ОБЩАЯ ЧАСТЬ
Транспортировка печи на монтажную площадку с погрузкой и разгрузкой (с указанием строповки)
Приемка вращающейся печи и её складирование
Разработка этапов монтажа с указанием строповки
Контроль монтажных операций
Сдача барабанной печи в эксплуатацию
Мероприятия по защите окружающей среды при выполнении монтажных работ
Расчёт и выбор необходимых такелажных средств
Навигация
Разработка этапов монтажа с указанием строповки
Монтаж вращающейся барабанной печи
80215
знаков
2
таблицы
18
изображений
1.3.2 Разработка этапов монтажа с указанием строповки
Корпус печи на сборочной площадке укрупняют из транспортабельных блоков в монтажные блоки в соответствии с планово-предупредительным ремонтом (ППР) с учётом .грузоподъемности имеющегося крана. Последовательность сборки в монтажные блоки должна соответствовать очерёдности их монтажа. Собираемые блоки укладывают по маркировке на подкладки или на специальные винтовые упоры для подгонки стыков. Соединение блоков между собой производят стяжными шпильками через приваренные внутри каждого конца кронштейны. Зазор под сварку между концами фиксируют установкой прокладок (зазорников), толщина которых принимается по проекту. При необходимости, когда края обечаек смяты или имеют эллипсность, к стыкуемым концам приваривают струбцины или кронштейны и забивкой клиньев подтягивают кромки.
Выверку прямолинейности монтажного блока перед сваркой производят с помощью струны и отвесов нивелира. Для этого вдоль стыкуемых частей на равном расстоянии от концов сбоку монтажного блока натягивают струну, относительно которой замеряют расстояния до стенки собираемых частей по концам их, выравнивая стыкуемые концы так, чтобы эти расстояния были одинаковыми.
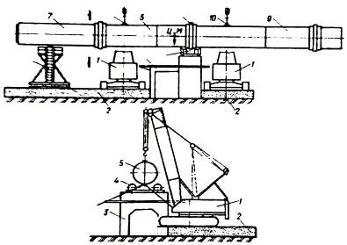
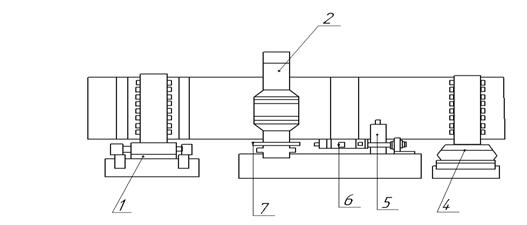
Рис.11 Установка монтажного блока на роликоопоры:
1 - монтажные краны; 2 - песчано-гравийная подушка; 3 - фундаментная опора; 4 - роликоопора; 5-монтажный блок корпуса; 6 - временная опорная металлоконструкция; 7,8,9 - поставочные части монтажного блока; 10 – проушины
После окончания стыковки и проверки прямолинейности монтажного блоке заваривают подварочный шов с внутренней или с внешней стороны. Кроме того, чтобы не нарушать собранных стыков во время транспортировки блока, с внутренней сторон приваривают 6…8 планок размером 800x250x20 мм.
В большинстве случаев монтаж корпуса печи начинают с холодного конца, не возможна и другая последовательность монтажа, указанная в проекте производства работ. Если монтажный блок не помешается на опорах фундамента, то свивающий конец его укладывают на временную металлическую опору. Временные металлические опоры изготавливают в соответствии с ППР.
Монтажный блок корпуса печи устанавливают с помощью одного или двух монтажных кранов (рис.11).
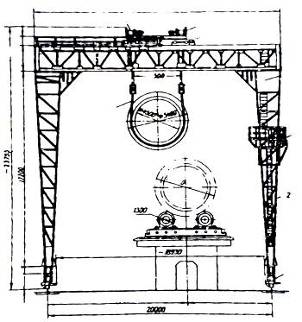
Рис. 12. Козловой монтажный кран КМК -120; 1 - тележка передвижения крана; 2 - нога портала; 3 - кабина; 4 — полиспаст; 5 - строп; 6 - грузовая лебёдка; 7 - грузовая тележка; 8 — ригель портала
Следует иметь в виду, что только средний бандаж, имеющий упорные ролики, устанавливают по оси роликоопор, а другие бандажи монтируют со смещением в сторону среднего бандажа. Монтажный блок стропят с учетом центра массы обвязкой вокруг корпуса или за специально приваренные к корпусу проушины или скобы. Второй монтажный блок устанавливают в проектное положение и стыкуют с первым блоком по маркировке, выполненной при контрольной сборке на предтриятии-изготовителе. При стыковке блоков следят за тем, чтобы не было совпадения продольных стыков в блоках, их смещают на 200 мм. Все остальные блоки корпуса печи устанавливают на проектное место аналогично первым. Собранный корпус на роликоопорах выверяют на прямолинейность.
Существует несколько способов выверки.
Выверка по струне. Вдоль корпуса печи на расстоянии 300 - 400 мм натягивают струну (Рис. 13) с таким расчетом, чтобы расстояния до струны от крайних бандажей были одинаковыми. Со струны против каждого бандажа опускают отвес, другой отвес опускают с бандажа. Производят замер расстояний между отвесами, аналогично замеряют расстояния от струны и до корпуса между бандажами. По полученным замерам вычисляют расстояние до центральной оси от струны: а ± Dб/2 = А (а - величина замера между отвесами, Dб - диаметр бандажа). Это расстояние должно соответствовать расстоянию от оси до центра рамы соответствующей роликоопоры. Полученные после выверки результаты замеров заносят в формуляр. Замеры повторяют через 900 , для чего печь поворачивают краном за конец намотанного на корпус каната. При повороте печи следят за поведением зазоров в монтажных соединениях, по которым определяют наличие излома геометрической оси.
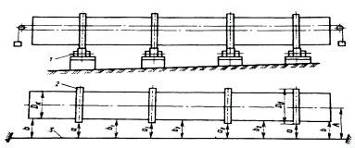
Рис.13.Схема выверки прямолинейности корпуса по струне:
1 -роликоопора; 2 - бандаж; 3 – струна
Выверку теодолитом. Вдоль корпуса печи (Рис. 13) на расстоянии от бандажа 200 ... 250 мм (насколько позволяет размер навесной линейки) направляют визирную ось теодолита по навесной линейке, которую устанавливают горизонтально вначале на крайних бандажах. Расстояния до визирной оси от крайних бандажей принимают одинаковыми. Линейка должна иметь специальное призматическое магнитное основание для установки ее на круглые поверхности. Линейку закрепляют магнитным основанием на бандажи или стенку корпуса горизонтально по уровню. По линейке до бандажей измеряют и вычисляют размер А указанным выше способом до осевой плоскости. Трубу теодолита поворачивают в вертикальной плоскости направлением вниз, по ней устанавливают марку на раме роликоопоры и проверяют расстояние Ai от марки до центральной риски рамы с помощью рулетки. Выверку также производят в вертикальной плоскости, устанавливая линейку на верхние образующие, вначале на крайние бандажи для направления теодолита, а затем на промежуточные, И образующую корпуса между бандажами. Вычисляют расстояние А.
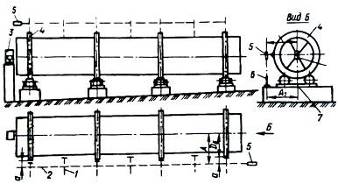
Рис. 14. Схема выверки прямолинейности корпуса теодолитом и лазером:
1 - навесная линейка; 2 - визирная линия теодолита; 3 - лазерный генератор; 4 - бандаж;
5-теодолит; б - монтажная марка; 7 — центровая риска на раме опорной станции;
8 - предохранительные распоры
При такой выверке нет необходимости поворачивать корпус, как это делается при выверке с помощью струны.
Прямолинейность корпуса может быть выверена лазером по геометрической оси печи. Для этого можно использовать предохранительные распоры на концах блоков внутри корпуса, на которых можно отметить центр обечайки и просверлить в связующей планке отверстие 8 мм. Лазерный луч направляют так, чтобы он проходил через два отверстия. Регулирование смещения концов на стыках осуществляют стяжными монтажными приспособлениями. При выверке нивелиром требуются длинная рейка и необходимость подстановки нивелира, что усложняет выверку.
Прямолинейность барабанных вращающихся печей можно выверить инструментом ИГЦО-3 (рис. 15, А.с. 248259, СССР, 1969, № 23). Этот инструмент может заменить лазерный генератор. Им выверяют печь также по её геометрической оси.

Рис.15. Инструмент ИГЦГО-3:
1-стенка; 2-основание инструмента; 3-гайка и винт, приваренные к стенке корпуса; 4-теодолит;
5-механизм поперечного перемещения;6-трубчатая стойка; 7-механизм вертикального перемещения с рейкой.

Рис.16. Определение смешения центра венцовой шестерни от центра вращения корпуса:
1-магнитное основание линейки; 2- стенка корпуса обечайки; 3- венцовая шестерня; 4 – линейка; 5-визирный луч
ИГЦО-3 состоит из трубчатой стойки с основанием, механизма подъема, контрольного уровня, механизма поперечного перемещения ползуна, в который можно установить искатель геометрического центра, теодолит или мишень.
Метод выверки прямолинейности корпуса печи заключается в нахождении геометрического центра. Выверка может быть произведена двумя инструментами. За базовые сечения принимают начало и конец выверяемого корпуса. Инструменты ИЩО-3 устанавливают в базовых сечениях, находят центр вращения печи и искатель центра на одном инструменте заменяют на мишень, а на другом на теодолит. Наводят визирную трубу теодолита на центр мишени и фиксируют в таком положении. Инструмент с мишенью переносят на конец одного из блоков в стыке. Мишень снимают, устанавливают искатель центра, находят центр вращения в сечении и заменяют искатель мишенью. Теодолитом одного инструмента по мишени другого определяют, куда нужно переместить конец блока Стяжными приспособлениями устанавливают конец блока так, чтобы центр вращения по мишени совпал с визирным лучом теодолита. Инструмент с мишенью переносят на конец второго блока в стыке и выверку повторяют. Так последовательно выверяют все стыки. Отклонения на стыках с учетом толщины стенки допускаются 10 мм.
При выверке прямолинейности корпуса печи необходимо учитывать, что роликоопоры выверены и смещение роликов не допускается.
Выверять корпус печи необходимо в конце дня, когда на печь не попадают лучи солнца. Нагрев от солнца и от рядом работающей печи сильно влияет на изменения размеров. После выверки прямолинейности корпуса печи монтируют венцовую шестерню. На обечайку корпуса, измерив предварительно диаметр, устанавливают половину венцовой шестерни и временно ее закрепляют.
Поворачивают корпус печи до тех пор, пока эта половина не окажется внизу. На верхнюю часть корпуса укладывают вторую половину шестерни. Обе половины шестерни соединяют между собой согласно маркировке. Для центровки венцовой шестерни используют линейку с магнитным основанием, закрепленную к основанию шарнирно (рис. 15). Обечайку, на которую одета венцовая шестерня, размечают на восемь равных частей внутри печи. В каждую точку по очереди устанавливают линейку, потом ее покачивают до пересечения точки геометрического центра, обозначение которой может быть лазером или инструментом ИГЦО-3. По линейке отмечают расстояние от центра вращения до фиксируемой точки подвенцовой обечайки. Определяют теоретическое расстояние в каждой из восьми точек от поверхности корпуса до впадины зуба венцовой шестерни, которое равно разности a=R-A-s, где R — радиус шестерни по впадине зубьев, измеренный до ее сборки; А - расстояние до стенки корпуса, отмеченное на линейке; s — толщина стенки корпуса. По полученным размерам а по расчету и по фактическим измерениям регулируют биение шестерни с помощью клиньев, забиваемых с двух сторон навстречу друг другу, или специальным приспособлением с регулировочными винтами и подкладками, устанавливаемыми под башмаки. Рассверливают отверстия в башмаках и в корпусе для закрепления шестерни. Венцовую шестерню закрепляют высокопрочным болтами.
На сборочной площадке одновременно с монтажом венцовой шестерней собирают привод. На фундаментную раму устанавливают и выверяют на ней редуктор привода по осям валов и на горизонтальность. Фундаментная рама привода до монтажа на ней редуктора должна быть выставлена на подкладках по уровню в продольном и поперечном направлениях. Горизонтальность главного редуктора можно проверить рамным уровнем по полумуфтам валов.
Вал с подвенцовой шестерней и подподшипниковыми упорами, также вспомогательный редуктор устанавливают и центрируют по валам главного редуктора. Центрирование производят по полумуфтам. После центрирования подшипники вала и основания редуктора закрепляют. Аналогичным образом центрируют и закрепляют к раме электродвигатели.
Скомплектованную и отцентрированную на раме приводную группу после регулировки венцовой шестерни устанавливают на проектное место (рис 17). Подвенцовую шестерню заводят в зацепление с венцовой шестерней. Выверку зубчатого зацепления производят с помощью регулировочных винтов, уклон рамы контролируют по уровню с клиновой линейкой. Зазор в зубчатом зацеплении проверяют свинцовым списком и по пятну касания на краску. Поворот печи осуществляют за корпус краном с помощью стального каната. Если в процессе выверки зацепления ослабляются болты крепления корпусов подшипников вала с подвенцовой шестерней, то после подгонки зацепления повторяют центрирование валов по валу подвенцовой шестерни.
Выверив привод, закрепляют фундаментную раму. Одновременно с монтажом привода монтируют централизованную систему смазки. После подключения двигателей привода и набора прочности бетона подливки проводят окончательную регулировку зубчатого зацепления венцовой и подвенцовой шестерен. При вращении печи проверяют торцевое и радиальное биение венцовой шестерни и зубчатое зацепление.
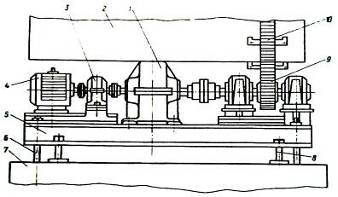
Рис.17. Схема установки привода:
1 - главный редуктор; 2 - корпуса течи; 3 - вспомогательный редуктор; 4 - электродвигатель;
5 -опорная рама; б - анкерный болт, 7 - фундамент; 8 - регулировочный винт, 9 - подвенцовая шестерня; 10 – венцовая шестерня
Проверку зацепления и регулировку зазоров производят по правилам сборки цилиндрических зубчатых передач. При этом радиальный зазор должен быть 0,2 т+(5. . .7) мм (т - модуль зацепления, мм, 5... 7 мм - величина, учитывающая радиальное биение и его расширение от нагревания). Величина бокового зазора допускается от 1 до 2,5 мм. Перекос шестерни для радиального зазора не должен превышать 0,24 мм на длине зуба, а для бокового зазора 0,18 мм. Одновременно с монтажом привода электросваркой прихватывают монтажные стыки и срезают монтажные приспособления, а мести их приварки зачищают. Затем производят электросварку монтажных стыков корпуса печи. К сварке допускаются сварщики, имеющие удостоверения на право производства ответственных электросварочных работ. Электроприхватки выполняют ручной электродуговой сваркой с наружной стороны, а сварку кольцевых швов производят автоматической электросваркой под слоем флюса с флюсовой подформовкой при температуре окружающей среды не ниже – 50 С по специальной разработанной технологии.
Качество сварных швов определяют внешним осмотром и рентгено - или гамма-дефектоскопией, а в случае невозможности применения этих способов использую.

Рис.18. Навесная кабина для сварки стыка корпуса:
1 - временная опорная металлоконструкция; 2,6 - концы стыкуемого блока; 3 - канат, 4 - навесная кабина для сварки; 5 - лестница; 7 - труба; 8 - опора с домкратами; 9 - фундаментная опора под привод.
Сварку швов производят в нижнем положении. Для сварки наружных швов изготавливают специальную площадку (люльку), которая навешивается на верхнюю часть шва (рис. 17). Поворот печи во время сварки производят от вспомогательного привода. После сварки еще раз проверяют прямолинейность печи нивелировкой по бандажам. Вслед за монтажом привода печи монтируют уплотнения холодного конца и откатную головку с форсункой, после чего производят холостую обкатку печи для проверки правильности сборки привода, уплотнений и прямолинейности корпуса.
Строповка
Соединение аппарата с грузоподъёмным оборудованием называется строповкой, а его разъединение - расстроповкой.
Процесс строповки является трудоёмкой и ответственной операцией, так как узлы строповки воспринимают всю нагрузку. Узлы крепления и сам процесс строповки должны обеспечивать высокую прочность и надёжность соединения. Узлы крепления должны позволять выполнять расстроповку с земли, быть простыми по конструкции, иметь наименьшее число деталей, для большей надёжности и меньше трудозатраты при строповке.
Различают следующие способы строповки. Канатный - строповка одним или несколькими стропами, охватывающими корпус аппарата и прикреплёнными к крюку грузоподъёмного оборудования.
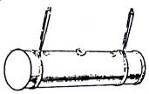
Рис.19. Схема строповки двумя универсальными стропами для траверс
Канатными стропами стропят аппараты небольшой массы или если к аппаратам нельзя приварить или закрепить другим способом устройства, к которым можно было бы прикрепить стропы. Значительное применение этот способ имеет при монтаже горизонтальных аппаратов. В зависимости от требований (характера) подъёма этот способ имеет несколько разновидностей. Наиболее простой — это подъём горизонтальных аппаратов одним или двумя кранами (рис.19). При таком подъёме стропы должны рассчитываться на усилие Gа/2. Канатными стропами можно поднимать аппараты в горизонтальном положении, а поворачивать их в вертикальное положение. На рисунке 7 показан один из принципов такой строповки.
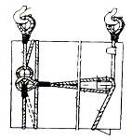
Рис.20. Схема строповки аппарата для поворота его в вертикальное положение:
- крюки кранов; 1 -4-стропы
В практике подъёма аппаратов применяется способ строповки с помощью затягивающейся петли. Принцип этого способа заключается в том, что канат, огибающий аппарат, создает петлю, затягиваемую усилием подъёма.
Строповка с помощью захватных устройств на аппарате имеет наиболее широкое применение. Этот способ строповки заключается в том, что на аппарате закрепляют штуцера, к которым в свою очередь прикрепляют строп.
Похожие работы
... . 1 Определение сметной стоимости и договорной цены на механомонтажные работы по объекту 1.1 Краткая характеристика объекта и механомонтажных работ В данном курсовом проекте я рассмотрел экономическую составляющую механомонтажных работ по монтажу барабанной вращающейся печи. Барабанные вращающиеся печи, применяемые в химической промышленности для обжига твердых веществ, представляют ...
... до 4; Na20+K20 3,5...5. Температура вспучивания должна быть не более 1250 °С, а интервал вспучивания - не менее 50 °С. 2.3 Методика составления теплового баланса вращающейся печи Тепловой баланс вращающейся печи для обжига керамзита составляют по следующей схеме. Приходные статьи баланса: 1.Теплота от горения топлива. 2.Физическая теплота, вносимая топливом. З.Теплота, вносимая сырцом. ...
... вспомогательный Тип КРА 180 2/6 N=140кВТ;n=975мин-1 Редуктор вспомогательный i=86,4 Венец зубчатый m=50мм, z=140 Шестерня подвенцовая m=50мм, z=27 1.2.1 Характерные неисправности трубчатой вращающейся печи кальцинации 4.5х 110 Таблица 2 – Характерные неисправности Неисправность Причины Способ устранения Лопнул корпус печи Допущена работа без футеровки Заварка или замена ...
... для ввода, вывода и распределения катализатора и паров, которые обеспечивают контакт между твердым катализатором и парами. Совершенно по-разному конструктивно оформлены многие теплообменные аппараты: трубчатые печи, кожухотрубчатые теплообменники, подогреватели с паровым пространством, конденсаторы-холодильники и кристаллизаторы. Кроме того, аппараты различного технологического назначения могут ...
0 комментариев