Навигация
Якість обробленої поверхні
51237
знаков
0
таблиц
14
изображений
11 Якість обробленої поверхні
Якість обробленої деталі визначається геометричною характеристикою поверхні, точністю виконаних розмірів і фізичною характеристикою поверхневого шару. Під геометричною характеристикою поверхні розуміють макрогеометію поверхні (еліпсність, вгнутість, конусність, випуклість, хвилястість) і мікрогеометрію – шорсткість обробки.
Шорсткість поверхні – це сукупність нерівностей, що утворюють рельєф поверхні і є геометричним слідом різального інструменту (леза) при обробці пружно-пластичного матеріалу, Шорсткість оцінюється наступними основними параметрами: Rmax – максимальною висотою нерівностей; Rz –висотою нерівностей профілю по 10 точках; Ra – середньоарифметичним відхиленням профілю; Rg – середньоквадратичним відхиленням профілю; Sш – середнім кроком нерівностей профілю; lo- відносною довжиною профілю; rш – радіусом заокруглень впадин нерівностей (рис.12).
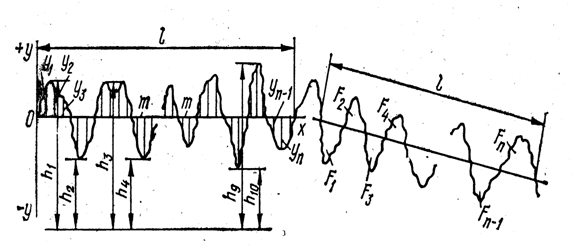
Рис. 12
Rz= ; Ra=
; Ra=![]() ; Ra=
; Ra=![]() ; Rg=
; Rg=![]() ; Sш=
; Sш=![]() ; l0=
; l0=![]() ;
;
Розрізняють шорсткість в поздовжному і поперечному напрямках. Попере-чна шорсткість вимірюється в напрямку перпендикулярному до слідів обробки, а поздовжня – вздовж слідів обробки. При обробці різанням поперечна шорсткість більша за поздовжню і є визначальною.
Для оцінки шорсткості поверхні встановлено 14 класів (ГОСТ2789-73), для яких визначено основні значення Ra i Rz при певних базових довжинах. Ці 14 класів умовно поділяються на 4 групи: 1 група (1-3класи) сюди належать грубі поверхні, які утворюються при чорновій обробці; 2 група (4-6 класи) належать поверхні утворені напівчистовою обробкою різними різальними інструментами; 3 група (7-9 класи) становлять чистові пове6рхні, оброблені абразивним інструментом і чистовими методами (тонке точіння, розвірчуванн, протягування) і електрофізичними методами; ; група (10-14 класи) відносяться поверхні тонко оброблені доводочними інструментами (притиранням, хонінгуванням, суперфінішуванням…)
Поверхня деталі, утворена в результаті механічної обробки, не може бути іде6аль гладкою. Будь який різальний інструмент залишає на ній сліди у вигляді виступаючих гребінців. Теоретичний профіль поверхні повинен складатися з однакових за формою гребінців. Фактично гребінці різні, що викликано пружною і пластичною деформаціями і іншими факторами.
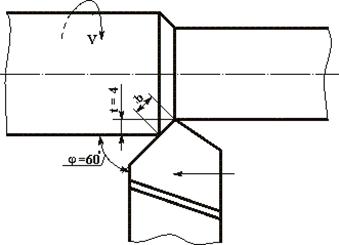
Мікрогеометря поверхні дуже залежить від швидкості різання, величини поздовжньої подачі, глибини різання, радіуса заокруглення різця в плані, мастильно-охолоджуючої речовини, властивостей оброблюваного матеріалу, ступеня спрацювання різця, жорсткості верстата і кріплення заготовки… Вплив швидкості різання на шорсткість поверхні (Rz) показано на рис.
В діапазоні V1-V2 (V1 близька до 0) шорсткість оброблюваної поверхні збільшується через наростоутворення, яке досягає максимального значення при V2. При дальшому рості швидкості різання наріст утворюється менше і при V3 він зникає зовсім, що приводить до відповідного зменшення мікронерівностей. При збільшенню швидкості різання від V3 доV4 шорсткість поверхні продовжує знижуватись, що пояснюється зменшенням сил тертя ( в результаті підвищення температури), а також загальним зменшенням пластичної деформації. Починаючи з швидкості V4, абсолютна величина якої залежить, в основному, від властивостей оброблюваного матеріалу, процес різання стабілізується і висота мікронерівностей залишається постійною. При обробці заготовок з високолегованих сталей, кольорових металів і крихкого чавуну на різальній кромці інструменту наріст не утворюється і з ростом швидкості різання шорсткість поверхні спочатку різко зменшується (штрихова лінія), а потім залишається практично незмінною.
12 Фізичні характеристики поверхневого шару
Процес утворення поверхневого шару деталей при різанні матеріалів є комплексом складних фізичних явищ від яких залежать його фізико-механічні властивості. Структура, фазовий і хімічний склад поверхневого шару деталі залежить від енергії, затраченої на пружно-пластичні деформації, теплової напруги процесу різання і характеру взаємодії оброблюваного матеріалу з матеріалом різальної частини інструменту.
Фізико-механічні властивості поверхневого шару оцінюються глибиною hн,, градієнтом Uгр і ступенем Uн “наклепу” (деформаційного зміцнення), величиною і знаком залишкових напружень, мікроструктурою, щільністю дислокацій, концентрацією вакансій і іншими характеристиками (рис.13).
Ступінь наклепу
![]()
тут Нmax – максимальна твердість поверхневого шару, H0 – твердість вихідного матеріалу. Градієнт наклепу
![]() .
.
Глибина і ступінь наклепу дуже залежить від властивостей оброблюваного матеріалу і режиму обробки. Глибина наклепу зменшується при збільшенні швидкості різання і збільшується з ростом товщини зрізу ( шару, що знімається за один прохід). Затуплений різець в 2-3 рази збільшує глибину наклепу у порівнянні з гострим.
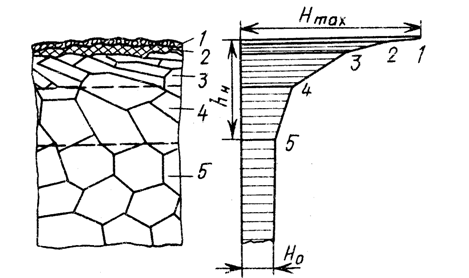
Рис. 13
Так як при обробці різанням різні матеріали деформуються не однаково, то ступінь зміцнення їх різний. М’які пластичні матеріали мають більшу схильність до наклепу. В середньому ступінь наклепу для алюмінію 90-100%, латуні 60-80%, мало вуглецевої сталі 40-50%, а середньо вуглецевої 20-30%. Схильність до наклепу мало пластичних матеріалів (чавун, бронза) значно менша. Глибина наклепу сталі середньої твердості при нормальних умовах обробки становить: чорнова обробка різцем 0,4-0,5 мм, чистова обробка різцем 0,07-0,08мм, шліфування 0,04-0.06мм, полірування 0,02-0,04 мм.
Важливою характеристикою поверхневого шару є величина і знак остаточних напружень, які виникають в результаті дії неоднорідних полів (силового і температурного). Сила тертя задньої грані різця викликає пластичні деформації розтягу верхніх шарів, а шари, що лежать під ними одержують пружну деформацію розтягу. Після проходження різця (зняття навантаження) пружно розтягнуті шари стараються стиснутись, але їм заважають пластично деформовані верхні шари і, як результат, верхні шари стиснуті, а нижні розтягнуті.
Під дією другого фактора – нагріву теплотою, що іде в деталь, верхні шари стараються видовжитись, але їх стримують нижні холодні шари і в поверхневому шарі появляються стискаючі напруження. При інтенсивному нагріванні ці напруження можуть бути більшими за границю текучості і поверхневі шари будуть пластично деформованими – стиснутими (пройдуть пластичні деформації стиску). При охолодженні заготовки у внутрішніх шарах виникнуть остаточні напруження стиску, а на поверхні –розтягуючі напруження. В результаті епюра остаточних напружень залежить від інтенсивності дії механічного і теплового факторів.
При наявності у поверхневому шарі остаточних стискаючих напружень границя витривалості деталі підвищується, а залишкові напруження розтягу понижують її.
Зміцнений поверхневий шар твердість, границя текучості і міцність якого підвищені, має більшу стійкість проти спрацювання і витривалість, але він більш крихкий, а тому опір ударним навантаженням менший. Отже зміцнення поверхні деталі в результаті обробки може впливати на її працездатність, а зміцнення якого набуває поверхня заготовки на певній проміжній операції може вплинути на процес різання на наступних операціях.
Похожие работы
... отека), що є одним із загальновизнаних стандартів для відтворення тривимірних об’єктів. В якості основи експериментального комплексу, для перевірки системи прогнозування параметрів процесу контурної обробки кінцевою фрезою, використано сучасний вертикально-фрезерний верстат з ЧПК моделі МА-655СМ3DА, що дозволяє виконувати гнучке регулювання величини подачі та швидкості різання в процесі механі ...
... званого середнього учня; об'єкти мають бути такими, щоб їх міг зробити кожний. По-друге, введення школярів до основ обробки матеріалів має здійснюватися через фронтальну форму організації праці, оскільки, проведення вступних, поточних та заключних інструктажів, аналіз і оцінювання трудових дій п'ятикласників, впровадження елементів само- та взаємоконтролю будуть ефективними саме при такій органі ...
... або А3. Розробити маршрутний технологічний процес виготовлення деталі з вибором заготовки відповідно до заданого креслення і виду виробництва. Вибрати типи верстатів, інструменти і пристрої для виготовлення деталі. Розрахувати режими різання для однієї операції. Матеріал заготовки: сталь 45, виробництво дрібносерійне. Вибір заготовки Так як виробництво дрібносерійне, то економічно вигідно ...
... і випадків зміна кінематичної схеми викликало ускладнення як самої схеми, так і конструкції машини. Отримуваний невеликий техніко-економічний ефект не оправдовував ускладнення конструкції і подорожання ремонту. Не оправдавши себе конструкції дробарок, не дивлячись на значне поширення (наприклад, дробарки типу «Додж» і дробарки з кулачковим механізмом), постійно витіснялись більш раціональними ...
0 комментариев