Навигация
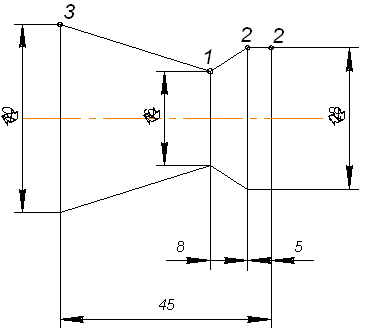
2. Направляющая часть
Окончательное формирование резьбового профиля заканчивается после прохода первых направляющих зубьев. Последующие не участвуют в калибрование резьбы, а служат для центрирования и направления, обеспечение подачи, метчика, а также являются запасом для переточек.
Для обеспечения функции центрирования, направления и подачи достаточно иметь направляющую часть длиной три-четыре нитки. Рекомендуется минимальная длина направляющей части ![]() , равная 0,5 диаметра резьбы. Остальные нитки направляющей части являются запасом для переточек метчика по задней поверхности.
, равная 0,5 диаметра резьбы. Остальные нитки направляющей части являются запасом для переточек метчика по задней поверхности.
Определяем рабочую длину метчика:
![]() , где Р – шаг резьбы;
, где Р – шаг резьбы;
![]()
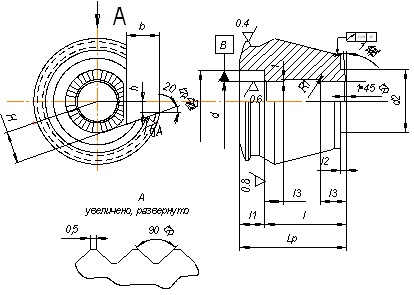
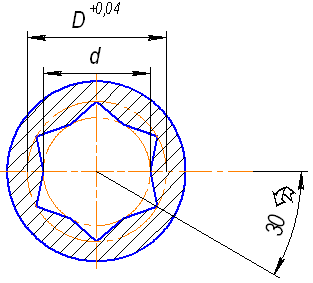
3. Определение стружечной канавки метчика
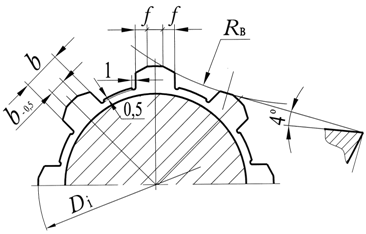
Требования к профилю стружечных канавок метчика:
1) обеспечение лучшего образования и отвода стружки и оптимальной величины переднего угла ![]() в пределах глубины профиля нарезаемой резьбы;
в пределах глубины профиля нарезаемой резьбы;
2) обеспечение достаточного пространства для свободного размещения стружки;
3) сохранение достаточной прочности рабочей части метчика (диаметр сердцевины ![]() );
);
4) сохранение метчиком устойчивого центрирования и направления (ширина зуба ![]() );
);
5) предотвращение резания затылком зуба ![]() и защемления стружки при вывинчивании метчика (угол
и защемления стружки при вывинчивании метчика (угол ![]() );
);
6) профиль стружечной канавки должен быть очерчен плавной линией во избежания появления трещин при термообработке;
7) обеспечение простоты и универсальности технологической оснастки при изготовлении стружечных канавок.
Количество стружечных канавок. Число стружечных канавок на метчике влияет на условие отвода стружки и на толщину срезаемого слоя, а следовательно, на величину крутящего момента. Кроме того, число канавок определяет условия центрирования и направления метчика.
Число стружечных канавок зависит от вида инструмента, обрабатываемого материала и размеров резьбы. Исходя из этих условий, принимаем число стружечных канавок равным 3.
Передний угол ![]() метчика. Передняя поверхность и передний угол
метчика. Передняя поверхность и передний угол ![]() образуются стружечной канавкой метчика. Для плавного схода стружки на передней поверхности не должно быть уступов и резких переходов. Шероховатость передней поверхности
образуются стружечной канавкой метчика. Для плавного схода стружки на передней поверхности не должно быть уступов и резких переходов. Шероховатость передней поверхности ![]() . Принимаем значение переднего угла в зависимости от обрабатываемого материала согласно ГОСТ3266-72 –
. Принимаем значение переднего угла в зависимости от обрабатываемого материала согласно ГОСТ3266-72 – ![]() .
.
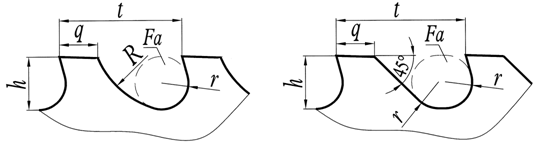
Профиль стружечной канавки. Для данного метчика используем двухрадиусный профиль стружечной канавки. Данная форма наиболее хорошо отвечает требованиям, предъявляемых к профилю стружечной канавки. Данный профиль нашел наиболее широкое распространение и используется для метчиков всех видов.
– диаметр сердцевины: ![]() ;
;
– ширина зуба: ![]() .
.
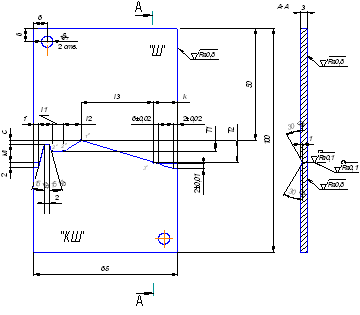
4. Определение заднего угла метчика
Задний угол на метчике получается при радиальном затыловании режущей части по наружному диаметру. Затылование обычно производится по архимедовой спирали.
Взаимосвязь между задним углом и величиной затылования определяется зависимостью ![]() , где К – падение задней поверхности зуба (затылка) на дуге, равной
, где К – падение задней поверхности зуба (затылка) на дуге, равной ![]() части длины окружности диаметра
части длины окружности диаметра ![]() .
.
Величина угла ![]() зависит от обрабатываемого материала, вида отверстия, а также от вида и размера метчика. Принимаем угол
зависит от обрабатываемого материала, вида отверстия, а также от вида и размера метчика. Принимаем угол ![]() , тогда:
, тогда:

Затылование производится «наостро» на величину К, что приводит к возникновению вспомогательных задних углов ![]() . Между боковыми сторонами режущих направляющих профилей и нарезанным резьбовым профилем существует зазор; контакт осуществляется только по вспомогательным лезвиям; трение по боковым сторонам отсутствует; меньше опасность заклинивания; меньше момент резьбонарезания. Однако необходимо принимать оптимальные значения угла
. Между боковыми сторонами режущих направляющих профилей и нарезанным резьбовым профилем существует зазор; контакт осуществляется только по вспомогательным лезвиям; трение по боковым сторонам отсутствует; меньше опасность заклинивания; меньше момент резьбонарезания. Однако необходимо принимать оптимальные значения угла ![]() , при которых метчик не теряет устойчивого центрирования по ниткам резьб и сохраняет точность резьб.
, при которых метчик не теряет устойчивого центрирования по ниткам резьб и сохраняет точность резьб.
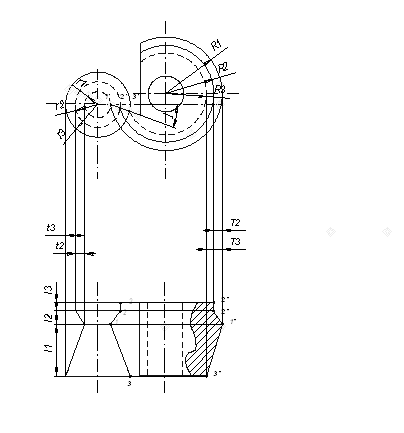
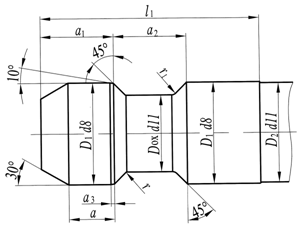
5. Обратная конусность
Для уменьшения трения между метчиком и нарезаемой резьбой метчик изготавливаем с обратной конусностью (уменьшение диаметра в направлении к хвостовику) по внутреннему, собственно среднему и наружному диаметрам. Обратная конусность является обязательным конструктивным элементом метчика, так как ее отсутствие вызывает повышенное трение и схватывание между зубьями метчика и резьбовой ниткой детали, что приводит к заклиниванию и к поломке инструмента.
Обратная конусность метчиков должна находиться в пределах ![]() мм на 100 мм условной длины резьбовой части метчика.
мм на 100 мм условной длины резьбовой части метчика.
6. Габаритные размеры метчика
В данной работе используется гаечный метчик с изогнутым хвостовиком, этот метчик работает по непрерывному циклу на специальном гайконарезном станке, поэтому габаритные размеры, метчика, были согласованны с паспортными данными станка.
Список используемой литературы
1. В.П. Шатин, П.С.Денисов «Режущий и вспомогательный инструмент» Справочник, М., 1968
2. П.Г. Кацев «Обработка протягиванием» М., 1986
3. Справочник инструментальщика под редакцией И.А. Ординарцева, 1987
4. Методическое пособие по проектированию и расчету фасонных резцов
5. Методическое пособие по проектированию и расчету шпоночной протяжки.
6. Методические указания по расчету червячных модульных фрез.
Похожие работы
... 55 мм; (6) Определим размеры внутреннего отверстия: l1 = 0,25 LР = 0,25* 55= 13.75мм; (7) l = LР - l1 = 55-13.75 = 41.25 мм; (8) l3 = 0,25 l = 0,25 *41.25= 10.31 мм. (9) Рисунок 2.3 – Резец фасонный круглый Рисунок 1.4-Шаблон и контршаблон 2. Проектирование и расчёт фасонной протяжки Исходные данные: рисунок 14, вариант 3. Размеры обрабатываемого отверстия: d =30 мм, D ...





... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
... инструмента в плавающем патроне, так как у отверстия есть погрешность изготовления, а инструмент надо установить по центру. С помощью конического хвостовика, который закрепляет инструмент жестко, это осуществить невозможно. 3 РАСЧЕТ ДОЛБЯКА 3.1 Исходные данные для проектирования долбяка - модуль колес mк=3.75 мм; - профильный угол aк=; - числа зубьев шестерни Z1=25 и колеса Z2=40; ...





... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев