Навигация
13. Резьба
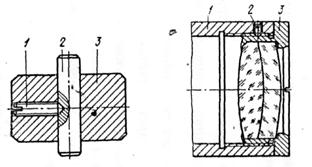
Резьба - выступы, образованные на основной поверхности винтов или гаек и расположенные по винтовой линии. Резьбовое соединение образуется двумя (реже тремя) деталями. У одной из них на наружной, а у другой на внутренней поверхности имеются расположенные по винтовой поверхности выступы – соответственно наружная и внутренняя резьба (в соответстивии с рисунком 18).
По форме основной поверхности различают цилиндрические и конические резьбы. Наиболее распространена цилиндрическая резьба. Коническую резьбу применяют для плотных соединений труб, масленок, пробок и т. п.
Профиль резьбы — контур сечения резьбы в плоскости, проходящей через ось основной поверхности. По форме профиля различают треугольные, прямоугольные, трапецеидальные, круглые и другие резьбы.
По направлению винтовой линии различают правую и левую резьбы. У правой резьбы винтовая линия идет слева направо и вверх, у левой — справа налево и вверх. Наиболее распространена правая резьба. Левую резьбу применяют только в специальных случаях.
Если витки резьбы расположены по двум или нескольким параллельным винтовым линиям, то они образуют многозаходную резьбу. По числу захода различают однозаходную, двухзаходную и т. д. резьбы. Наиболее распространена однозаходная резьба. Все крепежные резьбы однозаходные. Многозаходные резьбы применяются преимущественно в винтовых механизмах. Число заходов больше трех применяют редко.
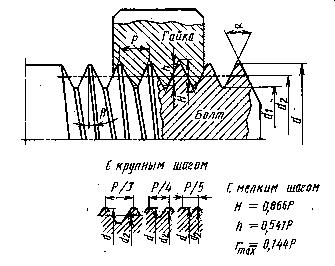
Рисунок 18 – Резьбовое соединение с метрической резьбой
Методы изготовления резьбы
1. Нарезкой вручную метчиками или плашками. Способ малопроизводительный. Его применяют в индивидуальном производстве и при ремонтных работах.
2. Нарезкой на токарно-винторезных или специальных станках.
3. Фрезерованием на специальных резьбофрезерных станках. Применяют для нарезки винтов больших диаметров с повышенными требованиями к точности резьбы (ходовые и грузовые винты, резьбы на валах и т.д.).
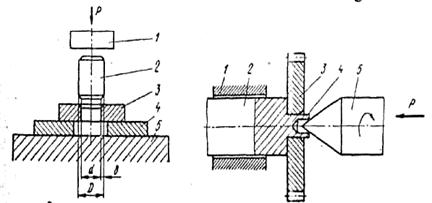
4. Накаткой на специальных резьбонакатных станках-автоматах. Этим высокопроизводительным и дешёвым способом изготовляют большинство резьб стандартных крепёжных деталей (болты, винты и т.д.). Накатка существенно упрочняет резьбовые детали.
5. Литьём на деталях из стекла, пластмассы, металлокерамики и др.
6. Выдавливанием на тонкостенных давленных и штампованных изделиях из жести, пластмассы и т.д.
Наибольшее распространение в машино- и приборостроении имеет метрическая резьба по ГОСТ 8724-81 с крупными мелким шагами. Она обозначается буквой М и цифрами, показывающими наружный диаметр резьбы (например, резьба, имеющая d=24 мм, обозначается М24), в обозначении резьбы с мелким шагом, кроме диаметра, в форме сомножителя указывается ее шаг (например, М24?1,5 для резьбы, имеющей d=24 мм и Р=1,5 мм). Области применения других типов резьб ограничены специальными конструкциями.
Крепежные детали и типы соединений. Наибольшее распространение среди резьбовых деталей получили крепежные болты, винты, шпильки, гайки и вставки. С помощью этих деталей образуют большинство разъемных соединении в конструкциях.
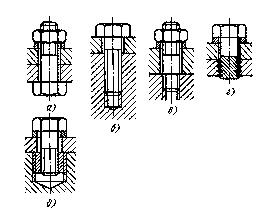
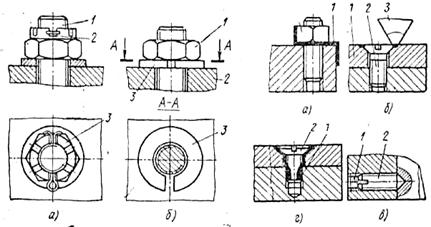
Рисунок 19 – Основные типы резьбовых соединений
Болт (в соответстивии с рисунком 19, а) и винт (в соответстивии с рисунком 19, б) – стержень с головкой и одним резьбовым концом. Шпилька (рисунок 19, в) имеет два резьбовых конца. Вставка (в соответстивии с рисунком 19, г). Винт с резьбовой втулкой (в соответстивии с рисунком 19, д).
Выбор типа соединения определяется прочностью материала соединяемых деталей, частотой сборки и разборки соединения в эксплуатации, а также особенностями конструкции и технологии изготовления соединяемых деталей.
