Навигация
2.3 Проектирование патрона
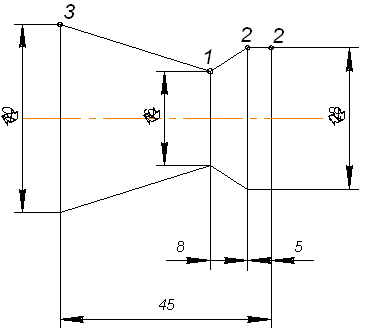
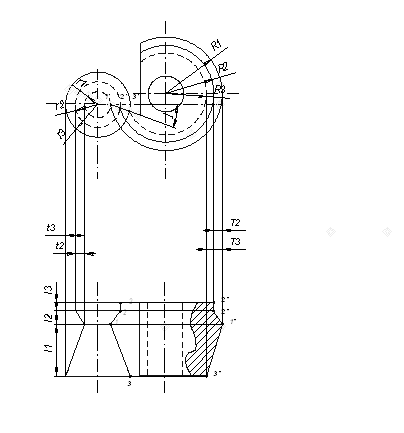
Многие отечественные протяжные станки оснащены патронами. В них применены 2 кулачка прямоугольного сечения, каждый из которых охватывает примерно половину рабочего конуса хвостовика протяжки.
В корпусе 1 (рис. ниже) выполнены отверстия под кулачки 2. Сверху кулачки 2 поддерживаются осью 3. Плунжеры 4 со сферическими наконечниками поджимают кулачки 2 к центру патрона (упору 5). Резьбовыми пробками 6 регулируют силу нажатия пружин 7, действующих на плунжеры 4. Гайкой 8 фиксируется положение патрона. Винтами 9 крепятся оси 3.
Патрон предназначен для горизонтально-протяжного станка 7510М.
Задание №3
Сконструировать червячную модульную фрезу для обработки зубчатого венца с внешними зубьями.
Исходные данные:
– угол зацепления: ![]() ;
;
– модуль нормальный: ![]() ;
;
– коэффициент высоты головки и ножки зуба: ![]() ;
;
– коэффициент радиального зазора: ![]() ;
;
– число зубьев: ![]() ;
;
– угол наклона зубьев: ![]() ;
;
– направление зубьев: левое;
– коэффициент коррекции нормальный: 0,0;
– степень точности: 7-С;
– материал: сталь 40ХН;
– прочность: ![]() ;
;
– вид фрезерования червячной фрезой: окончательное.
3.1 Расчет основных конструктивных элементов червячной фрезы
1. Выбор профиля зубьев червячной фрезы
Данная фрезу имеет класс точности – А, спрофилирована на основе Архимедова червяка. Данный метод профилирования основан на замене криволинейного профиля боковой стороны в осевом сечении эвольвентного червяка на прямолинейный, близкий к нему. В этом случае приближенного профилирования червячных фрез для цилиндрических зубчатых колес с эвольвентным профилем происходит замена эвольвентного основного червяка на Архимедов червяк. Червячные фрезы, спрофилированные приближенно на основе Архимедова червяка, образуют, по сравнению с другими методами приближенного профилирования, наименьшие погрешности профиля зубьев нарезаемых колес в виде небольшого подреза ножки и среза головки, благоприятно влияющие на условие зацепление сопрягаемой пары зубчатых колес. Кроме того, такие червячные фрезы имеют следующие преимущества:
· боковые стороны зубьев Архимедовых червячных фрез можно затыловать в радиальном направлении;
· для окончательного контроля профиля боковой стороны зубьев Архимедовых червячных фрез разработаны и используются специальные приборы, обеспечивающие высокую и стабильную точность измерения.
При проектировании чистовых червячных фрез для цилиндрических колес с эвольвентным профилем приближенное профилирование на основе Архимедова червяка является предпочтительным.
2. Порядок расчета основных конструктивных элементов червячной фрезы
2.1 Число заходов
Число заходов червячной фрезы является одним из факторов, влияющих на производительность при нарезании цилиндрических колес. На выбор числа заходов червячных фрез влияет степень точности нарезаемых колес и их размеры (число зубьев и модуль). Червячные фрезы, особенно чистовые, проектируются однозаходными. Принимаем ![]() .
.
2.2 Угол подъема винтовой линии по делительному цилиндру
Погрешности профиля зубьев нарезаемых колес с эвольвентным профилем, связанные с приближенным профилированием червячных фрез, в значительной степени зависят от величины угла подъема винтовой линии по делительному цилиндру фрез. С увеличением угла подъема винтовой линии по делительному цилиндру величина погрешности профиля зубьев нарезаемых колес возрастает. Вследствие этого для чистовых червячных фрез величина угла подъема винтовой линии по делительному цилиндру принимается не выше ![]() . Принимаем
. Принимаем ![]() .
.
2.3 Направление винтовой линии по делительному цилиндру
Выбор направления винтового гребня червячной фрезы зависит от направления зубьев нарезаемых колес. Т.к. направление зубьев левое, то направление винтового гребня фрезы принимаем одноименным с направлением зубьев нарезаемого колеса.
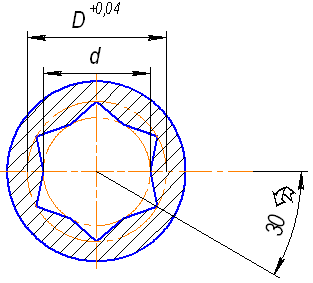
2.4 Наружный диаметр
Ориентировочная величина наружного диаметра червячной модульной фрезы определяется по формуле:

Принимаем ![]() .
.
Похожие работы
... 55 мм; (6) Определим размеры внутреннего отверстия: l1 = 0,25 LР = 0,25* 55= 13.75мм; (7) l = LР - l1 = 55-13.75 = 41.25 мм; (8) l3 = 0,25 l = 0,25 *41.25= 10.31 мм. (9) Рисунок 2.3 – Резец фасонный круглый Рисунок 1.4-Шаблон и контршаблон 2. Проектирование и расчёт фасонной протяжки Исходные данные: рисунок 14, вариант 3. Размеры обрабатываемого отверстия: d =30 мм, D ...





... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
... инструмента в плавающем патроне, так как у отверстия есть погрешность изготовления, а инструмент надо установить по центру. С помощью конического хвостовика, который закрепляет инструмент жестко, это осуществить невозможно. 3 РАСЧЕТ ДОЛБЯКА 3.1 Исходные данные для проектирования долбяка - модуль колес mк=3.75 мм; - профильный угол aк=; - числа зубьев шестерни Z1=25 и колеса Z2=40; ...





... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев