Теоретические основы розлива пива под давлением
Пастеризация как средство повышения стойкости пива
Современные способы механизации в складе тары и готовой продукции
Малопроизводительная техника, требующая большой доли ручного труда
Продуктовый расчет пивоваренного производства
Определение промежуточных продуктов и готового пива
Определение расхода хмеля, молочной кислоты
Расчет тары и вспомогательных материалов
Кег занимают 10м2 следовательно 3360кег будут занимать 373 м2
Расход диоксида углерода
Учет и контроль производства
Отчетность в производстве пива
Микробиологический контроль
Навигация
Малопроизводительная техника, требующая большой доли ручного труда
Цех разлива пива под давлением
131051
знак
9
таблиц
2
изображения
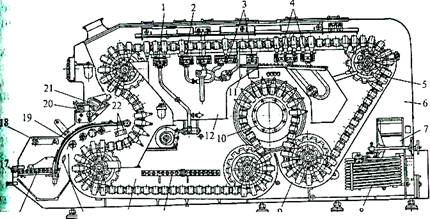
1. Малопроизводительная техника, требующая большой доли ручного труда.
Такие машины просты в обращении и обслуживании, легко монтируются. Но дешевизна и простота "уравновешиваются" серьезными минусами: отсутствием надежной санитарии, невысоким качеством розлива и укупорки.
2. Автоматические линии розлива мощностью:
а) от 800 до 20000 стеклобутылок (0,5л) или от 1000 до 6000 ПЭТ-бутылок (1,5л) в час.
Машины подобной мощности являются наиболее массовым сегментом, как продажи, так и производства. Вмешательства человека требуют только при наладке, профилактическом обслуживании, ремонте и непредвиденных сбоях. Уровень санитарии, розлив, укупорка соответствует современным нормам.
б) более 20 тысяч стеклобутылок или 6000 ПЭТ-бутылок в час.
Это наиболее сложное, дорогое и совершенное оборудование, которое под силу производить только считанным компаниям. Как правило, включает в себя все наиболее современные и перспективные наработки, как то: различного рода сенсорные системы, газоанализаторы, электронные системы управления и т.д.
Бутылки с напитками, уложенные в ящики или упакованные в термоусадочную пленку, передают в склад готовой продукции, который должен вмещать не менее двухсуточной выработки продукции.
Розлив пива в кеги
Автоматическая линия состоит из пастеризатора, аппарата внешней мойки кег, транспортера, блока внутренней мойки и наполнения, интеллектуального счетчика,весы для кег.
Первичной стадией обработки кегов является наружная мойка. Она осуществляется в тоннелях, оснащенных форсунками подачи воды или моющих растворов под давлением. В усиленном исполнении машины наружной мойки оборудуются системами форсунок высокого давления или станциями обработки щетками. Во всех случаях завершающей фазой наружной мойки является ополаскивание кегов свежей водой.
Далее кеги поступают на внутреннюю мойку (на автономных агрегатах или моноблоках), технологическая цепочка которой предусматривает последовательное выполнение следующих операций: вымывание остатков пива из кегов холодной водой, отмачивание "проблемных" поверхностей внутри кега щелочным раствором, интенсивную мойку щелочным и кислотным растворами, финальную мойку горячей водой, стерилизацию кега паром, предварительное шпунтование кегов углекислым газом.
После завершения санитарной обработки кегов они подаются на розлив. Заполнение кегов пивом основано на традиционном принципе противодавления, предполагающем дополнительное шпунтование кегов углекислым газом, с тем, чтобы в начальный момент розлива обеспечить одинаковым давление подачи пива и давление углекислого газа в кеге.
Машины для розлива пива в кеги можно классифицировать таким образом:
1. Машины с одной заправочной операционной головкой.
Производительность этих машин 10-20 кегов в час.
Вследствие большой нагрузки головка быстро изнашивается. Кроме того, имеется потенциальный риск попадания остатков моющих растворов в пиво. Поэтому такие машины рекомендуется применять либо для работы с небольшим количеством кегов, либо для отдельных одиночных операций (например, санитации).
2. Машины с двумя операционными головками.
Их производительность, как правило, составляет 30-35 кегов в час. Одна операционная головка предназначается для санитации, а вторая - для заправки пивом.
Это уже полноценные машины, которые выполняют весь комплекс операций. Многие, в т.ч. и крупные, заводы постсоветского пространства как минимум начинали с таких машин и только по достижению определенного уровня продаж переходили к более сложной технике.
3. Машины с 3-мя головками и больше.
С ростом количества операционных головок растет производительность. Перед производителем встает необходимость привязки машины к конкретному заводу, конкретному помещению, наличие необходимых инженерных коммуникаций и т.д. В каждом конкретном случае огромную роль играет инженерное решение по размещению этой техники, конструкторская мысль.
