
131051
знак
9
таблиц
2
изображения
1.4 Современные способы механизации в складе тары и готовой продукции
Рядом с разливочным отделением помещается склад для пустых бутылок и склад готовой продукции.
Для подачи ящиков от места загрузки бутылок к месту выгрузки бутылок и к соответствующим машинам применяются роликовые транспортеры (рольганги). Этот транспортер должен иметь минимальный наклон при перемещении ящиков с пустыми бутылками 3 см.
Роликовый транспортер, который идет от места разгрузки и доставляет пустые ящики к месту складывания в них бутылок, а затем к моечной машине, где бутылки из ящиков вынимают. Пустые ящики затем транспортируются к этикетировочной машине, где их снова заполняют бутылками с пивом. Для выемки и укладки бутылок в ящики применяют автоматы.
Механизация в складе тары и готовой продукции обеспечивается также за счетт использования электропогрузчиков. Они устанавливают на транспортер ящики с пустыми бутылками, отправляют в склад готовой продукции упакованные коробки и ящики.
Электропогрузчик - подъемное оборудование с электроприводом экологически чистое и безопасное.
Вообще применение данного вида позволяет значительно экономить время, силы и деньги на погрузочно-разгрузочных работах. При помощи этого оборудования работу, которая раньше требовала 3-4 часов и 6-8 человек, теперь можно выполнить с привлечением двух человек всего за полчаса.
Также улучшают и ускоряют работу пакетоформировщики и пакеторасформировщики. Подающее устройство принимает бутылки и устанавливает их в три ряда. После этого они вводятся в картонные коробки. Двигательные пальцы машины напрвляют каждую бутылку в специальную ячейку коробки. Вслед за укладкой следует автоматическое смазывание коробок клеем и их запечатывание. Затем коробки вводят под компрессорное устройство и выдерживают некоторое время. Затем коробки поступают на электропогрузчик.
2. Выбор, обоснование и описание технологической схемы розлива пива
2.1 Выбор и обоснование технологической схемы розлива пива
В данном курсовом проекте необходимо подобрать линии для розлива пива в кеги, стеклянные бутылки и ПЭТ тару. Исходя из этого, рассмотрим принцип работы существующих автоматических линий розлива.
Розлив пива в бутылки
Технологически процесс розлива пива в оборотную стеклобутылку делится на следующие фазы:
1. Аппарат для выемки бутылок из ящика.
2. Подача пустых бутылок по конвейеру на бутылкомоечную машину
3. Мойка в двух погружных ваннах, шприцевание горячей водой, многократная обработка в щелочной ванне, во время которой удаляются мельчайшие частички грязи и этикетка и многократное шприцевание при постепенно снижающейся температуре
4. Подача бутылок на инспекционную машину
5. Транспортировка тары в машину розлива
6. Последовательная вакуумизация и наполнение бутылок СО2 для устранения из них кислорода
7. Наполнение банок пастеризованным пивом (как вариант - последующая пастеризация пива проходит уже в запечатанной бутылке) и укупорка бутылки кроненпробкой
8. Бракераж
9. Нанесение этикетки с информацией о дате розлива и сроке употребления
10. Упаковка бутылок в ящики
Таким образом, автоматическая линия розлива пива в бутылки состоит из автомата для выемки бутылок из ящиков, бутылкомоечной машины, разливочного автомата, укупорочного, бракеражного, этикетировочного автоматов и автомата для укладки бутылок в ящики.
Для изобарического фасования и укупорки бутылок применяют агрегаты производительностью 3, 6, 12, 24 тыс. бутылок в час. Их принципиальное отличие состоит только в производительности оборудования, а в остальном они абсолютно идентичны.
Технологически процесс розлива пива в фирменную стеклобутылку делится на следующие фазы:
1 Аппарат для выемки бутылок из специальных коробок.
2 Подача пустых бутылок по конвейеру на ополаскиватель.
3 Ополаскиватель (он используется вместо бутылкомоечной машины так как бутылки новые они не нуждаются в мойке).
4 Подача бутылок на инспекционную машину
5 Транспортировка тары в машину розлива
6 Последовательная вакуумизация и наполнение бутылок СО2 для устранения из них кислорода
7 Наполнение бутылок пастеризованным пивом (как вариант - последующая пастеризация пива проходит уже в запечатанной бутылке)
8 Укупорка бутылки кроненпробкой
9 Нанесение этикетки с информацией о дате розлива и сроке употребления
10.Укладка бутылок на картон
11. Пакетоформирующий аппарат.
Для мойки бутылок применяют физико-механические и физико-химические способы. Моечные машины по способу мойки подразделяются на шприцевые, отмочно-шприцевые и отмочно-шприцевые с обработкой ершами и щетками. В основном эксплуатируются автоматические бесцепные конвейерные отмочно-шприцевые машины.
Чистую бутылку отправляют на разливочный автомат, где вначале бутылку наполняют сжатым воздухом, очищенным на обеспложивающем фильтре, создают давление, равное тому, под которым находиться разливаемое пиво. Далее бутылки заполняются пивом до определенного уровня по высоте, без точной дозировки по объему. При этом пиво вытесняет из бутылки воздух. Наливают пиво в бутылки коричневого и зеленого цвета. Температура пива должна быть не выше 3˚С. Для розлива пива в бутылки применяют изобарические автоматы непрерывного действия ротационного типа производительностью от 1500 до 48000 бутылок в час.
Пиво, разливаемое в бутылки вместимостью 0,5л, укупоривают металлическими кроненпробками. Для укупорки бутылок применяют автоматы, основным узлом которых являются головки с укупорочными патронами.
Вымытые бутылки перед розливом и укупоренные бутылки с пивом перед наклеиванием этикеток подвергают визуальному осмотру на световых экранах и бракеражных автоматах с целью установления герметичности укупоривания, прозрачности, наличия посторонних включений, определения полноты налива.
Укупоренные проинспектированные бутылки поступают к этикетировочному автомату для наклейки этикеток.
Автомат имеет механизм блокировки «Нет этикетки — нет клея» и блокировку «Нет бутылки — нет этикетки».
Полностью оформленные бутылки укладывают в ящики с помощью автомата типа И2- АУА. Движущиеся по конвейеру бутылки поступают на стол автомата и направляющими разделяются на ряды. Когда под головкой с захватами станет нужное количество бутылок, срабатывает блокировка, головка захватывает бутылки и перемещает к пустому ящику, останавливается и опускает бутылки в ящик. Проведя укладку, головка поднимается и перемещается к столу.
Бутылки с пивом в ящиках отправляют на экспедицию, где оно храниться при температуре не выше 12˚С.
При мойке бутылок, фасовании и укупорке бой стеклянных бутылок составляет около 2% от их количества. При хранении и транспортировании пустых стеклянных бутылок до мойки бой составляет 0,8% от их количества.
Основные требования к процессу розлива в бутылки: герметичность установки во избежание утечек диоксида углерода и окисления пива кислородом воздуха; создание изотермических и изобарических условий; Обеспечение полноты налива и минимального боя бутылок.
Розлив пива в ПЭТ
Розлив пива в ПЭТ-бутылку делится на следующие фазы:
1 Подогрев преформ в печи.
2 Выдув бутылок из преформ.
3 Ориентатор для бутылок направляет их в ополаскиватель
4 Чистые бутылки проходят ультрафиолетовый экран
5 Транспортировка пустых ПЭТ-бутылок в машину розлива, продувка бутылок СО2 для устранения из них кислорода, наполнение ПЭТ-тары пастеризованным пивом, укупорка бутылки винтовым колпачком.
