Навигация
Определение углов режущей части
33164
знака
3
таблицы
1
изображение
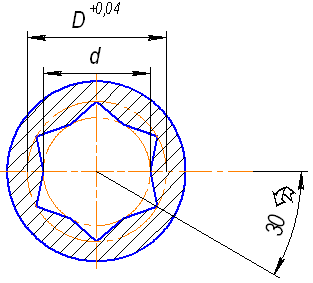
1.3 Определение углов режущей части
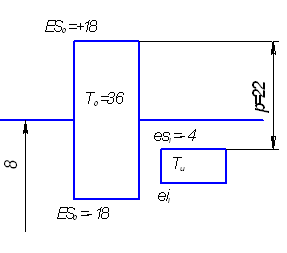
Передний угол резца γ и задний угол α задаются в наиболее выступающей (базовой) точке резца. Величины углов α и γ рекомендуется выбирать из ряда значений: 5, 8, 10, 15, 20, 25. Принимаем γ=25 градусов. Для призматических резцов чаще всего принимают следующие задние углы: α=8-15 градусов. Принимаем α=8 градусов. Следует иметь в виду, что задние углы переменны в различных точках лезвия, к тому же в сечении, нормальном к проекции лезвия на основную плоскость, они могут быть на некоторых участках лезвия намного меньше номинального значения. Поэтому необходимо производить проверку минимальной величины заднего угла по формуле:
tgαn=tgαт*sinφ, где
αт – задний угол в данной точке в торцевом сечении;
φ – угол между касательной к профилю детали в данной точке и торцевой плоскости детали.
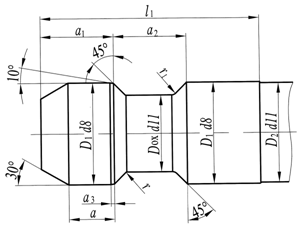
1.4 Определение габаритных и присоединительных размеров резца
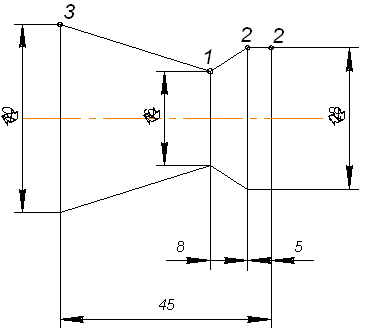
Обычно габаритные и присоединительные размеры определяются из конструктивных соображений в зависимости от глубины фасонного профиля изделия tmax и длины профиля L, т.к. от них зависит количество получающейся стружки и нагрузка на резец при его работе. При выборе габаритных и присоединительных размеров пользуемся таблицей.
Длина резца определяется в зависимости от размеров профиля детали с учетом дополнительных лезвий и ее округляют в большую сторону. Принимаем L=54 мм.
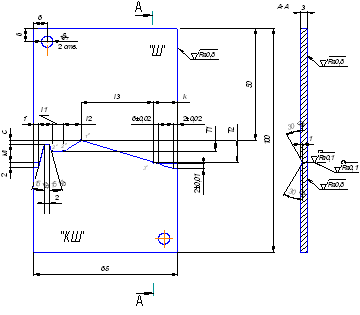
1.5 Коррекционный расчет профиля круглого фасонного резца
Целью коррекционного расчета – определение высотных размеров профиля фасонного лезвия, лежащих в передней плоскости резца, в направлении перпендикулярном базе резца.
При расчете размеров профиля призматического фасонного резца в нормальном сечении исходными данными являются углы α и γ, а также размеры С 1,2…i, найденные в общей части коррекционного расчета. Искомые размеры профиля Рiопределяются по формуле
Рi=Сi*cos(α+γ)
Р1=С1*cos(α+γ)=0.81*cos(8+25)=0.746
P2=3.13*cos(8+25)=2.881
P3=4.43*cos(8+25)=4.078
P4=4.855*cos(8+25)=4.469
P5=2.735*cos(8+15)=2.517
1.6 Расчет допусков на высотные размеры профиля, углы заточки и установки резца
А) Расчет допусков на высотные размеры:
| № точки Расчетные величины | 1(базовая) | 2 | 3 | 4 | 5 | 6 |
| Допуск наДиаметр, δDi | 0,74 | 0,74 | 0,74 | 0,74 | 0,74 | 0,74 |
| Допуск на радиус, δRi=0,5δDi | 0,37 | 0,37 | 0,37 | 0,37 | 0,37 | 0,37 |
| Высота профиля детали, переносимая с резца на деталь, hi | 3,23 | 1,565 | 0,35 | 0 | 0 | 0 |
| Высота профиля резца, полученная при коррекционном расчете, Pi | 0,746 | 2,881 | 7,078 | 4,469 | 4,469 | 4,469 |
| Высота точки профиля резца, проставляемая на чертеже, Рi | 0,74 | 2,88 | 4,08 | 4,47 | 4,47 | 4,47 |
| Допуск на высоту профиля hi, переносимую с резца на деталь δhi=δRi-δRб | 0,29 | 0,29 | 0,29 | 0,29 | 0,29 | 0,29 |
| Часть допуска высоты hi, отводимая на погрешности от неточной заточки и уст. резца δhз.у.i=0,5*δmin *(Pi/Pδmin) | 0,145 | 0,564 | 0,8 | 0,87 | 0,87 | 0,87 |
| Часть допуска высоты hi, остающаяся на неточности выполнения высот профиля, δhpi= δhi- δhз.у.i | 0,145 | 0,274 | 0,51 | 0,58 | 0,58 | 0,58 |
| Допуск на высоту профиля, δPi= δhpi*(Pi/hi) | 0,033 | 0,504 | 0,85 | 0 | 0 | 0 |
| Верхнее и нижнее отклонение высоты профиля:В.О. + Н.О. – | 0,016 | 0,25 | 0,42 | 0 | 0 | 0 |
Все найденные отклонения точнее отклонений IT14/2, следовательно принимаем данные отклонения за расчетные.