2.2 Описание технологической схемы розлива пива
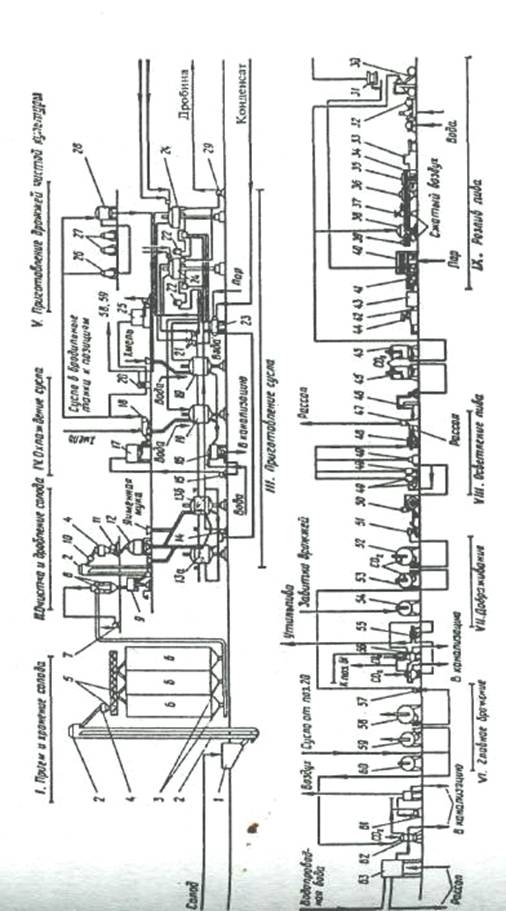
Технологическая схема розлива пива в стеклянные бутылки.
Линия начинается с подвоза пакетов с ящиками, в которых находятся бутылки, к пакеторасформировывающему автомату (поз.2) электропогрузчиком (поз.1). С пакеторасформировочного автомата ящики поступают на автомат для извлечения бутылок из ящиков (поз.3). Извлеченные бутылки по пластинчатому транспортеру(поз.33) поступают на бутыломоечную машину (поз4), где происходит мойка и шприцевание бутылок. Затем бутылки проходят световой экран (поз.5), для окончательного контроля вымытых бутылок. Прошедшие водную обработку бутылки, поступают на розливо-укупорочный автомат (поз.6). Для повышения стойкости пива, после их розлива, бутылки направляют на пастеризацию. Пастеризацию проводят в туннельном пастеризаторе (поз.7). После пастеризации бутылки проходят бракеражный автомат (поз.8), для проверки продукции на наличие брака. Прошедшая бракераж продукция поступает на этикетировочный аппарат (поз.9). Затем через интелектувльный счетчик (поз.11) бутылки поступают на аппарат для укладки бутылок в ящики (поз.12). Ящики подаются после ящикомоечной машины(поз.10) направляются на пакетоформирующий автомат (поз.13). И готовая продукция направляется электропогрузчиком (поз.1) в склады готовой продукции.
Технологическая схема розлива в ПЭТ-бутылки.
На завод ПЭТ-бутылки поступают в виде преформ. Далее преформы вручную подаются в печь для разогрева (поз.14). Затем разогретые преформы по пластинчатому транспортеру(поз.19) поступают в аппарат для выдува преформ(поз.16). После этого бутылки попадают на ориентатор(поз. 25), а затем в ополаскиватель для бутылок (поз. 22). Затем бутылки попадают на УФ экран(поз. 38), а потом в разливо-укупорочный автомат (поз.16). Так как в разливочно-укупорочном автомате происходит и розлив, и укупорка, то к автомату подведен транспортер подачи пробок (поз.17). Готовая продукция поступает на этикетировочный автомат (поз.20). Готовые ПЭТ-бутылки поступают на упаковочный автомат (поз.21). Далее через интеллектуальный счетчик(поз.11) упакованные ПЭТ-бутылки электропогрузчиком (1) направляют в склады готовой продукции.
Технологическая схема розлива пива в кеги.
Со склада тары пустые кеги по транспортеру(поз.34) поступают на аппарат внешней мойки кег (поз.35) для удаления грязи. Затем с аппарата внешней мойки кеги поступают в блок внутренней мойки и наполнения (поз.36). Готовые кеги через интеллектуальный счетчик(поз.11) для контроля наполнения поступают на автоматические весы (поз37).
Похожие работы

... повышенной температуре, несвоевременное шпунтование танков при дображивании, приготовление заторов из сильно растворенных солодов, отрицательно влияют на пенообразование. Раздел 3.Технологический расчет сырья для производства пива Наименование Условное обозначение Количество на 100 кг зернового сырья Объем сусла Vc 54,51583365 Горячее сусло Vгс 56,696467 Холодное сусло Vхс 53, ...
... продукта. Управление этими процессами и получение напитка высокого качества требуют от рабочих знания технологии и оборудования, передовых приемов работы, высокой ответственности за порученное дело. 2. Производство напитков в России В настоящее время производственные мощности в России по производству пива составляют около 400 млн дал, солода 500 тыс. т, безалкогольных. Многие предприятия ...
... хлопьев начинается физический процесс седиментации - оседание под действием сил тяжести. Способность дрожжей к хлопьеобразованию (флокуляции) имеет большое значение для технологии сбраживания пивного сусла, так как способствует ускорению осветления пива и облегчает съем дрожжей из бродильного аппарата после брожения с последующим повторным использованием их в качестве семенных дрожжей. Низкая ...
... со 100 до 138°С остается неизменным. При дальнейшем повышении температуры (до 143°С) уровень аминокислот падает, что связано с усилением реакции меланоидинообразования. 2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 2.1 Описание технологии производства пива «Рецептура №1», «Рецептура №2» и «Рецептура №3» В технологической схеме производства пива можно выделить несколько этапов (приложение 1): подготовка воды ...
0 комментариев