6 Нанесение этикетки с информацией о дате розлива и сроке употребления
7 Упаковка бутылок термоусадочной пленкой в блоки
Процесс выдува бутылок из преформ также может производиться непосредственно в цеху, что уменьшает расходы на транспортировку и хранение пустых ПЭТ бутылок и, следовательно, является значительным преимуществом.
Автоматическая линия розлива состоит из печи для подогрева преформ, пластинчатого транспортера, автомата для выдува ПЭТ, ориентатора для бутылок, ополаскивателя бутылок, ультрафиолетового экрана, разливочно-укупорочного автомата к которому подсоединен механизм подачи и ориентировки пробок, машина для визуального контроля, этикетировочного автомата, упаковочного автомата.
При розливе приходится учитывать то, что толщина стенок обычной ПЭТ-бутылки весьма неравномерна - пластик толстый на донышке и у горлышка, тонкий на боковых стенках. По стандарту даже в наиболее тонком месте ПЭТ-бутылка должна выдерживать внутреннее давление пива в 8 бар.
Одноразовая ПЭТ-бутылка нежесткая, поэтому нельзя допускать, чтобы наливное устройство опускалось на нее сверху и плотно прижимало горлышко, как это делается со стеклотарой. Бутылка просто деформируется от дополнительной нагрузки и требуемая герметичность соединения все равно не будет достигнута. По современной технологии все происходит "наоборот" - ПЭТ-бутылка плотно прижимается к наливному устройству. Делается это с помощью специального подъемного кольца, которым она подхватывается за относительно жесткую горловину.
При розливе пива в ПЭТ стандартно используется метод противодавления, но объем разливаемого пива более часто отмеряется по объему, а не уровню. Важное значение придается быстрой и качественной укупорке бутылки.
Машины разных фирм разнятся между собой по конструкции, компоновке узлов, степени применения оригинальных разработок и "ноу-хау". Но при этом существенной разницы в оборудовании для розлива в ПЭТ и стекло нет. Рассмотрим вместе линии для розлива в ПЭТ и стеклобутылку, классифицировав их по производительности.
Похожие работы

... повышенной температуре, несвоевременное шпунтование танков при дображивании, приготовление заторов из сильно растворенных солодов, отрицательно влияют на пенообразование. Раздел 3.Технологический расчет сырья для производства пива Наименование Условное обозначение Количество на 100 кг зернового сырья Объем сусла Vc 54,51583365 Горячее сусло Vгс 56,696467 Холодное сусло Vхс 53, ...
... продукта. Управление этими процессами и получение напитка высокого качества требуют от рабочих знания технологии и оборудования, передовых приемов работы, высокой ответственности за порученное дело. 2. Производство напитков в России В настоящее время производственные мощности в России по производству пива составляют около 400 млн дал, солода 500 тыс. т, безалкогольных. Многие предприятия ...
... хлопьев начинается физический процесс седиментации - оседание под действием сил тяжести. Способность дрожжей к хлопьеобразованию (флокуляции) имеет большое значение для технологии сбраживания пивного сусла, так как способствует ускорению осветления пива и облегчает съем дрожжей из бродильного аппарата после брожения с последующим повторным использованием их в качестве семенных дрожжей. Низкая ...
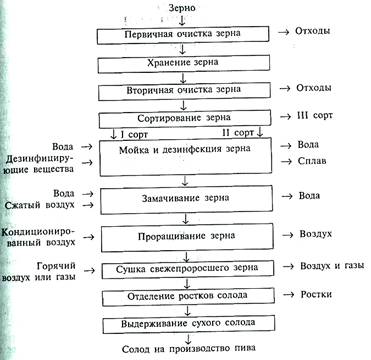
... со 100 до 138°С остается неизменным. При дальнейшем повышении температуры (до 143°С) уровень аминокислот падает, что связано с усилением реакции меланоидинообразования. 2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 2.1 Описание технологии производства пива «Рецептура №1», «Рецептура №2» и «Рецептура №3» В технологической схеме производства пива можно выделить несколько этапов (приложение 1): подготовка воды ...
0 комментариев