Устройство и взаимодействие узлов станка
Электротехническая часть
Анализ системы электропривода и схемы управления
Предложения по модернизации
Разработка схемы управления и описание ее работы
Выбор элементов схемы
Выбор защитной аппаратуры и питающих проводов
Экономическая часть
Эксплуатация электрооборудования станка
Борьба с шумами и вибрацией
Навигация
Устройство и взаимодействие узлов станка
Модернизация электрооборудования и схемы управления токарно-винторезного станка
63630
знаков
14
таблиц
0
изображений
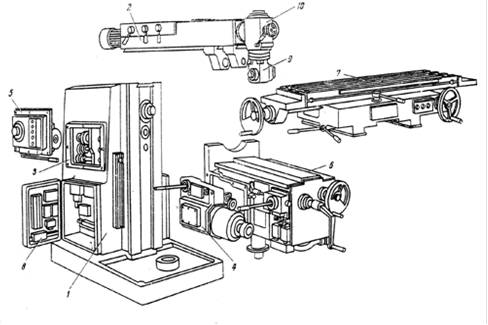
1.2 Устройство и взаимодействие узлов станка
Общий вид с обозначением узлов станка 16Б16П изображен на листе1 графической части дипломного проекта.
Станина литая чугунная, коробчатой формы с поперечными П-образными ребрами, имеет две призматические и две плоские направляющие. Направляющие подвергнуты термообработке с последующей шлифовкой. Станина устанавливается на одной тумбе .В нише правого торца станины размещен двигатель ускоренных ходов каретки.
На задней стенке у левого торца тумбы смонтирована коробка скоростей, у правого – станция смазки, а внутри тумбы расположен электродвигатель главного привода. В нише правого торца тумбы расположен бачок для охлаждающей жидкости и насос системы охлаждения.
Коробка скоростей на 6 ступеней монтируется в отдельном корпусе и крепится к задней наружной стенке левого торца тумбы.
Для натяжения ремня идущего от коробки к шпинделю, она может перемещаться в вертикальной плоскости с помощью натяжного винта.
Механизм коробки скоростей приводится в движение от 2х скоростного электродвигателя через зубчатую ременную передачу.
Все шестерни коробки скоростей изготовлены из легированных сталей и подвергнуты термической обработке с последующей шлифовкой зубьев.
Смазка электромагнитных муфт, шестерен и подшипников коробки скоростей осуществляется от насоса смазки через систему смазки.
Механизм передней бабки получает движение от коробки скоростей через зубчатый ремень и разгруженный приемный шкив.
Коробка передач служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач. Ограждение коробки передач снабжено электрической блокировкой, исключающей случайное включение станка при открытом кожухе ограждения.
Коробка подач получает движение от выходного вала передней бабки через сменные зубчатые колеса коробки передач.
Для осуществления быстрых перемещений суппорта в коробке подач смонтирована обгонная муфта, назначение которой отключить коробку подач при быстром обратном ходе суппорта.
Фартук имеет четыре пары кулачковых муфт, которые позволяют осуществлять прямой и обратный ход каретки и суппорта.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подачи суппорта и маточной гайки станка.
Смазка фартука, направляющих станины и каретки производится плунжерным насосом, встроенным в крышку фартука.
Каретка и поперечная ползушка суппорта имеют ограничение хода в обе стороны, предусмотренные для избежания поломок станка, так как при перемещении суппорта до упора срабатывает механизм отключения фартука. Задняя бабка крепится к станине через систему рычагов и эксцентрик.
Устройство для защиты от стружки состоит из узлов ограждения суппорта и ограждения станка . Ограждение суппорта, имеющее откидной прозрачный экран, крепится на каретке и перемещается вместе с ней, защищая рабочего от стружки. Предусмотрена регулировка установки экрана по высоте.
Назначение узла ограждения станка, состоящего из щитка, подвешенного сзади суппорта, защитить окружающее станок пространство от разлетающейся стружки.
Упор ограничения продольного перемещения каретки устанавливается на передней полке станины, крепится с помощью винтов и прижимной планки.
1.3 Расчет технологических мощностей
Расчёт мощности резания токарно-винторезного станка модели 16Б16П производим для режима резания точения.
Задаёмся материалом обрабатываемого изделия – сталь углеродистая, материалом инструмента – сталь быстрорежущая.
Определяем мощность резания Pz, кВт, по формуле:
Pz= Vz Fz/1020 60, ( 1 )
где Vz–линейная скорость резанья, м/мин.
Fz – усилие резанья, Н;
Vz=(Сv/Tm tx Sy) Кv, ( 2 )
где Сv коэффициент, учитывающий материал обрабатываемого изделия, инструмента и вид обработки, принимаем по ( ) Сv=300;
Т стойкость резца, мин., принимаем по ( ) Т=30 мин;
S подача, мм/об, принимаем по паспорту
S=2 мм/об.;
m,х,у -показатели степени, зависящие от свойств
обрабатываемого материала, инструмента и вида
обработки, принимаем по ( ) m=0,2 ; .х=0,15; у=0,35;
Ку поправочный коэффициент, учитывающий действительные условия резания.
Ку = Кmv Кnv Киv, ( 3 )
где Кmv коэффициент, учитывающий качество обработки материала;
Кnvкоэффициент, учитывающий состояние обрабатываемой поверхности, определяем по ( ) Кnv=1;
Киvкоэффициент, учитывающий качество материала инструмента, принимаем по ( ) Киv=1.
Кmv= Кr (750 / в )n, ( 4 )
где Кr –коэффициент характеризующий группу стали по обрабатываемости, принимаем по ( ) Кr=1;
в – фактические параметры, характеризующие обрабатываемый материал, МПа, принимаем по ( ) в =500 МПа;
nу - показатель степени обработки инструментом, принимаем по ( ) nу=1.
Кmv= 1 (750 / 300) 1 = 0,4
Ку = 0,4 1 1 = 0,4
Vz=(300/300,2 50,15 20,35) 0,4=37,4 м/мин
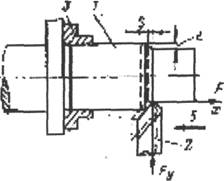
Определяем усилие резания Fz, H, по формуле:
Fz=10 Сftx Sy VznКр ( 5 )
где Сf–коэффициент, учитывающий свойства обрабатываемого материала, инструмента и вид обработки, выбираем по ( ) Cf= 150;
Кр коэффициент, учитывающий действительные условия резания, принимаем по ( ) Кр =1;
х,у,n показатели степени, зависящие от свойств обрабатываемого материала,инструмента и вида обработки,принимаем по ( ) х=1 ; у=0,75 ; n= 0,15;
Fz=10 150 51 20.75 37.40.15 1= 7326Н
По формуле ( 1 ) определяем мощность резания:
Рz=7326 37.4 / 1020 60 = 4.47 кВт
Производим расчет мощности насоса охлаждения Рнасоса, кВт,по формуле:
=K3 ( p g Q (Hc+ H)/ ном) 103, ( 6 )
где р – плотность перекачиваемой жидкости, кг/м3, принимаем р=1000 кг/м3;
g ускорение свободного падения, м/с2, g=9,81 м/с2;
Q производительност,м3/с, по паспарту станка
Q=0,00032 м3/с;
Нсстатический напор, м, принимаем равным высоте станка, Нс=1,505м;
Н потеря напора, м, принимаем по паспорту
Н=0,5Нc, Н=0,75 м;
Кз коэффициент запаса, принимаем по ( ) Kз=l,2;
ном номинальный КПД станка,принимаем по ном =0,7.
Рнасоса =1,2 (1000 9,81 0,00032 (1,505+0,75)/0,7) 103=0,012кВт
Мощность на валу двигателя станции смазки Рдв1, кВт, определяем по формуле:
Рдв1 = K3 Q H 103 / нас ( 7 )
где Q – производительность насоса, м3 /с;
Н – давление масла в гидросистеме,Н/м2;
Кз –коэффициент запаса, о.е.
нас– коэффициент полезного действия насоса, о.е.
По ( ) принимаем Кз = 1,2, нас = 0,8 Q=0.0004 м3 /с, Н = 196200Н/м2
Рдв1 = 1,2 0,0004 196200 103/0,8 = 0,11 кВт
Мощность привода быстрого хода принимаем из паспорта станка, Рдв2 =0,37 кВт.
Похожие работы
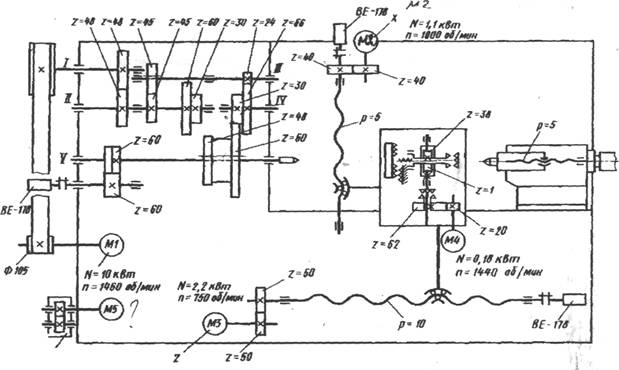
... z = 1 и z =38. Асинхронный электродвигатель М5 приводит во вращение шестеренный насос ВГ-11-11 А, осуществляющий централизованное смазывание станка. Кинематическая схема станка 1.2 Система эксплуатации и ремонта токарно-винторезного станка с ЧПУ модели 16К20Т1 Одним из условий эффективной организации работы любого предприя-тия является наличие отлаженного механизма выполнения ремонтных ...
... темы курсового проекта соответствует задаче технического перевооружения – созданию высокоэффективного энергосберегающего производства. 1. Теоретическая часть 1.1 Краткая характеристика цеха, краткое описание технологического процесса Основным электрооборудованием цеха металлорежущих станков являются группы токарных, шлифовальных и заточных станков. Рассмотрим эти группы: 1. К токарной ...
... описанным, которые используют вышеперечисленные преимущества токарных автоматов, имеют более высокую производительность. 1. Техническое задание Разработать устройство для навивки пружин на токарно-револьверном автомате мод. 1Б124. Устройство должно работать в замкнутом автоматическом цикле. Необходимо выбрать оптимальную скорость вращения шпинделя, отключить неиспользуемые узлы и кинематические ...
... на всех возможных режимах станка. Проверить действие кнопок 1 и 18 «Стоп». 8. График и состав ремонтно-профилактических работ При работе станка с условиями нормальной эксплуатации и соблюдения всех правил эксплуатации и обслуживания, межремонтный цикл (срок службы до капитального ремонта) при двухсменной работе составляет при преимущественной обработке стали не менее 8,5 лет и аналогично ...
0 комментариев