Б) Расчет допусков на продольные размеры профиля резца:
В ответственных случаях расчет допусков ведется на продольные размеры профиля аналогично расчету допусков на высотные размеры. На детали выбирается ответственный участок (обычно торцевая плоскость), от которой проставляются ее размеры. Допуски на линейные размеры при этом пересчитываются с учетом изменения базы отсчета. На резце продольные размеры профиля проставляются от участка, обрабатывающего ответственный участок детали. Дальнейшие расчеты аналогичны предыдущим.
Однако в большинстве случаев допуски на продольные размеры детали значительно шире, чем на ее диаметры. Поэтому допустимо приближенное назначение допусков на продольные размеры профиля резца. При этом допуски размеров резца берутся в 2-3 раза уже, чем допуски соответствующих размеров детали.
В) Расчет допусков на параметры заточки и установки резцов:
На все углы определяющие заточку и установку резцов принимаются допуски в угловых минутах, численно равные допуску на высотный размер профиля, выраженному в микрометрах. Таким образом:
α1,2,γ1,2,ε1,2=±16”; ε3,γ3,α3=0; ε4,γ4,α4=±3’20”; ε5,γ5,α5=±1’48”; ε6,γ6,α6=±2’30”;
Похожие работы
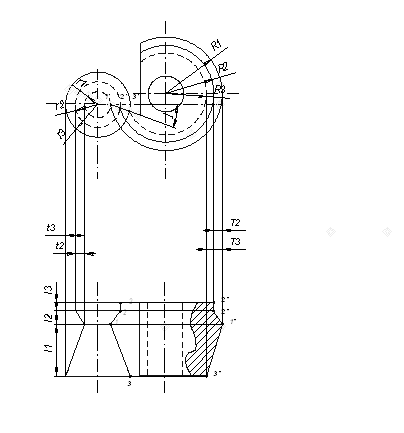
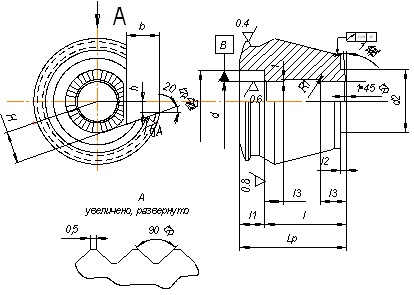
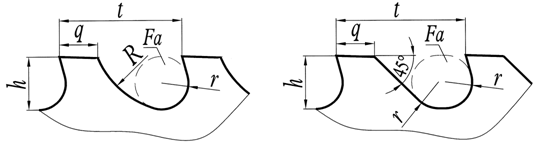
... 55 мм; (6) Определим размеры внутреннего отверстия: l1 = 0,25 LР = 0,25* 55= 13.75мм; (7) l = LР - l1 = 55-13.75 = 41.25 мм; (8) l3 = 0,25 l = 0,25 *41.25= 10.31 мм. (9) Рисунок 2.3 – Резец фасонный круглый Рисунок 1.4-Шаблон и контршаблон 2. Проектирование и расчёт фасонной протяжки Исходные данные: рисунок 14, вариант 3. Размеры обрабатываемого отверстия: d =30 мм, D ...





... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
... инструмента в плавающем патроне, так как у отверстия есть погрешность изготовления, а инструмент надо установить по центру. С помощью конического хвостовика, который закрепляет инструмент жестко, это осуществить невозможно. 3 РАСЧЕТ ДОЛБЯКА 3.1 Исходные данные для проектирования долбяка - модуль колес mк=3.75 мм; - профильный угол aк=; - числа зубьев шестерни Z1=25 и колеса Z2=40; ...





... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев