ОБЩАЯ ЧАСТЬ
Транспортировка печи на монтажную площадку с погрузкой и разгрузкой (с указанием строповки)
Приемка вращающейся печи и её складирование
Разработка этапов монтажа с указанием строповки
Контроль монтажных операций
Сдача барабанной печи в эксплуатацию
Мероприятия по защите окружающей среды при выполнении монтажных работ
Расчёт и выбор необходимых такелажных средств
Навигация
Контроль монтажных операций
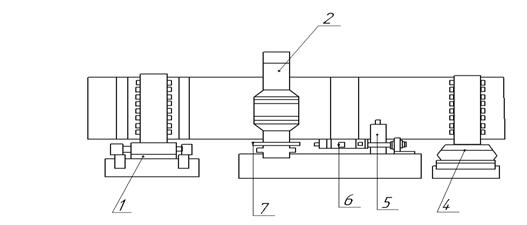
Монтаж вращающейся барабанной печи
80215
знаков
2
таблицы
18
изображений
1.3.3 Контроль монтажных операций
Качество монтажных работ обеспечивается разработкой и внедрением комплексных систем управления качеством строительства. Помимо обязательных требований по квалификации работающих, правильной организации трудовых процессов, решению вопросов материального и морального стимулирования за качественную работу, в основе комплексных систем управления качеством лежат вопросы входного, пооперационного и приемочного контроля.
Входной контроль — это проверка соответствия поступающих на объекты монтажа и склады проектно-технической документации, технологического оборудования, материалов и конструкций установленным требованиям СНиПов, ГОСТов, других нормативных документов.
Основные задачи входного контроля: предупреждение попадания в производство дефектной продукции и своевременное оформление рекламаций на эту продукцию. Входной контроль осуществляют работники служб подготовки производства, прорабы и мастера.
Технологическое оборудование проверяют на приобъектных складах или монтажной площадке в присутствии представителя заказчика. Все поступающее оборудование, конструкции, комплектующие изделия и материалы проверяют, как правило, в течение 21 ч с момента их поступления. Материалы, комплектующие изделия, поступающие на склады, проверяют работники служб материально-технического снабжения, групп комплектации или подготовки производства. Эти же изделия, поступающие на монтажную площадку, выборочно проверяет прораб или мастер.
Пооперационный контроль, или самоконтроль, служит для предотвращения возможности появления дефектов, вызванных нарушением технологии монтажных работ, неисправностями монтажных механизмов, несовершенством средств измерений. Пооперационный контроль осуществляют рабочие, бригадиры, мастера.
Приемочный контроль — это детальное изучение выявленных объектов и решение о работоспособности оборудования (конструкций). Приемочный контроль осуществляют главным образом ведущие специалисты из числа инженерно-технических работников монтажной организации и заказчика. Государственная приемка строительно-монтажных работ — разновидность приемочного контроля, Действенность его определяется независимостью от обычного (вещественного) приемочного контроля.
1.3.4 Испытание смонтированной барабанной печи
Перед пуском проверяют правильность направления вращения привода, затяжки резьбовых соединений, муфтовых соединений после обкатки электродвигателей, систему смазки, подачу масла в подшипники роликоопор и уровень его в редукторах и маслобаках насосной станции. При перекосе роликоопор возможно смещение корпуса. Это вызывает перегрев упорных роликов или включение сигнализации. Для устранения перекоса роликоопоры разворачивают к опоре с упорными роликами. После выполнения всех этих работ выполняют пробную обкатку агрегатов в холостую.
Холостую обкатку (испытание) проводят с остановками, после остановок проверяют работу сборочных единиц и осматривают их. Если сборочные единицы и агрегаты собраны правильно, то температура в подшипниках скольжения независимо от времени работы равна 65 С, давление масла соответствует расчетному и агрегаты работают бесшумно.
При обнаружении неполадок в печи ее останавливают. После, устранения замеченных недостатков производят испытание печи вхолостую в течение 72 ч. По результатам испытания составляют акт, который и является актом готовности корпуса печи для сдачи футеровку.
После холостой обкатки печь футеруют огнеупорным кирпичом. Дают возможность просохнуть футеровке и печь вторично испытывают, вращая её от вспомогательного привода в течение 2 ч. и от главного редуктора в течение 8 ч.
Пуск печи и контроль в течение обкатки осуществляют в той же последовательности, что и перед футеровкой. Результаты холостого испытания оформляются актом. При удовлетворительных результатах холостого испытания внутри печи монтируют цепную завесу, и печь сдают в эксплуатацию.
Комплексное испытание вращающихся печей под нагрузкой в горячем состоянии проводят после окончания всех монтажных работ в течение 72 ч непрерывной работы. После подписания акта комплексного испытания печь считается сданной в эксплуатацию.
Работы, выполняемые в период освоения проектной мощности после приемки государственной приемочной комиссией объекта в эксплуатацию, не входят в комплекс пусконаладочных работ и осуществляются заказчиком в порядке, установленном соответствующими министерствами и ведомствами РФ.
В период комплексного опробования выполняют проверку, регулировку и обеспечение совместной взаимосвязанной работы оборудования в предусмотренном проектом технологическом процессе на холостом ходу с последующим переводом оборудования на работу под нагрузкой и выводом на устойчивый проектный технологический режим, обеспечивающий выпуск первой партии продукции с объеме, установленном на начальный период освоения проектной мощности объекта, в соответствии с «Нормами продолжительности освоения проектных мощностей приводимых в действие промышленных предприятий, объектов", утвержденными Госпланом СССР.
До начала комплексного опробования оборудования должны быть задействованы автоматизированные и другие средства противоаварийной и противопожарной защиты.
Похожие работы
... . 1 Определение сметной стоимости и договорной цены на механомонтажные работы по объекту 1.1 Краткая характеристика объекта и механомонтажных работ В данном курсовом проекте я рассмотрел экономическую составляющую механомонтажных работ по монтажу барабанной вращающейся печи. Барабанные вращающиеся печи, применяемые в химической промышленности для обжига твердых веществ, представляют ...
... до 4; Na20+K20 3,5...5. Температура вспучивания должна быть не более 1250 °С, а интервал вспучивания - не менее 50 °С. 2.3 Методика составления теплового баланса вращающейся печи Тепловой баланс вращающейся печи для обжига керамзита составляют по следующей схеме. Приходные статьи баланса: 1.Теплота от горения топлива. 2.Физическая теплота, вносимая топливом. З.Теплота, вносимая сырцом. ...
... вспомогательный Тип КРА 180 2/6 N=140кВТ;n=975мин-1 Редуктор вспомогательный i=86,4 Венец зубчатый m=50мм, z=140 Шестерня подвенцовая m=50мм, z=27 1.2.1 Характерные неисправности трубчатой вращающейся печи кальцинации 4.5х 110 Таблица 2 – Характерные неисправности Неисправность Причины Способ устранения Лопнул корпус печи Допущена работа без футеровки Заварка или замена ...
... для ввода, вывода и распределения катализатора и паров, которые обеспечивают контакт между твердым катализатором и парами. Совершенно по-разному конструктивно оформлены многие теплообменные аппараты: трубчатые печи, кожухотрубчатые теплообменники, подогреватели с паровым пространством, конденсаторы-холодильники и кристаллизаторы. Кроме того, аппараты различного технологического назначения могут ...
0 комментариев