ОБЩАЯ ЧАСТЬ
Транспортировка печи на монтажную площадку с погрузкой и разгрузкой (с указанием строповки)
Приемка вращающейся печи и её складирование
Разработка этапов монтажа с указанием строповки
Контроль монтажных операций
Сдача барабанной печи в эксплуатацию
Мероприятия по защите окружающей среды при выполнении монтажных работ
Расчёт и выбор необходимых такелажных средств
Навигация
Сдача барабанной печи в эксплуатацию
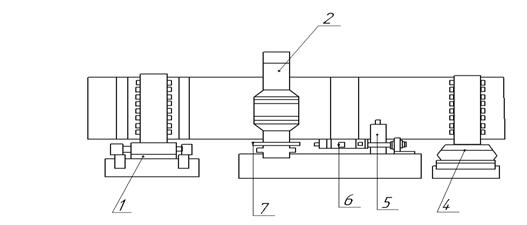
Монтаж вращающейся барабанной печи
80215
знаков
2
таблицы
18
изображений
1.3.5 Сдача барабанной печи в эксплуатацию
После завершения всех строительно-монтажных работ производители работ готовят объект к сдаче заказчику. Оборудование должно вводиться в эксплуатацию опробованным и в состоянии полной готовности к нормальной работе. Перед сдачей оборудование подвергают испытанию в холостую: емкости и аппараты спрессовывают, машины и механизмы проверяют сначала на холостом ходу, затем под нагрузкой. Режим испытания (давление, продолжительность, нагрузка), а также способы выявления дефектов и их устранения для каждого вида оборудования указаны в паспортах или в рабочих чертежах и технологических картах.
После исправления замеченных дефектов в присутствии заказчика производится контрольное испытание и составляется акт о сдаче по утвержденной форме, свидетельствующий о готовности оборудования к комплексному опробованию. Комплексное опробование объекта производит заказчик. Подрядчики устраняют отдельные недостатки, замеченные как при этом опробовании так и в период вывода объекта на нормальный эксплуатационный режим
Оборудование, подведомственное Госгортехнадзору (аппараты, работающие под избыточным давлением более 0,07 МПа, краны, лифты и т. д.), разрешается вводить в эксплуатацию только после регистрации его в органах Госгортехнадзора.
Рис. 21 Акт приёмки из монтажа и сдачи в эксплуатацию оборудования

1.4 Разработка необходимых монтажных приспособлений
Стропы из стальных канатов применяются для соединения монтажных полиспастов с подъёмно-транспортными средствами, якорями и строительными конструкциями, а также для сборки поднимаемого или перемещаемого оборудования и конструкций с подъёмно-транспортными механизмами.
В практике монтажа используют следующие типы канатных стропов: обычные, к которым относятся универсальные и одно-, двух-, трёх – и четырёхветвевые, закрепляемые на поднимаемой оборудованием обвязкой или инвентарными захватами, а также витые и полотенчатые.
Для строповки тяжелого оборудования преимущественно используется инвентарные витые стропы, выполняемые в виде замкнутой петли путём последовательной параллельной плотной укладки перевитых между собой витков каната вокруг начального центрального витка. Эти стропы имеют ряд преимуществ: равномерность распределения нагрузки на все витки, сокращение расхода каната, меньшая трудоёмкость строповки.
Полотенчатые стропы выполняют также в виде замкнутой петли из плотно укладываемых витков каната, располагая их однослойно на захватное устройство и элемент поднимаемого оборудования. Это обеспечивает равномерное натяжение отдельных ветвей стропа. Концы каната закрепляются петлёй с помощью сжимов.
Способ изготовления и использования витых и полотенчатых стропов описан в отраслевом стандарте ОСТ 36-73-82 Минмонтажспецстроя СССР. Витой строп, допущенный к эксплуатации, снабжается металлической бирхой с указанием основных технических данных.
При ручной строповке грузов применяют съёмные инвентарные гибкие ГУ, соответствующие ОСТ 24.090.50-79, ОСТ 24.090.48-79 предусматривает выпуск канатых грузовых стропов типа 1СК, 2СК, 3 СК и 4 СК и аналогичных стропов типа 1 СЦ, 2 СЦ, 3 СЦ и 4 СЦ с различными концевыми звеньями и коушами в петлях, а также универсальных канатах с увеличенными петлями без коушей — УСК1, замкнутых кольцевых УСК2 и замкнутых цепных УСЦ. Четырёхветвевой строп иногда называют «пауком». Грузоподъёмность стропов: 1СК (1СЦ) – 0,32…20г., 4СК (4СЦ) – 0,63…32т., УСК1 и УСК2 — 0,32…32т., УСЦ – 0,4…25т. Грузоподъёмность многоветвевых стропов общего назначения указывают при угле между ветвями л/2 рад. Стропы типа СК длиной 0,9…20.5м. и УСК – длиной 1…30м. изготавливают из целых кусков стального каната диаметром 6,3…66,5мм. С выполнением концевых креплений обжимной втулкой. Сращивание кусков каната даже одного диаметра и ГОСТ категорически запрещено.
Многоветвевые стропы комплектуют из стропов 1СК и нормализованных концевых звеньев. Они предназначены для подъёма грузов на несколько точек. Пример обозначения универсального канатного стропа исполнения I грузоподъёмностью 16т. И длиной 18000мм. – строп УСК1-16/18000 ОСТ 24.090.48-79. Обозначение стропов типа СК (СЦ) отличается добавлением указания типа концевых звеньев.
Траверсы представляют собой жёсткие грузозахватные приспособления, предназначенные для подъёма крупногабаритного и длинномерного оборудования и конструкций при необходимости строповки их за несколько точек. Они изготавливаются сплошного сечения в виде одиночных двутавров, швеллеров или
стальных труб различных размеров, а также сквозного сечения, состоящего из парных двутавров или швеллеров, соединённых стальными пластинами, или из стальных труб, усиленных элементами жёсткости.
В практике монтажа оборудования применяются траверсы двух типов –работающие на изгиб и на сжатие. Первые конструктивно более тяжелы, но обладают значительно меньшими высотными габаритами, что имеет существенное значение при подъёме оборудования в помещениях с ограниченной высотой, а также при недостаточных высотах подъёма крюка грузоподъёмного механизма. При подъёме оборудования несколькими кранами разной грузоподъёмности применяются разноплечие уравновешивающие или балансирные траверсы.
Масса траверсы составляет весьма незначительную долю от массы поднимаемого груза, поэтому в практических расчетах изгибающим моментом в траверсе и прогибом от её собственной массы можно принебречь.
Для крепления ГУ в балке траверсы сверлят отверстие или вваривают проушины, размещаемые попарно для строповки различных грузов длиной L1…L3. Решётчатая траверса состоит из фермы, подвески для крепления к ГПМ, инвентарных ГУ с полуавтоматическими захватами.
Помимо обычных стропов траверсы комплектуют специализированными ГУ, Так строповочный канат может огибать блоки, расположенные на траверсе. Такие травесы применяют для строповки грузов, у которых точки захвата расположены в разных уровнях. Также применяют балочные траверсы с коромыслом и для одновременной строповки нескольких пространственных элементов конструкций, унифицированные траверсы для подъёма различных строительных конструкций и др. При производстве СМР широко применяют специальные траверсы, например для подъема цилиндрических царг, профильного настила и пр. Траверса для подъёма цилиндрических царг состоит из трёхлучевой балки, по концам лучей которой выполнены отверстия для крепления проушин стропов для подвески к ГПМ. Винтовые стяжки служат для регулировки угла между лучами, а инвентарные ГУ крепят за монтажные петли на царге.
Полиспаст — грузоподъемное устройство, представляющее собой систему подвижных и неподвижных блоков, огибаемых единым гибким органом (канатом, цепью). Блок – сборочная единица грузоподъемных машин в форме диска с желобом на поверхности окружности шкива под канат (цепь). Применяют в машинах и механизмах для изменения направления движения гибкого органа (действия силы).
Полиспасты применяют для подъема и перемещения грузов совместно с монтажными лебедками как самостоятельные устройства (такелажные средства) или в качестве сборочных единиц механизмов ГПМ. Так как вес поднимаемого полиспастом груза воспринимают одновременно несколько ветвей каната, Необходимо прикладывать пропорционально меньшее усилие, за счет чего получается выигрыш в силе.
1.5 Техника безопасности и противопожарные мероприятия при выполнении монтажных работ
1. Монтажная организация обязана к началу работ обеспечить доставку на площадку средств монтажа. Проектом учитывается право монтажной организации использовать по заявкам автотранспорт генподрядчика.
2. При работах по монтажу печи должны выполняться требования главы «Техника безопасности в строительстве. СниП 12-03-2001».
3. Все решения по технике безопасности, принятые настоящим проектом при расчете такелажа, выборе грузоподъемности кранов, расчёте осей центра тяжести блоков, по строительной готовности объекта к монтажу и устройству сборочных площадок должны быть, безусловно, выполнены.
4. Наружное освещение монтажной площадки должно соответствовать требованиям СН81-60.
5. Необходимо систематически проводить обучение, инструктаж и проверку знании техники безопасности рабочих и ИГР, занятых на монтаже.
6. Подъём и укладку на опоры всех четырнадцати монтажных блоков корпуса печи следует производить в присутствии начальника монтажного участка или старшего Производителя работ.
7. При сварке внутренних стыков корпуса печи необходимо выполнять все Требования техники безопасности к сварке внутри сосудов.
Эксплуатация грузоподъёмных кранов и такелажных средств должна производиться в соответствии с требованиями правил Госгортехнадзора.
Вес работы по монтажу аппарата выполняют в строгом соответствии с проектом производства работ или технологической картой на монтаж, специально разработанной для данных конкретных условий с учетом техники безопасности.
Опасную зону на территории строительства обозначают красными флажками.
Для защиты от повреждения штуцеров, люков и других устройств на поверхности аппарата кантовку производят по шпалам, постепенно перекладываемым по ходу перемещения аппарата. На опоры аппарат устанавливают при помощи стреловых кранов или кранов трубоукладчиков.
С целью предохранения корпуса аппарата от местного смятия под стропом при строповке за корпус подъёмные стропы рассредоточивают по поверхности аппарата или подкладывают под них бруски.
Во избежание соскальзывания стропов строповку осуществляют за люком – лазом, технологическими штуцерами, кольцами жесткости или за кронштейнами обслуживающих площадок.
Из соображений безопасности время пребывания аппарата в подвешенном состоянии максимально сокращают. Поэтому опоры подготавливают заблаговременно и располагают рядом с аппаратом по оси их устойчивости таким образом, чтобы их можно было немедленно подтянуть на своё место, как только просвет между землёй и поднимаемым аппаратом достигнет необходимой величины. Опоры устанавливают с учетом равномерного распределения на них веса аппарата. В начале подъёма аппарат удерживают за опорную часть оттяжкой для предохранения от горизонтального перемещения, которое может вызвать опрокидывание опоры.
Нельзя убирать ставшие ненужными такелажные средства, не ожидая окончания подъема, так как при этом люди могут оказаться в опасной зоне под поднятом грузом. Полиспаст подтягивание от аппарата отвязывают после окончания его работы, то есть при таком положении аппарата, когда его приходится не подтягивать, а удерживать оттяжкой ОТ перемещения в сторону фундамента.
После подъёма аппарата в вертикальное положение его опускают на фундамент и выверяют. Отклонения образующей от вертикалей не должно превышать 0,1-0,3% высоты аппарата и не должно быть более 15-35 мм в зависимости от устройства н назначения аппарата. После окончания выверки каждый фундаментный болт затягивают двумя гайками.
Стреловые самоходные краны должны быть обеспечены: съёмными грузозахватными приспособлениями; прибором, включающим звуковой или световой сигнал оповещения о приближении стрелы крана к находящимся под напряжением проводам электрической сети или линии электропередачи; комплектами инвентарных подстилающих устройств – щитов, плит.
Горючее и легко воспламеняющиеся жидкости, а также смазочные материалы хранят в специальных складах с соблюдением специальных правил пожарной безопасности. Запрещается хранить легко воспламеняющиеся жидкости в открытой таре; тушить пожар, возникший на складе, водой; разливать бензин в вёдра и применять сифонные шланги с отсасыванием воздуха ртом.
Осмотр и устранения дефектов или неисправностей оборудования допускается только после его полной остановки.
К выполнению монтажных работ на строительной площадке допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование и обучение. При монтаже оборудования необходимо строго соблюдать требования СниП «Техника безопасности в строительстве »
Похожие работы
... . 1 Определение сметной стоимости и договорной цены на механомонтажные работы по объекту 1.1 Краткая характеристика объекта и механомонтажных работ В данном курсовом проекте я рассмотрел экономическую составляющую механомонтажных работ по монтажу барабанной вращающейся печи. Барабанные вращающиеся печи, применяемые в химической промышленности для обжига твердых веществ, представляют ...
... до 4; Na20+K20 3,5...5. Температура вспучивания должна быть не более 1250 °С, а интервал вспучивания - не менее 50 °С. 2.3 Методика составления теплового баланса вращающейся печи Тепловой баланс вращающейся печи для обжига керамзита составляют по следующей схеме. Приходные статьи баланса: 1.Теплота от горения топлива. 2.Физическая теплота, вносимая топливом. З.Теплота, вносимая сырцом. ...
... вспомогательный Тип КРА 180 2/6 N=140кВТ;n=975мин-1 Редуктор вспомогательный i=86,4 Венец зубчатый m=50мм, z=140 Шестерня подвенцовая m=50мм, z=27 1.2.1 Характерные неисправности трубчатой вращающейся печи кальцинации 4.5х 110 Таблица 2 – Характерные неисправности Неисправность Причины Способ устранения Лопнул корпус печи Допущена работа без футеровки Заварка или замена ...
... для ввода, вывода и распределения катализатора и паров, которые обеспечивают контакт между твердым катализатором и парами. Совершенно по-разному конструктивно оформлены многие теплообменные аппараты: трубчатые печи, кожухотрубчатые теплообменники, подогреватели с паровым пространством, конденсаторы-холодильники и кристаллизаторы. Кроме того, аппараты различного технологического назначения могут ...
0 комментариев