Навигация
Методи визначення температури в зоні різання
51237
знаков
0
таблиц
14
изображений
9 Методи визначення температури в зоні різання
Температуру в зоні різання можна визначити калориметричним методом, штучною напівштучною і природною термопарами, оптичним методом, мікро структурним аналізом, за зміною кольорів стружки, або спеціальних фарб.
Калориметричний метод ґрунтується на використанні калориметричної установки для визначення загальної кількості теплоти, яка виділилась в процесі різання за певний проміжок часу.
Метод штучної термопари(рис.11а) полягає в тому, що в робочій частині різця просвердлюється отвір діаметром біля 1,5 мм, який не доходить до поверхні на 0,5 мм. В отвір вставляють ізольовану термопару (мідь-константан). Спай якої торкається дна отвору. Теплота, яка переходить на передню поверхню різця, нагріває спай, внаслідок чого в колі термопари виникає термоелектрорушійна сила, що регіструється гальванометром. Для визначення температури в дослід-жуваному різці в різних точках одночасно може бути встановлено декілька термопар. Метод складний і не дозволяє виміряти температуру безпосередньо в зоні різання.
При використанні методу напівштучної термопари (рис.11б) одним елементом термопари є різальний інструмент, а другим – дріт з високим електричним опором. Дріт через отвір, просвердлений в різальному інструменті виводять на передню, або задню поверхню (в то місце, де хочуть виміряти температуру) де і розклепують. Місце розклепування – це спай. Інструмент і кінець дроту підєднують до паказуючого приладу. Цей метод забезпечує більш достовірні результати.
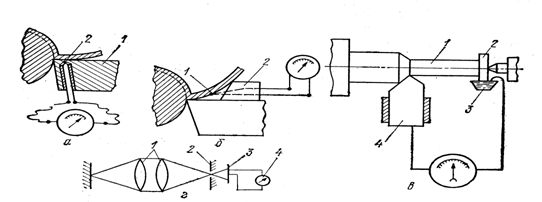
Рис. 11
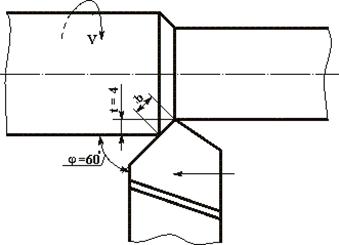
Метод природної термопари (рисю11в). Елементами термопари є різальний інструмент і оброблювана заготовка. Спаєм є контактні поверхні з стружкою і заготовкою. Заготовка і різець ізолюються вів корпуса верстата і провідниками з’єднуються з показуючим приладом (гальванометром). Складність викори-стання цього методу в трудності переведення показів гальванометра в значення температури (градуси). Необхідно для кожного оброблюваного матеріалу і матеріалу інструменту проводити тарування.
Оптичний метод (рис11г) ґрунтується на принципі фокусування інфрачервоного випромінювання, що виділяється в зоні різання, за допомогою скляних лінз через діафрагму на приймач (спеціальний давач), де воно перетворюється в електричний сигнал, підсилюється і подається на регіструючий прилад. Цей метод вимагає складної апаратури і складного її настроювання.
Метод мікроструктурного аналізу ґрунтується на аналізі зміни мікро-структури, яка відбулася в поверхневих шарах різальної частини інструменту під впливом теплоти, що утворилась в процесі різання. Порівнюючи вихідну і кінцеву структури різця, визначають температуру нагрівання його в різних точках. Метод точний, але складний.
Метод мінливості кольорів простий, але не точний і суб’єктивний. Температуру визначають за зміною кольору стружки, або спеціальної фарби, нанесеної в різні місця інструменту.
10 Охолодження і змащування при обробці різанням
Теплота, що виділяється при обробці різанням призводить до зменшення стійкості інструменту, сприяє його видовженню (температурній деформації), сприяє температурній деформації деталей верстата і заготовки, все це разом викликає певні похибки, які знижують точність обробки і якість де6талей. Тому дуже важливо зменшити кількість теплоти, або відвести її в навколишнє середовище. Це досягається використанням мастильно-охолоджуючих речовин (МОР) в процесі обробки металів різанням.
В залежності від дії всі МОР поділяються на три групи: 1-мають тільки охолоджуючі властивості; 2- мають охолоджуючі і частково мастильні властивості; 3- мають мастильні і частково охолоджуючі властивості. В залежності від агрегатного стану МОР поділяються також на 3 групи: рідини, газоподібні і тверді.
До всіх МОР ставляться наступні вимоги: не викликати корозії матеріалу заготовки, інструменту і обладнання; не бути шкідливими для робітників; бути стійкими в експлуатації і зберіганні; бути відносно дешевими і недефіцитними. До твердих МОР відносяться неорганічні матеріали з складною структурою (тальк, слюда, графіт, бура, нітрид бору, дисульфіт молібдену…), тверді орга-нічні з єднання (мило, віск, тверді жири), полімерні плівки і тканини (нейлон, поліаміди, поліетилен), металічні плівкові покриття (Gu,Zn,Pb,Sn,Ba, латунь).
Найбільш широкого розповсюдження набули мастильно-охолоджуючі рідини. Сюди відносяться водні розчини мінеральних електролітів, емульсії, мінеральні, тваринні і рослинні масла; мінеральні масла з домішками фосфору, сірки, хлору (сульфофрезоли); гас, розчини поверхнево активних речовин в гасі; маса і емульсії з домішками твердих мастильних речовин.
До газоподібних МОР відносяться повітря, азот, вуглекислий газ, кисень, випари поверхнево активних речовин, розпилені рідини.
Застосування того чи іншого виду МОР залежить виду і призначення обробки. При чорновій і напівчистовій обробці, коли потрібна сильна охолоджуюча дія, застосовують водні розчини електролітів, поверхнево активних речовин, масляні е6мульсії.
При чистовій обробці, коли необхідно одержати високу якість поверхні МОР повинні забезпечити якісне змащування зони різання. В цих випадках застосовують чисті активовані мінеральні масла і сульфофрезоли. При чистовій обробці з висок5ими швидкостями різання рекомендується застосовувати емульсії з 5-10% розчином емульсола.
При чорновій обробці чавунів, бронзи, коли утворюється стружка надлому, а також при переривистій обробці заготовок твердосплавними інструментами використовують стиснене повітря, вуглекислоту. Газ охолоджує зону різання і одночасно виносить стружку у спеціальні стружкозбірники.
Ефективність охолодження в значній мірі залежить від способу подачі МОР в зону різання. На металорізальних верстатах застосовуються наступні способи подачі МОР в зону різання:
1.Охолодження струменем МОР, який вільно падає на стружку в місці її відділення при точінні, або на інструмент при фрезеруванні. Через малу швидкість рідини інтенсивність охолодження невелика, але цей спосіб просто реалізувати, тому він широко використовується.
2.Високонапірне охолодження застосовується при обробці важкооброблю- ваних матеріалів. МОР під тиском 1-2,5 мПа підводиться до різальної кромки з сторони задньої поверхні через отвір діаметром 0,4 –0,5 мм. Розхід рідини біля 5л/хв. Завдяки високому тиску частинки рідини інтенсивно проникають у мікротріщини і зазори, швидко випаровуються і охолоджують нагріті поверхні. Недоліки цього способу: необхідні спеціальні насоси, має місце сильне розбризкування рідини, необхідно якісно фільтрувати рідину.
3.Охолодження повітряною емульсією і розпиленою рідиною у вигляді туману. Характеризується малою втратою емульсії і чистотою робочого місця. Рідину спрямовують на різальну кромку з боку задньої поверхні різця під високим тиском.
Правильне використання МОР дає можливість у ряді випадків, особливо при застосуванні інструментів з швидкорізальної сталі, підняти продуктивність обробки в 2-3 рази.
Похожие работы
... отека), що є одним із загальновизнаних стандартів для відтворення тривимірних об’єктів. В якості основи експериментального комплексу, для перевірки системи прогнозування параметрів процесу контурної обробки кінцевою фрезою, використано сучасний вертикально-фрезерний верстат з ЧПК моделі МА-655СМ3DА, що дозволяє виконувати гнучке регулювання величини подачі та швидкості різання в процесі механі ...
... званого середнього учня; об'єкти мають бути такими, щоб їх міг зробити кожний. По-друге, введення школярів до основ обробки матеріалів має здійснюватися через фронтальну форму організації праці, оскільки, проведення вступних, поточних та заключних інструктажів, аналіз і оцінювання трудових дій п'ятикласників, впровадження елементів само- та взаємоконтролю будуть ефективними саме при такій органі ...
... або А3. Розробити маршрутний технологічний процес виготовлення деталі з вибором заготовки відповідно до заданого креслення і виду виробництва. Вибрати типи верстатів, інструменти і пристрої для виготовлення деталі. Розрахувати режими різання для однієї операції. Матеріал заготовки: сталь 45, виробництво дрібносерійне. Вибір заготовки Так як виробництво дрібносерійне, то економічно вигідно ...
... і випадків зміна кінематичної схеми викликало ускладнення як самої схеми, так і конструкції машини. Отримуваний невеликий техніко-економічний ефект не оправдовував ускладнення конструкції і подорожання ремонту. Не оправдавши себе конструкції дробарок, не дивлячись на значне поширення (наприклад, дробарки типу «Додж» і дробарки з кулачковим механізмом), постійно витіснялись більш раціональними ...
0 комментариев