Навигация
7 Усадка стружки
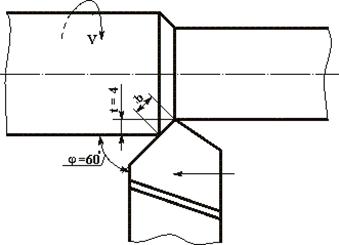
В результаті пластичних деформацій, що виникають під час різання, довжина стружки L виявляється меншою ніж L0 шлях пройдений різцем, а товщина стружки а1 більшою ніж товщина зрізуваного шару а . Зменшення довжини стружки називається усадкою, яка характеризується коефіцієнтом усадки К=L0/L Так як L0>L то К>1. На величину усадки впливає пластичність оброблюваного матеріалу (чим більша пластичність тим більше К), передній кут ( з ростом переднього кута зменшується К, так як при цьому зменшується деформація зрізуваного шару матеріалу і полегшується робота різця, зменшується потужність різання). Тому бажано працювати з більшим переднім кутом, якщо це допускає міцність різальної частини.
Усадка стружки зменшується із збільшенням товщини стружки. Отже для зменшення питомої витрати потужності на різання бажано мати по можливості більшу подачу, при якій утворюється товстіша стружка.
На величину усадки впливає швидкість різання V. Чим вища швидкість різання, тим менше часу припадає на деформацію кожного елемента стружки. При високій швидкості кожен елемент не встигає деформуватись так повно, як при малій. Пластична деформація відбувається не по всьому елементу стружки, а тільки у порівняно малих його ділянках. Проміжки заповнені майже недеформованими частинками металу і загальна усадка менша.
Зменшення сили тертя між стружкою і передньою гранню різця також сприяє зменшенню усадки стружки, отже і роботи, яка витрачається на різання.
8 Теплові явища при різанні матеріалів
При різанні матеріалів майже вся механічна енергія, що затрачається на деформування, руйнування і тертя переходить в теплову. Невелика частина енергії (0,5-3%) іде на внутрікристалічні перетворення, роботу диспергування (подрібнення) і пружні деформації. Робота різання складається з наступних частин: А= Апр+Адисп+Астр.змін+Апл.деф.+Азсув+Атертя
Найбільша частина роботи витрачається на пластичні деформації, її доля становить при різанні сталі 60-65%, а при різанні чавуну 40-65%. Робота зсуву становить 10-19% для сталі і 20-25% для чавуну, а на роботу тертя витрачається по 10-15% від повної роботи А. Ці три найбільші складові перетворюються в процесі різання в тепло.
Тепловий баланс процесу різання записується рівнянням:
Q=Qдеф+Qтп+Qтз=Qc+Qобз+Qі+Qyc
В цьому рівнянні Qдеф- кількість теплоти, що виділяється при пластичному деформуванні матеріалу; Qтп – кількість теплоти, що виділяється при терті стружки по передній поверхні інструменту; Qтз – кількість теплоти, що виділилась при терті заготовки по задній поверхні інструменту; Qс – кількість теплоти, що іде в стружку; Qобз – кількість теплоти, що іде в оброблювану заготовку; Qі – кількість теплоти, що іде в інструмент; Qнс – кількість теплоти, що розсіюється в навколишнє середовище.
Значення доданків рівняння теплового балансу залежить від фізико-механічних властивостей оброблюваного матеріалу, режиму різання та умов обробки. Так при різанні сталі в середньому Qс =46-62%; Qобз =33-38%; Qі=5-15%; Qнс =1-6%.
Теплоутворення , в основному, негативно впливає на процес різання. З ростом температури в зоні різання підвищується температура інструменту, змінюються його фізико-механічні властивості, зменшується його твердість, він швидше спрацьовується; змінюються розміри інструменту, що призводить до втрати точності обробки. Нагрівання заготовки також веде до зміни її геометричних розмірів. При жорсткому закріплені заготовки на верстаті вона починає деформуватись. Все це негативно впливає на якість обробки.
З другої сторони інтенсивне тепловиділення полегшує деформування матеріалу поверхневого шару, сприяє утворенню пограничного шару на контактних поверхнях стружки і заготовки в результаті чого зменшується спрацювання інструменту і покращується якість обробки.
Тепловими явищами при різанні треба керувати так, щоб теплота, яка виділяється, полегшувала процес різання і не знижувала стійкості інструменту і точності обробки, а похибки обробки заготовки, що виникають внаслідок тепловиділення, необхідно враховувати при налагодженні верстатів, особливо автоматів і напівавтоматів, а для цього необхідно знати температуру в зоні різання.
На температуру в зоні різання впливають такі фактори:
1.Оброблюваний матеріал. При обробці чавуну температура нижча ніж при обробці сталі в 1,5 рази. Чим вища границя міцності і твердість заготовки тим більші сили опору треба подолати при стружкоутворенні і тим більше виділиться теплоти і вища буде температура в зоні різання. Чим вища теплопровідність матеріалу заготовки тим інтенсивніше від водиться тепло в стружку і заготовку, отже тим менша буде температура поверхневих шарів різального інструменту. Від теплоємкості оброблюваного матеріалу залежить кількість теплоти, що сприймається стружкою і заготовкою, отже залежить температура різального інструменту.
2.Елементи режиму різання. Найбільше на температуру в зоні різання впливає швидкість різання. Подача впливає більше ніж глибина різання. Це пояснюється тим, що із збільшенням глибини різання тепло від водиться краще, ніж при збільшенні подачі.
3.Геометричні елементи різальної частини. Найбільше впливають передній кут![]() , головний кут в плані
, головний кут в плані![]() і радіус заокруглення різця r. При збільшенні
і радіус заокруглення різця r. При збільшенні![]() зменшуються деформації, а отже і тепловиділення. Збільшення
зменшуються деформації, а отже і тепловиділення. Збільшення ![]() веде до зменшення довжини активної частини різальної кромки інструменту, а отже до гіршого відведення тепла. Збільшення r веде до збільшення активної частини різальної кромки, до кращого відведення тепла і зниження температури в зоні різання.
веде до зменшення довжини активної частини різальної кромки інструменту, а отже до гіршого відведення тепла. Збільшення r веде до збільшення активної частини різальної кромки, до кращого відведення тепла і зниження температури в зоні різання.
Температуру в зоні різання можна вичислити на основі емпіричних залежностей. При роботі різців з твердого сплаву Т15К6 можна скористатись залежністю Q=CoVzsytx оС. Показники степенів приводяться у довідниковій літературі.
Похожие работы
... отека), що є одним із загальновизнаних стандартів для відтворення тривимірних об’єктів. В якості основи експериментального комплексу, для перевірки системи прогнозування параметрів процесу контурної обробки кінцевою фрезою, використано сучасний вертикально-фрезерний верстат з ЧПК моделі МА-655СМ3DА, що дозволяє виконувати гнучке регулювання величини подачі та швидкості різання в процесі механі ...
... званого середнього учня; об'єкти мають бути такими, щоб їх міг зробити кожний. По-друге, введення школярів до основ обробки матеріалів має здійснюватися через фронтальну форму організації праці, оскільки, проведення вступних, поточних та заключних інструктажів, аналіз і оцінювання трудових дій п'ятикласників, впровадження елементів само- та взаємоконтролю будуть ефективними саме при такій органі ...
... або А3. Розробити маршрутний технологічний процес виготовлення деталі з вибором заготовки відповідно до заданого креслення і виду виробництва. Вибрати типи верстатів, інструменти і пристрої для виготовлення деталі. Розрахувати режими різання для однієї операції. Матеріал заготовки: сталь 45, виробництво дрібносерійне. Вибір заготовки Так як виробництво дрібносерійне, то економічно вигідно ...
... і випадків зміна кінематичної схеми викликало ускладнення як самої схеми, так і конструкції машини. Отримуваний невеликий техніко-економічний ефект не оправдовував ускладнення конструкції і подорожання ремонту. Не оправдавши себе конструкції дробарок, не дивлячись на значне поширення (наприклад, дробарки типу «Додж» і дробарки з кулачковим механізмом), постійно витіснялись більш раціональними ...
0 комментариев