Навигация
2.5 Форма зубьев
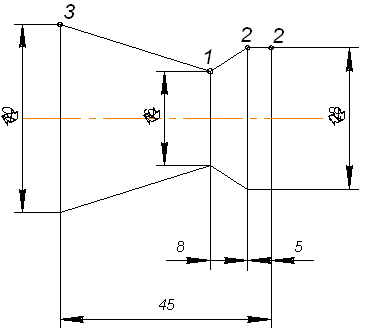
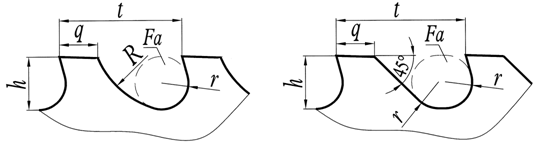
В конструкциях червячных фрез с затылованной задней поверхностью применяются следующие две основные формы зубьев:
1. форма а) имеет один участок задней поверхности по архимедовой спирали со спадом, равным ![]() ;
;
2. форма б) имеет два участка затылованной задней поверхности, образованной по архимедовой спирали: первый участок со спадом ![]() и второй – со спадом
и второй – со спадом ![]() .
.
Используем так называемую форму б). Первый (основной) участок затылованной задней поверхности формируется окончательно после термической обработки шлифованием. Второй участок предназначен для обеспечения свободного выхода шлифовального круга при обработке первого и формируется затыловочным резцом до термической обработки. Червячные фрезы с зубьями по форме б) характеризуются повышенной точностью размеров профиля и стойкостью. Форма б) зубьев применяется в конструкциях червячных фрез для чистовой и окончательной обработки зубьев нарезаемых колес до 8-й степени точности.
2.6 Ориентировочное число зубьев фрезы в торцевом сечении
Число зубьев фрезы в торцевом сечении влияет на количество резов, формирующих боковую сторону зубьев нарезаемых колес. Для повышения точности профиля зубьев нарезаемых колес и производительности обработки предпочтительно принимать максимально допустимое число зубьев.
Ориентировочное число зубьев в торцевом сечении затылованных червячных фрез для цилиндрических зубчатых колес с эвольвентным профилем определяется по формуле:
 , где
, где
![]() коэффициент, учитывающий форму зубьев червячных фрез;
коэффициент, учитывающий форму зубьев червячных фрез;
 , принимаем
, принимаем ![]() .
.
2.7 Величина спада задней поверхности зубьев фрез
Величина спада задней поверхности зубьев фрезы на первом участке определяется по формуле:
 , где
, где
![]() задний угол на вершине
задний угол на вершине ![]() , принимаем
, принимаем ![]() ;
;
![]() , принимаем
, принимаем ![]() ;
;
Величина спада задней поверхности зубьев на втором участке принимается равной:
![]() , где
, где
![]() поправочный коэффициент, для фрез общего назначения
поправочный коэффициент, для фрез общего назначения ![]() ;
;
![]() , принимаем
, принимаем ![]() .
.
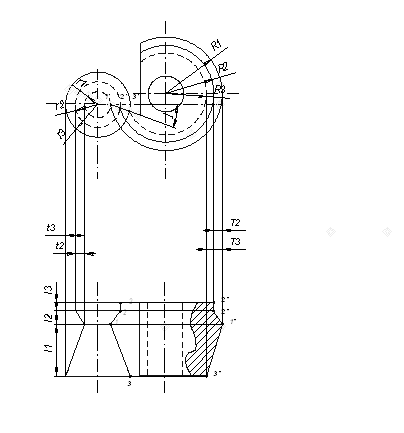
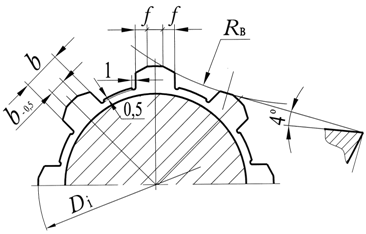
2.8 Радиус впадины стружечной канавки
Величина радиуса впадины стружечной канавки определяется по формуле:

