Устройство и взаимодействие узлов станка
Электротехническая часть
Анализ системы электропривода и схемы управления
Предложения по модернизации
Разработка схемы управления и описание ее работы
Выбор элементов схемы
Выбор защитной аппаратуры и питающих проводов
Экономическая часть
Эксплуатация электрооборудования станка
Борьба с шумами и вибрацией
Навигация
Модернизация электрооборудования и схемы управления токарно-винторезного станка
Модернизация электрооборудования и схемы управления токарно-винторезного станка
63630
знаков
14
таблиц
0
изображений
Содержание
Введение
1 Технологическая часть
1.1 Назначение и технические данные станка
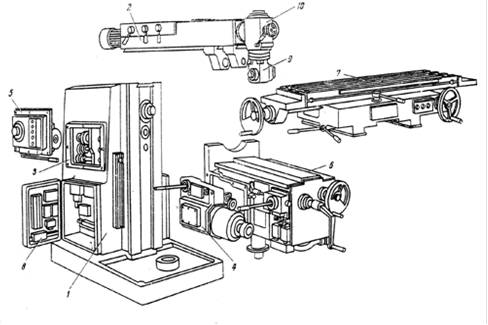
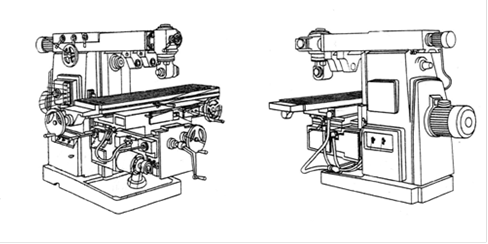
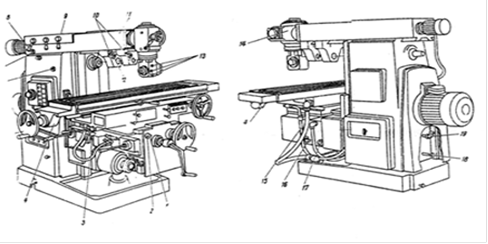
1.2 Устройство и взаимодействие узлов станка
1.3 Расчет технологических мощностей
2 Электротехническая часть
2.1 Схема управления и её элементы до модернизации
2.2 Анализ системы электропривода и схемы управления
2.3 Предложения по модернизации
2.4 Выбор электродвигателей
2.5 Разработка схемы управления и описание её работы
2.6 Выбор элементов схемы
2.7 Выбор защитной аппаратуры и питающих проводов
3 Экономическая часть
3.1 Обоснование модернизации ЭО и автоматики станка
4 Эксплуатация электрооборудования станка
4.1 Техническое обслуживание электрооборудования
4.2 Мероприятия по экономии электроэнергии
5 Охрана труда
5.1 Техника безопасности при эксплуатации электрооборудования
5.2 Борьба с шумами и вибрацией
5.3 Противопожарные мероприятия
Литература
Введение
На электромашиностроительных заводах механическая обработка занимает значительное место в общем процессе изготовления электрической машины в условиях крупносерийного и массового производства.
Металлорежущие станки являются распространенными производственными машинами, предназначенными для механической обработки заготовок из металла режущими инструментами . Путем снятия стружки заготовке предаются требуемая форма, размеры и чистота поверхности.
Станки токарной группы относятся к наиболее распространенным металлорежущим станкам и широко применяются на промышленных предприятиях, в ремонтных мастерских и т.д. В группу токарных станков входят : универсальные токарные, токарновинторезные, револьверные, токарнолобовые,карусельные,токарнокопировальные станки, токарные автоматы и полуавтоматы.
По размерам токарные станки бывают настольными, средними станками нормальных размеров и уникальными.
По точности и чистоте обработки они разделяются на станки для грубой обработки, станки нормальной и повышенной точности.
Общим для всех токарных станков является то, что деталь приводится во вращение – это движение называется главным, а инструмент (резец) перемещают вдоль заданного контура обработки это движение называется подачей.
Все большее распространение получают новейшие средства электрической автоматизации технологических установок, машин и механизмов на базе полупроводниковой техники, высокочувствительной регулирующей и контрольно-измерительной аппаратуры . Это объясняет необходимость модернизации электрооборудования станков, так как модернизировать станок намного дешевле чем покупать и устанавливать новые.
В дипломном проекте произведена модернизация электрооборудования и схемы управления токарно-винторезного станка модели 16 Б 16 П.
Целью модернизации является:
увеличение надежности;
увеличение быстродействия;
увеличение экономичности;
увеличение безопасности.
1 Технологическая часть
1.1 Назначение и технические данные станка
Станок 16Б16П предназначен для выполнения разнообразных токарных работ, а также, для нарезания резьб: метрической, дюймовой, модульной и питчевой.
Основные технические данные и характеристики станка сводим в таблицу 1.
Таблица 1
| Наименование параметра | Значение |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 180 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 360 |
| Наибольшая длинна обтачивания, мм | 710 |
| Наибольшая длинна обрабатываемого изделия,мм | 750 |
| Наибольшее поперечное перемещение, мм | 220 |
| Наибольшее продольное перемещение, мм | 750 |
| Быстрое продольное перемещение, м/мин | 4 |
| Быстрое поперечное перемещение, м/мин | 2 |
| Перемещение на одно деление лимба, мм | 0.025 |
| Пределы продольных подач, мм/об | 0.052.8 |
| Пределы поперечных подач, мм/об | 0.0251.4 |
| Количество скоростей прямого вращения | 21 |
| Количество скоростей обратного вращения | 21 |
| Наибольшее перемещение пиноли, мм | 120 |
| Пределы частоты прямого вращения шпинделя, мин | 202000 |
| Пределы частоты обратного вращения шпинделя, мин | 202000 |
| Поперечное перемещение вперед, мм | 5 |
| Поперечное перемещение назад, мм | 5 |
| Длинна станка, мм | 2270 |
| Ширина станка, мм | 1110 |
| Высота станка, мм | 1505 |
| Вес станка, кг | 2050 |
Похожие работы
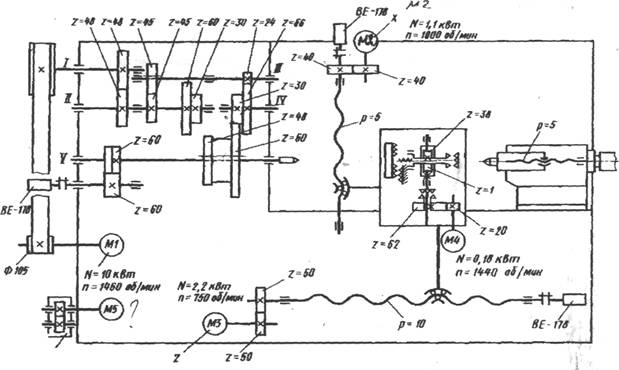
... z = 1 и z =38. Асинхронный электродвигатель М5 приводит во вращение шестеренный насос ВГ-11-11 А, осуществляющий централизованное смазывание станка. Кинематическая схема станка 1.2 Система эксплуатации и ремонта токарно-винторезного станка с ЧПУ модели 16К20Т1 Одним из условий эффективной организации работы любого предприя-тия является наличие отлаженного механизма выполнения ремонтных ...
... темы курсового проекта соответствует задаче технического перевооружения – созданию высокоэффективного энергосберегающего производства. 1. Теоретическая часть 1.1 Краткая характеристика цеха, краткое описание технологического процесса Основным электрооборудованием цеха металлорежущих станков являются группы токарных, шлифовальных и заточных станков. Рассмотрим эти группы: 1. К токарной ...
... описанным, которые используют вышеперечисленные преимущества токарных автоматов, имеют более высокую производительность. 1. Техническое задание Разработать устройство для навивки пружин на токарно-револьверном автомате мод. 1Б124. Устройство должно работать в замкнутом автоматическом цикле. Необходимо выбрать оптимальную скорость вращения шпинделя, отключить неиспользуемые узлы и кинематические ...
... на всех возможных режимах станка. Проверить действие кнопок 1 и 18 «Стоп». 8. График и состав ремонтно-профилактических работ При работе станка с условиями нормальной эксплуатации и соблюдения всех правил эксплуатации и обслуживания, межремонтный цикл (срок службы до капитального ремонта) при двухсменной работе составляет при преимущественной обработке стали не менее 8,5 лет и аналогично ...
0 комментариев