Соединения болтом применяют только при наличии доступа к гайке и головке болта для скрепления деталей сравнительно небольшой толщины (например, при наличии специальных поясков или фланцев), а также при многократной разборке и сборке соединений. В последнем случае (особенно при большой толщине соединяемых деталей) предпочтение отдается также соединениям винтом или шпилькой.
Соединения винтом и шпилькой применяют для скрепления деталей при наличии доступа монтажного инструмента лишь с одной стороны (к гайке). Область применения соединений винтом в силовых конструкциях ограничена, предпочтение отдается соединениям шпилькой. Шпильки фиксируют (стопорят) в корпусной детали (посадкой на резьбе с натягом, завинчиванием на сбег резьбы, с помощью клея и т. д.) для предотвращения вывинчивания их при отвинчивании гаек.
Вставки применяют в основном для повышения износостойкости резьбы в корпусах из материалов с невысокой прочностью, а также для повышения прочности соединений.
Резьбовые втулки используют преимущественно в корпусах из композиционных материалов.
Для предотвращения повреждения поверхностей соединяемых деталей при завинчивании гаек под них подкладывают шайбы.
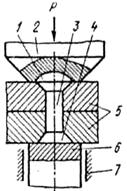
Конструктивным разнообразием отличаются стержни болтов (винтов). Наряду с обычной (в соответстивии с рисунком 20), наиболее распространенной формой болта (а) применяют другие конструкции. Болт (б) в отличие от предыдущего имеет диаметр стержня несколько больше наружного диаметра резьбы. Такие болты устанавливают в отверстия корпусов без зазора. В ряде ответственных соединений для увеличения податливости при меняют полые болты (в). Болты на (г и д) имеют центрирующие пояски под головками, а поясок посередине (д) предназначен для гашения вибраций стержня.
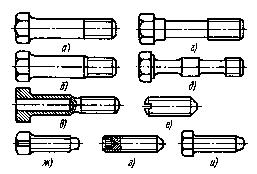
Рисунок 20 – Конструктивные формы стержней болтов
Формы головок болтов (в соответстивии с рисунком 21) и гаек также разнообразны, выбор их для практического использования определяется преимущественно условиями работы соединений, технологией изготовления крепежных деталей и их сборкой.
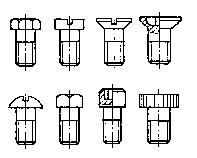
Рисунок 21 – Конструктивные формы головок болтов (винтов)
Для фиксирования деталей на валах, осях и др. применяют установочные винты с резьбой по всей длине стержня и упорным наконечником.
Основные материалы болтов (винтов), шпилек и гаек и их механические характеристики нормированы ГОСТ 1759-82.
Для болтов, винтов и шпилек из углеродистых и легированных сталей установлены 12 классов прочности, а для гаек - семь и соответствующие им рекомендуемые марки сталей.
Выбор материала определяется условиями работы. И технологией изготовления. Стержни болтов в массовом производстве изготовляют из пластичных сталей 10, 15, 15Х, 16ХСН и др. на автоматах методом холодной высадки, резьбу на болтах накатывают.
Для защиты крепежных деталей из углеродистых сталей от коррозии на них наносят окисные пленки или гальванические покрытия (цинковое, кадмиевое, фосфатное, медное и др.). Толщина покрытий выбирается в зависимости от шага резьбы и имеет следующие значения: 3-6 мкм для шага до 0,4 мм, 6-9 мкм – для шага 0,4-0,8 мм и 9-12 мкм для шага свыше 0,8 мм.
Расчет резьбовых соединений. Расчет резьбового соединения включает в себя обычно две связанные между собой задачи: оценку прочности соединения и оценку плотности стыка.
Прочность соединения определяется, как правило, прочностью болта (шпильки), и для ее оценки необходимо знать напряжения в сечении с наименьшей площадью.
В случае, когда внешняя нагрузка на болт изменяется циклически от 0 до F , амплитуда переменных напряжений в сечении по внутреннему диаметру резьбы

и среднее напряжение
Практика и экспериментальные исследования показали, что прочность затянутых резьбовых соединений при переменной нагрузке определяется ее амплитудой ![]() ; чем меньше
; чем меньше ![]() , тем больше долговечность и ресурс работы соединений. Поэтому одна из важнейших задач конструктора резьбового соединения - добиться снижения внешней нагрузки на болт (шпильку).
, тем больше долговечность и ресурс работы соединений. Поэтому одна из важнейших задач конструктора резьбового соединения - добиться снижения внешней нагрузки на болт (шпильку).
Правило конструирования резьбового соединения: жесткие фланцы податливые болты.
Плотность стыка определяется остаточной силой в стыке. Внешняя нагрузка F уменьшает силу на стыке деталей до значения
![]()
Если сила на стыке станет равной нулю, то стык раскроется и вся внешняя нагрузка будет восприниматься болтом, что опасно для его прочности.