Принимаем ![]() .
.
2.9 Глубина профиля
Величина глубины профиля или шлифованная часть зубьев червячных фрез равна:
![]() .
.
2.10 Глубина стружечной канавки
Размер глубины стружечной канавки определяется в зависимости от формы зубьев червячных фрез.
Для червячных фрез с зубьями по форме б):
![]() ;
;
Принимаем ![]() .
.
2.11 Угол впадины стружечной канавки
Величина угла впадины стружечной канавки принимается в зависимости от числа зубьев фрезы следующих значений:
– при ![]() .
.
2.12 Окончательное число зубьев в торцевом сечении
Число зубьев в торцевом сечении окончательно устанавливается для червячных фрез с зубьями по форме б) из условия обеспечения свободного выхода шлифовального круга дискового типа при обработке первого участка затылованной задней поверхности. Этому соответствует отсутствие контакта рабочей поверхности шлифовального круга с зубом червячной фрезы, следующим за шлифуемым. Окончательное значение числа зубьев в торцевом сечении определяется по ГОСТ 9472-60.
Принимаем ![]() .
.
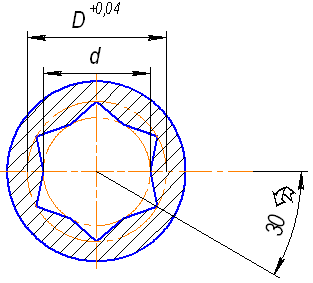
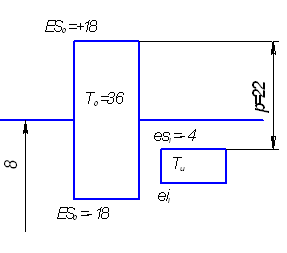
2.13 Диаметр отверстия
В целях увеличения жесткости крепления фрезы диаметр отверстия под оправку следует брать максимально допустимым. Ориентировочное значение размера диаметра отверстия определяется по формуле:
![]() ;
;
По ГОСТ 9472-60 принимаем ![]() .
.
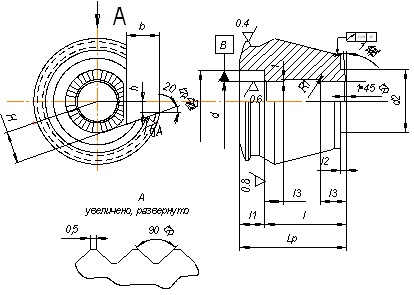
2.14 Длина рабочей части фрезы
Приближенное значение величины длины рабочей части червячной фрезы определяется по формуле:
![]()
![]()
Принимаем ![]() .
.
2.15 Общая длина фрезы
Величина общей длины фрезы определяется по формуле:
![]() , где
, где
![]() длина цилиндрических буртиков фрезы, принимаем
длина цилиндрических буртиков фрезы, принимаем ![]() ;
;
![]() .
.
Похожие работы
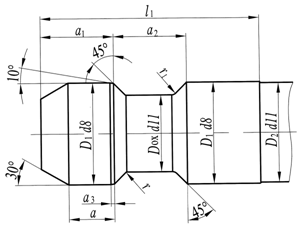
... 55 мм; (6) Определим размеры внутреннего отверстия: l1 = 0,25 LР = 0,25* 55= 13.75мм; (7) l = LР - l1 = 55-13.75 = 41.25 мм; (8) l3 = 0,25 l = 0,25 *41.25= 10.31 мм. (9) Рисунок 2.3 – Резец фасонный круглый Рисунок 1.4-Шаблон и контршаблон 2. Проектирование и расчёт фасонной протяжки Исходные данные: рисунок 14, вариант 3. Размеры обрабатываемого отверстия: d =30 мм, D ...





... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
... инструмента в плавающем патроне, так как у отверстия есть погрешность изготовления, а инструмент надо установить по центру. С помощью конического хвостовика, который закрепляет инструмент жестко, это осуществить невозможно. 3 РАСЧЕТ ДОЛБЯКА 3.1 Исходные данные для проектирования долбяка - модуль колес mк=3.75 мм; - профильный угол aк=; - числа зубьев шестерни Z1=25 и колеса Z2=40; ...





... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев