ОБЩАЯ ЧАСТЬ
Транспортировка печи на монтажную площадку с погрузкой и разгрузкой (с указанием строповки)
Приемка вращающейся печи и её складирование
Разработка этапов монтажа с указанием строповки
Контроль монтажных операций
Сдача барабанной печи в эксплуатацию
Мероприятия по защите окружающей среды при выполнении монтажных работ
Расчёт и выбор необходимых такелажных средств
Навигация
Приемка вращающейся печи и её складирование
Монтаж вращающейся барабанной печи
80215
знаков
2
таблицы
18
изображений
1.2.3 Приемка вращающейся печи и её складирование
В монтажных, организациях заказчик выделяет уполномоченных лиц, которые оформляют передачу и приёмку оборудования. До приёмки оборудования организация должна от заказчика заводские отправочные спецификации, сборочные чертежи, технические условия на монтаж оборудования и другую документацию, необходимую для производства монтажных работ. Приемка оборудования на приобъектном складе в монтажной зоне предприятия по внешнему осмотру без разборки. Во время приемки проверяют комплектность оборудования, поступающего в разобранном виде по заводским спецификациям, отправочной или упаковочной ведомостям, соответствие оборудования чертежам и техническим условиям на монтаж; отсутствие повреждений или поломок, трещин и др. дефектов. Наличие и полноту технической документации (паспорта, сертификаты на металл, необходимые для монтажа, акт на испытания оборудования и его механизмов на заводском стенде). После внешнего осмотра оборудования на приобъектном складе составляется приёмно-сдачный акт за подписью представителя монтажной организации и заказчика. Приёмно-сдачный акт является документом, в котором фиксируется факт передачи оборудования от заказчика монтажной организации. После подписания этого документа вся ответственность за сохранность оборудования до сдачи его в эксплуатацию лежит на монтажной организации.
В состав складского хозяйства монтажного управления входят: площадка для хранения металла и труб; площадка для хранения монтажных заготовок, оснащённая грузоподъемным механизмом; закрытый склад для хранения инструментов, ручных машин, спецодежды; склад для хранения лаков, красок и других специальных материалов; склад топливно-смазочных материалов.
Площадки для хранения металла, труб и монтажных заготовок бетонируют и располагают вблизи цехов монтажной базы. Площадки для хранения металла оборудуют башенным или козловым к краном и стоечными стеллажами для хранения полосового и профильного проката и труб. При складировании прокат и трубы сортируют по сортаментам и маркам стали. Стеллажи должны обеспечивать надежное без деформации размещение грузов и удобное производство погрузочно-разгрузочных работ. Кроме стоечных стеллажей, открытые площадки оснащают стационарными или сборно-разборными стеллажами для контейнерного хранения материалов изготовленными из металлопроката или из труб. Габаритные размеры стеллажей определяются видом и количеством изделий, подлежащих складированию. В качестве тары применяют поддоны, контейнеры, ящики. Балки, швеллеры, рельсы, сталь толстолистовую складируют на железобетонных башмаках с высотой штабеля до 1,5 м; сталь сортовую и стальные трубы складируют пакетами в стоечных стеллажах высотой соответственно до 1,7 и 1,6 м.
Склады закрытого хранения имеют площадки для приема и отправки грузов и комплектации контейнеров. В складе устанавливают стеллажи с ячейками для размещения контейнеров и поддонов. Склады оснащают подвесным и опорным краном-штабелером различной грузоподъемности. Оборудование и материалы погружают на автотранспорт монорельсом с выходом на эстакаду и консоль-поворотным краном.
1.3 Монтаж вращающейся барабанной печи
1.3.1 Укрупнительная сборка на монтажной площадке
Печи поступают на монтажную площадку транспортабельными сборочными единицами: корпус печи из 5 ... 7 блоков с бандажами, венцовая шестерня привода из двух* половин, привод, опорные и упорные станции. Наружная часть фундамента барабанной вращающейся печи состоит из 3... 6 опорных столбиков, что усложняет его приемку. В фундаментах должны быть заложены осевые плашки и высотные реперы в соответствии с их расположением на чертежах.
При геодезическом обосновании монтажа на осевые плашки наносят керном метки, фиксирующие положение главных и рабочих осей печи. По этим осям определяют расположение опор фундамента. Продольную ось печи обозначают теодолитом, который устанавливают над плашкой одного из концов фундамента или средней опоры в соответствии с указанием проекта производства работ и направляют на монтажную марку, установленную над отметкой плашки второго конца фундамента. Затем марку последовательно переносят на плашки продольной оси опор фундамента, регулируют ее по визирной оси теодолита и на каждой плашке по марке наносят точку. По отмеченной точками продольной оси проверяют положение опорных столбиков фундамента, по отклонению симметричной оси фундаментных опор от визирной оси теодолита судят о качестве изготовления фундамента (рис.9).
Вместо теодолита может быть использован монтажный лазер, что упрощает измерения, так как луч лазера дает видимое пятно на рейке или непосредственно на фундаменте.
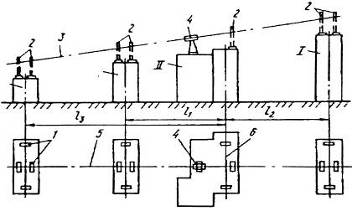
Рисунок 9. Схема проверки фундамента:
1 - осевые плашки; 2- монтажные марки; 3-вюиркая ось теодолита; 4-теодолит; 5- продольная ось печи; 6- поперечная ось печи (ось привода); - опорные столбики фундамента; h -12-расстояния между осями опор.
Для обозначения поперечной оси также применяют теодолит, но наиболее удобна монтажная струна, которую устанавливают на приводной опоре. От отвесов, опущенных со струны, рулеткой замеряют расстояния между осями опор фундамента в обе стороны к каждой опоре печи. Проверив положение опор, замеряют габаритные размеры фундамента, глубину и положение анкерных колодцев и другие размеры, которые необходимо проверить при приемке фундамента. Необходимо также обратить внимание на высотные отметки опор фундамента, проверяемых нивелиром, которые должны соответствовать уклону печи. Особое внимание обращают на фундамент под привод.
В регенерационном цехе нет козлового или мостового крана, поэтому для монтажа барабанной печи применяют самоходные монтажные краны грузоподъемностью от 30 до т. Монтируют барабанную печь до возведения стен цеха. Монтаж блоков печи начинают с роликоопор, представляющих сбой сварную раму с двумя опорными роликами, установленными на подшипниках скольжения. Печь имеет н второй тип роликоопор с дополнительными упорными роликами, установленными с двух сторон бандажа. Такая роликоопора устанавливается на средней опоре рядом с приводом. Масса монтажного блока роликоопоры 18...23т.
До установки роликоопор на фундамент проверяют расстояние между бандажами, начиная измерение от бандажа, расположенного рядом с приводом, в оба конца печи, полученные измерения сравнивают с указанными размерами 1 на чертеже. При отклонении фактических размеров от чертежных вносят изменения в чертеж и с учетом фактических размеров обозначают на плашках фундамента поперечные оси положения всех роликоопор. При этих измерениях следует учитывать, что печь при нагревании удлиняется, поэтому возможно смещение бандажа на опорных роликах в сторону концов печи. Величина этого смещения зависит от температурного продольного расширения корпуса (указывается в чертежах рабочего проекта).
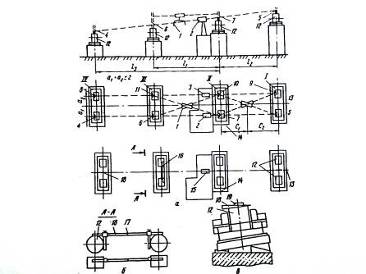
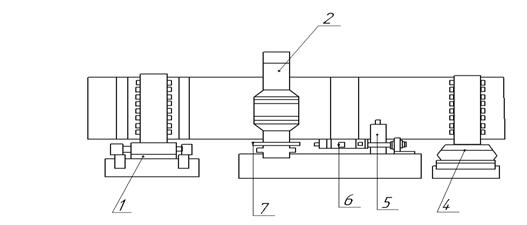
Рис. 10. Схема выверки роликоопор: а - по высоте; б - по осям; в - на горизонтальность; 1 -нивелир; 2,3,15 - места установки теодолита; 4 -11 - места установки рейки; 12 - ролики; 13 - продольная ось печи; 14 - поперечная ось печи; 16 - линейка; 17 - центральная отметка на линейке-рейке; 18 – клиновая линейка; 19 - уровень
Смещение бандажей, расположенных дальше от привода, будет больше. Установив на фундамент роликоопоры, приступают к их выверке. Правильная и точная установка, и выверка роликоопоры — необходимое условие нормальной ее работы. Даже незначительные перекосы осей опорных роликов по отношению к оси вращения печи увеличивают расход энергии, затрачиваемой на вращение, расстраивают крепление бандажей на корпусе, усиливают износ венцовой шестерни и деталей опорных узлов, затрудняют удерживание печи в нужном положении на опорах. Правильно смонтированные роликоопоры дают возможность быстрее выверить прямолинейность печи при сборке её их монтажных блоков.
Выверку роликоопор начинают с центральной опоры (Рис. 10), расположенной у привода, принимая ее за базовую. Базовую опору устанавливают на высотную отметку, соответствующую проекту, и выверяют нивелиром и рейкой относительно отметки цехового репера.
Остальные опоры выверяют по высоте относительно базовой с учетом уклона, т.е. разности высотных отметок, с применением теодолита. При выверке по высоте теодолитом применяют малогабаритную рейку с миллиметровыми делениями, устанавливают ее ближе к наружным кромкам роликов (см. рис. 9.а). Для этого теодолит размешают на одной из крайних опор по одной оси с роликом. Положение трубы теодолита избирают так, чтобы отсчеты по малогабаритной рейке, установленной на ближайшей и последней опорах, были одинаковыми. При преставлении рейки на другие промежуточные опоры проверяют показания по ней расстояний от визирной оси до верхней образующей роликов, которые должны быть одинаковыми. Основание линейки устанавливают на ролике по уровню.
Выверку роликоопор по высоте можно производить нивелиром или гидростатическим уровнем. Гидростатическим уровнем выверяют ролики соседних опорных станций, используя регулируемую подставку для компенсации разности высот. При нивелировке на нивелирную рейку закрепляют линейку с миллиметровым делением и устанавливают ее последовательно на правом и левом роликах одной опорной станции и переносят на роликоопоры соседних станций. Нивелир между опорами размещают так, чтобы расстояние с1= с2, а визирная ось трубы была выше верхних образующих роликов и горизонтальна.
На основании результатов нивелировок, записываемых в таблицу, ведут регулировку положения рам роликовых опор с помощью регулировочных винтов или клиновых подкладок, на которых они установлены. Нивелировку роликоопор производят 2. . .3 раза в процессе регулирования положения рам до получения превышений соответствующих уклону печи. Допускаемые отклонения по высоте роликоопор ±5 мм. При выверке роликоопор по высоте учитывают величины диаметров бандажей. У печей, имеющих корпус с разными диаметрами в опорах, верхние образующие роликов не лежат в одной наклонной плоскости.
После этого приступают к выверке по осям. Для этого обозначают ось печи струной или теодолитом. Вместо теодолита может быть использован лазер. Рамы опорных станций устанавливают так, чтобы поперечные диски на них совпадали с осевыми отметками на плашках фундамента.
Теодолит или лазер устанавливают на приводной опоре (Рис.9.б) или на площадке горячего конца печи — над точкой плашки, фиксирующей продольную монтажную ось печи. При выверке ролики устанавливают так, чтобы их оси были параллельны продольной оси печи, а расстояния от нее до образующей роликов были равны. Когда ось печи обозначена струной, проверку этого расстояния производят нутромером и отвесом, а при применении теодолита или лазера используют специальное приспособление. Принципиальное устройство одного такого приспособления состоит из рейки, изготовленной из уголка, или трубы с приваренными упорами (при изменяющихся диаметрах роликов с передвижными упорами) на проектном расстоянии между роликами и отметкой центра этого расстояния.
Рейку устанавливают между роликами, а положение роликов регулируют так, чтобы они касались упоров. Положение рамы опорной станции регулируют таким образом, чтобы отметка середины расстояния между роликами совпадала с визирной линией теодолита. Рейку переставляют вдоль роликов роликоопоры с одного торца на другой и замеры повторяют, при необходимости перемещают раму опоры или ролики на раме.
Выверку роликоопор производят и другим способом — по фундаментным рамам. В этом случае на фундаментных рамах дисками с двух сторон отмечают среднее положение расстояния между роликами. Рамы регулируют с помощью монтажной марки так, чтобы положение этих отметок (см. рис. 3, 6) совпадало с визирной осью. При использовании струны отметки среднего положения на рамах совмещают с отвесами, опущенными со струны.
Выверку роликоопор по поперечным осям осуществляют теодолитом. Теодолит устанавливают над плашкой одной стороны опоры и направляют трубу вдоль поперечной оси по монтажной марке. Отметки поперечных осей на роликоопорах совмещают с визирной линией теодолита. Допускаемое отклонение при выверке роликоопор по осям 2 мм.
Для выверки уклона роликоопор (рис. 10.в) на предприятии-изготовителе вырабатывают специальный клин, имеющий уклон, заданный для печи. Клин укладывают на ролик. Верхняя поверхность его при правильном положении ролика должна быть горизонтальной, что проверяется установленным на клин уровнем. В перпендикулярном направлении, раму роликоопор размещают горизонтально, что проверяется вторым уровнем, установленным на направляющую плоскость рамы роликоопоры. Отклонения при выверке на горизонтальность допускаются ±0,1 мм на 1 м. Положение роликов на раме должно быть таково, чтобы торцы их были в одной плоскости, перпендикулярной оси печи. Положение торцов проверяют поверочной линейкой, которую прижимают к торцам роликов. Зазор между линейкой к торцам ролика не должен быть больше 5 мм.
Выверенное положение корпусов подшипников роликов фиксируют дисками на фундаментной раме. Диски, определяющие исходное положение роликов, используют при дальнейшей регулировке роликоопор как при монтаже корпуса печи, так и при её эксплуатации.
Результаты последних измерений при выверке, близкие (в пределах допусков) к проектным размерам, заносятся в формуляр. После заполнения формуляра о выверке роликоопор приступают к их закреплению на фундаменте; анкерные болты заливают бетонной смесью до уровня подкладок, а после набора прочности бетоном до 70% проектной их затягивают, а затем вторично нивелируют роликоопоры и подливают бетонной смесью фундаментные рамы опорных станций. Высота заливки рам определяется рабочим проектом. На средней опоре устанавливают упорные ролики и предохранительные упоры, если они предусмотрены проектом.
Похожие работы
... . 1 Определение сметной стоимости и договорной цены на механомонтажные работы по объекту 1.1 Краткая характеристика объекта и механомонтажных работ В данном курсовом проекте я рассмотрел экономическую составляющую механомонтажных работ по монтажу барабанной вращающейся печи. Барабанные вращающиеся печи, применяемые в химической промышленности для обжига твердых веществ, представляют ...
... до 4; Na20+K20 3,5...5. Температура вспучивания должна быть не более 1250 °С, а интервал вспучивания - не менее 50 °С. 2.3 Методика составления теплового баланса вращающейся печи Тепловой баланс вращающейся печи для обжига керамзита составляют по следующей схеме. Приходные статьи баланса: 1.Теплота от горения топлива. 2.Физическая теплота, вносимая топливом. З.Теплота, вносимая сырцом. ...
... вспомогательный Тип КРА 180 2/6 N=140кВТ;n=975мин-1 Редуктор вспомогательный i=86,4 Венец зубчатый m=50мм, z=140 Шестерня подвенцовая m=50мм, z=27 1.2.1 Характерные неисправности трубчатой вращающейся печи кальцинации 4.5х 110 Таблица 2 – Характерные неисправности Неисправность Причины Способ устранения Лопнул корпус печи Допущена работа без футеровки Заварка или замена ...
... для ввода, вывода и распределения катализатора и паров, которые обеспечивают контакт между твердым катализатором и парами. Совершенно по-разному конструктивно оформлены многие теплообменные аппараты: трубчатые печи, кожухотрубчатые теплообменники, подогреватели с паровым пространством, конденсаторы-холодильники и кристаллизаторы. Кроме того, аппараты различного технологического назначения могут ...
0 комментариев