Навигация
Наріст і його вплив на процес різання
51237
знаков
0
таблиц
14
изображений
6 Наріст і його вплив на процес різання
Фізичні і хімічні процеси на поверхнях контактуючих тіл дуже різноманітні і складні. Особливо складні процеси при різанні матеріалів, тут проходить деформація і руйнування поверхневих шарів ріжучого клина, на передній поверхні утворюються наліпи, нарости, які значно впливають на процес стружкоутворення, погіршують якість обробленої поверхні. В контактній області виникає цілий ряд явищ, таких як адсорбція, адгезія, дифузія, ерозія, окислення, охрупчення… Ці явища значно впливають на процес деформування і руйнування оброблюваного матеріалу, вібрації, виділення і розповсюдження теплоти в зоні різання, структурні і фазові перетворення в поверхневих шарах деталі.
Найбільш складним є процес тертя. Розрізняють тертя зовнішнє і внутрішнє. У випадку внутрішнього тертя, що виникає при деформуванні матеріалу, розміщеного навколо ріжучого леза і пружної післядії в поверхневих шарах заготовки, проходить передача кількості руху від шару до шару і перетворення механічної енергії в теплову у всьому об’ємі. При цьому поверхні дотикання неперервні і їх розміри не залежать від навантаження.
При зовнішньому терті має місце контакт двох тіл в окремих точках, а це значить що контакт дискретний і його площа залежить від величини прикладеного навантаження. Тут деформування і руйнування матеріалу і теплота, що при цьому виділяється, локалізовані у тонкому поверхневому шарі. Явища зовнішнього тертя найкраще пояснює молекулярно-механічна теорія.
В залежності від кінематичних ознак розрізняють тертя ковзання, кочення і вертіння.
В залежності від стану поверхонь тертя розрізняють: 1- чисте тертя (при відсутності окисних плівок, яке супроводжується адгезією і холодним зварюванням); 2- сухе тертя окислених поверхонь без змащування і забруднень; 3-граничне тертя при наявності тонкого шару мастила, який має шарову будову в пограничній зоні; 4-рідинне тертя з повним розділенням поверхонь шаром мастила; 5- напівсухе і напіврідинне тертя (змішане тертя). Особливе значення тут мають коефіцієнти тертя ![]() =
=![]() , тут сила тертя F=Fдеф+Fадг, ; N-нормальне навантаження. Fдеф –сила необхідна для здійснення пластичної деформації матеріалу; Fадг-сила необхідна для переборювання адгезійних зв’язків.
, тут сила тертя F=Fдеф+Fадг, ; N-нормальне навантаження. Fдеф –сила необхідна для здійснення пластичної деформації матеріалу; Fадг-сила необхідна для переборювання адгезійних зв’язків.
Коефіцієнт тертя залежить від фізико-механічних властивостей оброб-люваного матеріалу, стану поверхонь, температури і швидкості тертя, розприділння навантажень на поверхні контакту, характеру і виду тертя і інших факторів.
Тертя при різанні має свою специфіку: мають місце різні види тертя (граничне і рідинне рідко); особливу роль відіграє чисте тертя, що призводить до інтенсивного руйнування інструменту; інструмент контактує з матеріалом лише один раз; тертя проходить при дуже великих тисках (1-3 ГПа) і температурах, що досягають температури плавлення; має місце складне роз приділення нормальних і дотичних навантажень; великі і непостійні значення коефіцієнта тертя; складний взаємний вплив вібрацій і характеру тертя; жорсткий режим тертя, що призводить до появи наростів і інтенсивного руйнування поверхневих шарів інструменту.
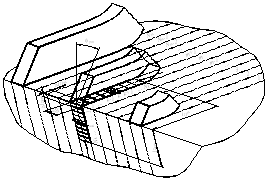
Наростоутворення. При деяких умовах різання пластичних матеріалів на передній поверхні інструменту біля головної різальної кромки утворюється сильно деформована маса дрібних частинок оброблюваного матеріалу, міцно зчеплених з передньою поверхнею (рис.10 ). Ця маса має клиноподібну форму і називається наростом. Утворення наросту пояснюється тим, що в наслідок великого тиску з боку стружки на передню поверхню інструменту і високої температури пластично деформованого матеріалу, а також через шорсткість передньої поверхні відбувається адгезія між інструментом і стружкою, що сходить. В результаті на передній поверхні інструменту утворюється тонкий загальмований шар, який називається наростом.
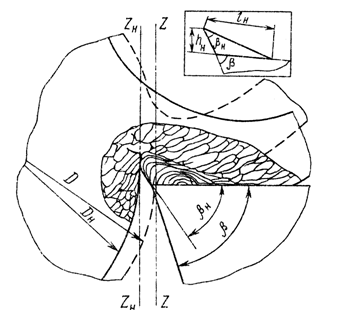
Рис. 10. Наростоутворення
Рух стружки відбувається вздовж загальмованого шару з подоланням сил внутрішнього тертя. Твердість наросту в 2,5-3,5 рази перевищує вихідну твердість оброблюваного матеріалу і тому сам наріст може брати участь у різанні, запобігаючи спрацюванню різальної кромки. Будучи продовженням різальної частини, наріст змінює геометрію інструменту, що істотно впливає на деформацію зрізуваного шару, сили різання, якість обробленої поверхні.
Основний недолік наросту в тому, що він не постійний, наростає з “0” до деякого значення, обривається і виноситься з зони різання разом з стружкою. Періодичні зриви наросту призводять до коливань кута різання і зміни глибини різання, до виникнення вібрацій, що знижує точність і збільшує шорсткість обробленої поверхні. Тому при чистовій обробці наріст недопустимий.
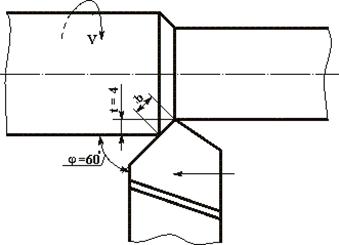
Основними факторами, що впливають на утворення наросту є властивості оброблюваного матеріалу, геометрія різального інструменту, елементи режиму різання, шорсткість передньої поверхні інструменту. Найінтенсивніше наріст утворюється при обробці пластичних матеріалів (маловуглецева сталь, дюралюміній, в’язка латунь…) З елементів режиму різання найбільш істотно впливає швидкість різання. При V<5 м/хв і V>60 м\хв наріст не утворюється. Це пояснюється тим, що при V<5м\хв температура в зоні різання невисока і недостатня для утворення наросту. Якщо V>60м/хв то висока температура в зоні різання робить стружку більш пластичною, отже зменшується коефіцієнт тертя і наріст не утворюється.
Збільшення переднього кута, доводка передньої поверхні інструменту, застосування мастильно охолоджуючих речовин і збільшення твердості оброблюваного матеріалу приводить до зменшення наростоутворення.
Похожие работы
... отека), що є одним із загальновизнаних стандартів для відтворення тривимірних об’єктів. В якості основи експериментального комплексу, для перевірки системи прогнозування параметрів процесу контурної обробки кінцевою фрезою, використано сучасний вертикально-фрезерний верстат з ЧПК моделі МА-655СМ3DА, що дозволяє виконувати гнучке регулювання величини подачі та швидкості різання в процесі механі ...
... званого середнього учня; об'єкти мають бути такими, щоб їх міг зробити кожний. По-друге, введення школярів до основ обробки матеріалів має здійснюватися через фронтальну форму організації праці, оскільки, проведення вступних, поточних та заключних інструктажів, аналіз і оцінювання трудових дій п'ятикласників, впровадження елементів само- та взаємоконтролю будуть ефективними саме при такій органі ...
... або А3. Розробити маршрутний технологічний процес виготовлення деталі з вибором заготовки відповідно до заданого креслення і виду виробництва. Вибрати типи верстатів, інструменти і пристрої для виготовлення деталі. Розрахувати режими різання для однієї операції. Матеріал заготовки: сталь 45, виробництво дрібносерійне. Вибір заготовки Так як виробництво дрібносерійне, то економічно вигідно ...
... і випадків зміна кінематичної схеми викликало ускладнення як самої схеми, так і конструкції машини. Отримуваний невеликий техніко-економічний ефект не оправдовував ускладнення конструкції і подорожання ремонту. Не оправдавши себе конструкції дробарок, не дивлячись на значне поширення (наприклад, дробарки типу «Додж» і дробарки з кулачковим механізмом), постійно витіснялись більш раціональними ...
0 комментариев