Для предотвращения раскрытия стыка должно соблюдаться условие Fс>0; тогда минимальная сила затяжки
![]()
Обычно назначают
![]()
где ν - запас по плотности стыка равен 1,25-2 для постоянных нагрузок; 2,5-4 для переменных нагрузок.
Для герметизации стыков применяют плоские прокладки из резины, картона, алюминия, меди и других мягких материалов, упругие кольца, герметики и т. д. Герметичность стыков и соединений проверяют течеискателями и другими способами.
Таким образом, сила предварительной затяжки определяется внешней нагрузкой.
Допустимое напряжение затяжки σ0=F0/A1≤0,8σT где σT - предел текучести материала болта. Обычно назначают σ0 = (0,4?0,7) σT.
Для того чтобы соединения работали в расчетных силовых условиях, необходимо контролировать затяжку соединений.
Похожие работы
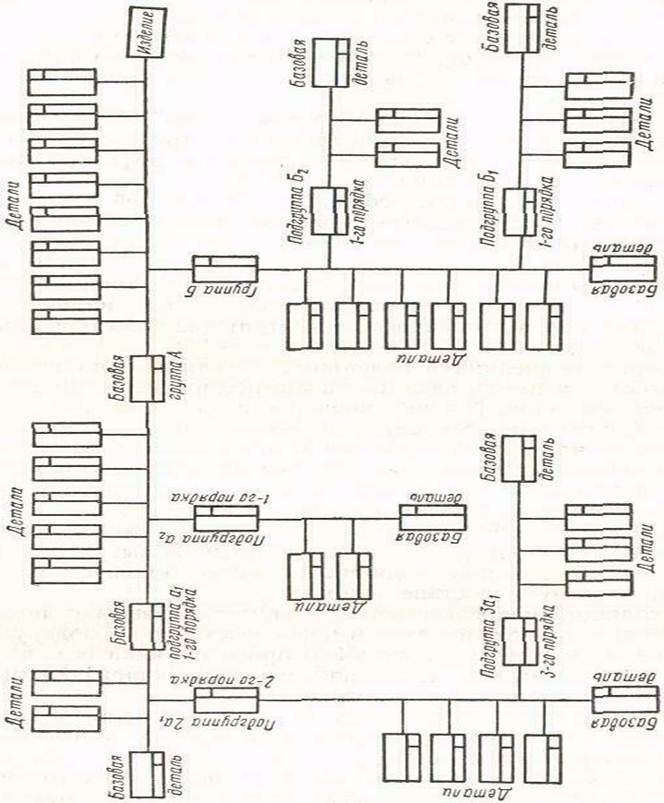
... в освоенный технологический процесс. Это является большим недостатком метода повторных сборок. В тех случаях, когда технология сборки только разработана, но еще не внедрена в производство, анализ технико-экономических характеристик сборочного процесса можно произвести по методу, разработанному доктором техн. наук Н. А. Бородачевым. Для этой цели все операции разработанного технологического ...

... , применением унифицированной технологии, применением параллельной и параллельно-последовательной обработки, максимальной механизацией технологических процессов. Предлагаемые модели женских костюмов имеют одну технологичную конструктивную основу, что дает возможность применить наиболее эффективные методы изготовления одежды, исключить потери рабочего времени при смене моделей в потоке. При ...
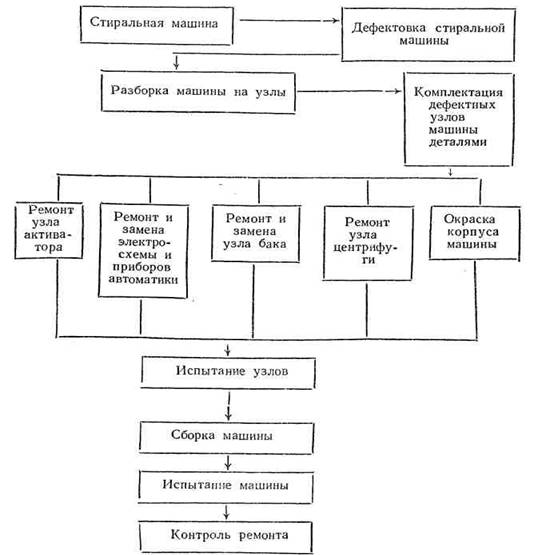
... винта, снять крышку с узлом электропривода, вынуть барабан, удалить белье. Собрать машину в обратной последовательности 2.2 Анализ существующего технологического процесса ремонта стиральных машин барабанного типа Производственным процессом ремонта называется вся совокупность действий, осуществляемых с момента поступления объектов ремонта на завод или в мастерскую до получения полностью ...
... кулачков, маховичков, шкивов на валы и оси с последующей фиксацией их винтами, гайками, штифтами или другими деталями, обеспечивающими жесткое соединение. При изготовлении оптико-механических приборов для соединения зубчатых колес с валами используют шлицевые детали. Шлицы выполняют по наружной поверхности охватываемой детали и по внутренней поверхности охватывающей детали. Форма шлицев бывает ...
0 комментариев