Навигация
Залежність кутових параметрів процесу різання від умов
51237
знаков
0
таблиц
14
изображений
3 Залежність кутових параметрів процесу різання від умов
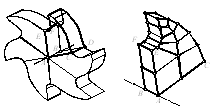
Всі розміри кутових параметрів різця будуть зберігатись в процесі різання лише в тому випадку, коли вершина різця встановлена на висоті обертання заготовки, геометрична вісь різця строго перпендикулярна до вісі обертання заготовки і вектор швидкості подачі направлений вздовж вісі обертання заготовки (перпендикулярно до вісі різця). Любі відхилення від цих положень (випадкові чи спеціальні) ведуть до зміни значень одного або декількох кутових геометричних параметрів. На рис.5 показано вплив повертання різця навколо вертикальної вісі на деякий кут w. При цьому міняються значення кутів j і j1. Всі інші кутові параметри не міняються.
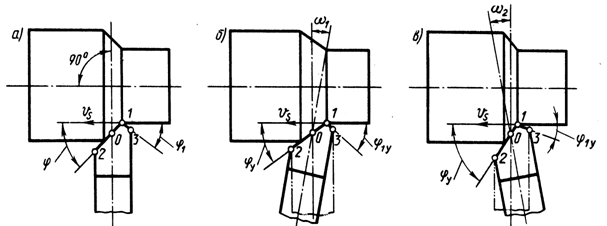
Рис. 5
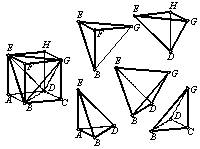
Вплив зміщення вершини у вертикальному напрямку показано на рис.8. Встановлення вершини різця вище (рис.6), або нижче осі обертання автоматично веде до зміни всіх кутових параметрів процесу різання (a,g,l,j,j1). При встановленні різця вище центру заготовки на деяку величину Н призводить до зміни фактичних значень переднього і заднього кутів на деяку величину q, ![]() =
=![]() , тоді aф= a-q і gф=g+q. При встановленні різця на величину Н нижче центра заготовки фактичні значення цих кутів будуть мати такі значення: aф= a+q і gф=g-q. Приведені залежності справедливі для кутів, заміряних в площині, що проходить через вершину різця перпендикулярно до осі заготовки. В площині різання зміна цих кутів визначаються по більш складних залежностях.
, тоді aф= a-q і gф=g+q. При встановленні різця на величину Н нижче центра заготовки фактичні значення цих кутів будуть мати такі значення: aф= a+q і gф=g-q. Приведені залежності справедливі для кутів, заміряних в площині, що проходить через вершину різця перпендикулярно до осі заготовки. В площині різання зміна цих кутів визначаються по більш складних залежностях.
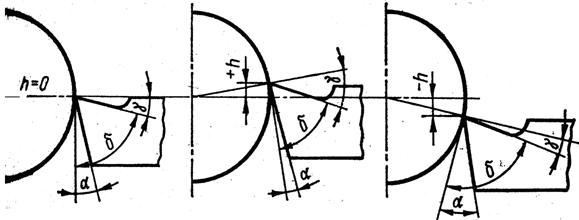
Рис. 6
4 Фізичні основи процесу різання
Різання є складним фізичним процесом в ході якого виникають пружні і пла-стичні деформації. Цей процес супроводжується тертям, тепловиділенням, усадкою стружки, наростоутворенням, наклепом обробленої поверхні і зношуванням інструменту. Більшість твердих тіл (метали, діелектрики, напівпровідники),що піддаються обробці різанням мають кристалічну будову, що характеризується трьохмірною періодичністю розміщення атомів. Ідеальні кристали характеризуються безмежною сукупністю атомів, періодично розміщених в просторі.
Усі реальні кристали мають певні недосконалості будови: точкові, лінійні, просторові і об’ємні дефекти. Точкові дефекти –вакансії і атоми між вузлами. Лінійні дефекти, що порушують правильність чергування атомних площин у кристалічних ґратках (в границях однієї, або декількох міжатомних віддалей) називаються дислокаціями. В процесі обробки металу (затвердівання…) завжди утворюються дислокації різних видів.
Рух і розмноження дислокацій завжди приводить до елементів пластичної деформації, а їх взаємодія, в основному, визначає сукупність механічних властивостей металу. Якщо пластична деформація проходить шляхом ковзання то одна частина кристалу переміщається відносно другої вздовж певної щільноупаковоної площини ковзання. На 1 мм2 площини ковзання знаходиться біля 1012 атомів. В процесі деформування при різанні реальних кристалів число дислокацій (щільність), що перетинає 1 см2 площі доходить до 108-1012, а щільність вакансій зміцненого металу доходить до 109-1020 в см3.
При різанні полікристалічних матеріалів одночасно з внутрішньою деформацією проходить міжкристалічна деформація (відносне зміщення (проковзування) і повертання зерен…).При підвищенні температури міжкристалічні зв’язки послаблюються і руйнування матеріалу буде проходити не тільки в нутрі зерен, але і по їх границях.
Вивчення механічних деформації показує, що для реальних полікристалічних матеріалів дуже трудно створити прості формули “напруження – деформація – температура”. Тому при вивченні процесу різання матеріал заготовки розглядають як ізотропне тіло з середніми фізико-механічними властивостями.
5 Процеси деформації і руйнування матеріалів при різанні
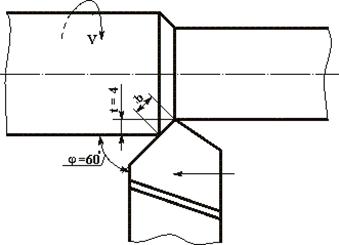
Першу спробу дати опис процесу відділення зруйнованого шару (стружки) від заготовки зробив І.А.Тіме в своїй праці “Опір металів і дерева різанню” (1870р.) Запропонована ним елементарна схема стружкоутворення ґрунтувалась на простому спостереженні за процесом різання. І.А. Тіме вважав, що різання –це процес послідовного сколювання окремих елементів стружки по єдиній “площинці сколювання”, нахиленій до площини різання під кутом ![]() 1 (рис.7).
1 (рис.7).
Різальний інструмент, переміщаючись під дією сил різання, деформує (стискає) матеріал, що лежить на його шляху. В момент найбільших напружень, допустимих для даного матеріалу, він сколюється по площині ![]() -
-![]() , утворюючи елемент стружки. Цю площину називають площиною сколювання, або зсуву. В процесі утворення елемента стружки сили різання зростає, а в момент сколювання зменшується, що призводить до коливання сили, що діє на інструмент з боку заготовки, отже процес різання періодичний. Кут дії
, утворюючи елемент стружки. Цю площину називають площиною сколювання, або зсуву. В процесі утворення елемента стружки сили різання зростає, а в момент сколювання зменшується, що призводить до коливання сили, що діє на інструмент з боку заготовки, отже процес різання періодичний. Кут дії ![]() =
=![]() +
+![]() =180-
=180-![]() 1 коливається в границях 1450-1500. З збільшенням кута різання
1 коливається в границях 1450-1500. З збільшенням кута різання ![]() кут
кут![]() зростає, але не у великих границях.
зростає, але не у великих границях.

Рис. 7
Металографічними дослідженнями встановлено, що шар металу, який знімається в процесі обробки, до перетворення в стружку піддається деформації на певній дільниці (зоні). Ширина цієї зони стружкоутворення залежить від властивостей оброблюваного матеріалу і режимів обробки. Найбільший вплив на ширину зони стружкоутворення має швидкість різання. З збільшенням швидкості різання вона може звузитись до десятих і навіть сотих долів мм. Тому з деяким спрощенням можна вважати, що зсув іде по площині ковзання, яка розміщена під кутом зсуву![]() 1.
1.
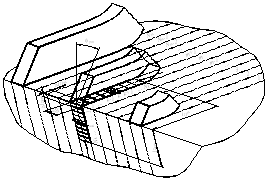
При врізанні реального різця, який завжди має деякий радіус заокруглення, R заготовку навколо різця виникає область деформованого матеріалу. Розміри цієї області, характеристика процесу стружкоутворення і стан поверхневого шару деталі залежать від властивостей оброблюваного матеріалу і умов різання. При обтіканні леза частина деформованого матеріалу переміщається по передній поверхні різця і перетворюється в стружку, а друга частина, що знаходиться нижче лінії зрізу, рухається по задній поверхні різця і утворює поверхневий шар деталі. Умовно весь об’єм пластично деформованого матеріалу можна розділити на 4 зони (рис.8)
1 зона – найбільш віддалена від різальної частини інструменту. Це зона пружних і малих пластичних деформацій. Тут зерна злегка витягуються і повертаються. Виникає складний напружений стан, напруження можуть досягнути границі текучості.
2 зона –найбільш інтенсивна деформація. Зерна металу тут при переміщенні максимально видовжуються, стискаються і повертаються. В контактній області матеріла з інструментом проходить додаткова деформація матеріалу через його гальмування тертям по передній і задній поверхнях інструменту.
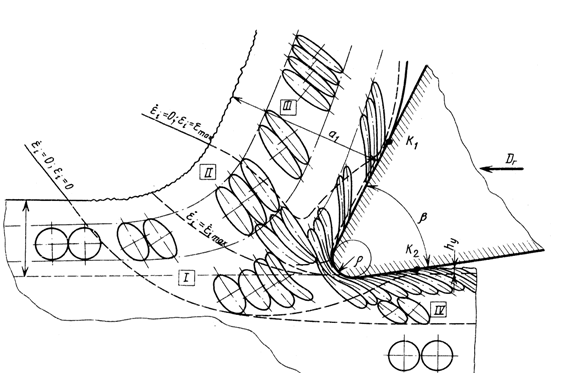
Рис. 8
В цьому випадку, коли контактні температури доходять до величин близьких до температури плавлення, на контактних поверхнях металу утворюється тонкий сильно деформований і оплавлений шар. Тут виникають значні пластичні деформації (200-300% і більше).
Біля різальної кромки матеріал сильно зміцнюється, щільність дислокацій доходить до 1012 на см2, виникає сітка мікро тріщин, які розділяючись і зливаючись утворюють мікро тріщини критичних розмірів. Проходить розрив витягнутих волокон біля вершини ріжучого клина і товщина мікро тріщини становить ся спів мірною з товщиною зрізуваного шару. Дальший розвиток тріщини проходить по нестабільній траєкторії, напрям якої визначається властивостями оброблюваного матеріалу, величиною зерна, станом границь зерен і умовами різання. В тому випадку, коли при різанні пластичних матеріалів тріщина виходить на зовнішню поверхню другої зони, проходить розділення матеріалу.
При різанні твердих матеріалів має місце крихке руйнування і тріщина, розповсюджуючись з великою швидкістю (близькою до швидкості звуку), повністю відділяє готовий елемент стружки від основного матеріалу. Розповсюдження тріщин нижче лінії зрізу призводить (навіть при утворенні зливних стружок) до появи на оброблюваній поверхні виривів, виступів, зазубрин.
3 зона – це деформований матеріал, що утворив стружку. Приріст деформації тут не проходить, швидкість деформації рівна нулю, величини деформацій досягають максимальних значень.
4 зона – поверхневий шар обробленої заготовки. Напружено деформований стан в поверхневому шарі виникає через перетікання деформованого матеріалу з першої зони до додаткового зминання матеріалу округленою різальною кромкою і деформацією його задньою поверхнею інструмента. Після проходу інструмента, коли матеріал перестає контактувати з задньою поверхнею, матеріал заготовки пружно відновлюється (пружна післядія), особливо при різанні пружних полімерних і неметалічних матеріалів. Цей шар має специфічні фізико-механічні властивості і шорсткість.
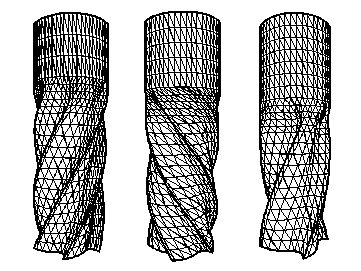
Від деформацій, які протікають в зоні різання і фізико-механічних властивостей оброблюваного матеріалу залежить, в основному, вид стружки, яка утворюється в процесі різання матеріалу. Розрізняють такі види стружки: зливна, сколювання і надлому (рис.9). В деякій літературі розрізняють зливну стружку, стружку сколювання (суставчасту), елементну і надлому .
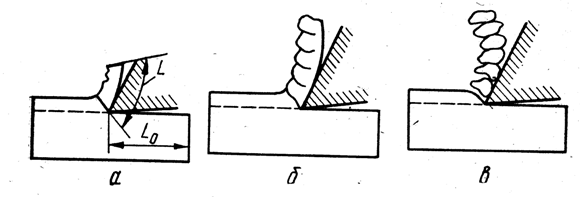
Рис.9. Видит стружки: а- зливна, б-сколювання, в- надлому
Зливна стружка утворюється при обробці пластичних матеріалів (конструктивної сталі, дюралюміну…) з великою швидкістю різання, коли знімається шар незначної товщини інструментом з відносно великим переднім. На ній не помітні площини зсуву.
Стружка сколювання складається з пластично деформованих і взаємно зсунутих елементів, які досить міцно з’єднані на площинах зсуву (сколювання). Утворюється стружка сколювання при обробці сталей з пониженою пластичністю при значних товщинах зрізуваного шару і відносно невеликих швидкостях різання і передніх кутах. В тому випадку, коли при різанні пластичних матеріалів виникає інтенсивне тріщиноутворення, проходить повний поділ стружки на слабозвязані елементи, утворюється елементна стружка.
При обробці крихких матеріалів (чавун, бронза, вольфрам, керамічні матеріали…) проходить крихке руйнування і тріщина, розповсюджуючись з швидкістю близькою до швидкості звуку, відділяє елемент стружки від основного матеріалу. Так як пластична деформація майже не проходить, то елементи стружки, що утворюються не мають правильної форми. Оброблена поверхня деталі шорстка з зазубринами і виривами. Таку стружку називають стружкою надлому.
Похожие работы
... отека), що є одним із загальновизнаних стандартів для відтворення тривимірних об’єктів. В якості основи експериментального комплексу, для перевірки системи прогнозування параметрів процесу контурної обробки кінцевою фрезою, використано сучасний вертикально-фрезерний верстат з ЧПК моделі МА-655СМ3DА, що дозволяє виконувати гнучке регулювання величини подачі та швидкості різання в процесі механі ...
... званого середнього учня; об'єкти мають бути такими, щоб їх міг зробити кожний. По-друге, введення школярів до основ обробки матеріалів має здійснюватися через фронтальну форму організації праці, оскільки, проведення вступних, поточних та заключних інструктажів, аналіз і оцінювання трудових дій п'ятикласників, впровадження елементів само- та взаємоконтролю будуть ефективними саме при такій органі ...
... або А3. Розробити маршрутний технологічний процес виготовлення деталі з вибором заготовки відповідно до заданого креслення і виду виробництва. Вибрати типи верстатів, інструменти і пристрої для виготовлення деталі. Розрахувати режими різання для однієї операції. Матеріал заготовки: сталь 45, виробництво дрібносерійне. Вибір заготовки Так як виробництво дрібносерійне, то економічно вигідно ...
... і випадків зміна кінематичної схеми викликало ускладнення як самої схеми, так і конструкції машини. Отримуваний невеликий техніко-економічний ефект не оправдовував ускладнення конструкції і подорожання ремонту. Не оправдавши себе конструкції дробарок, не дивлячись на значне поширення (наприклад, дробарки типу «Додж» і дробарки з кулачковим механізмом), постійно витіснялись більш раціональними ...
0 комментариев