Навигация
9. Паяные соединения
Паяные соединения - это неразъемные соединения, обеспечиваемые силами молекулярного взаимодействия между соединяемыми деталями иприпоем. Припой - это сплав или металл, вводимый в расплавленном состоянии в зазор между соединяемыми деталями и имеющий более низкую температуру плавления, чем соединяемые детали. Отличие пайки от сварки - отсутствие расплавления или высокотемпературного нагрева соединяемых деталей.
Связь в паяном шве основана на:
растворении металла деталей в расплавленном припое;
взаимной диффузии элементов припоя и металла соединяемых деталей;
бездиффузионной атомной связи.
Прочность паяного шва существенно выше, чем припоя, в связи с растворением в слое материала деталей и в связи с тем, что слой находится в стесненном напряженном состоянии между соединяемыми деталями.
Пайкой соединяют однородные и разнородные материалы: черные и цветные металлы, сплавы, керамику, стекло и т. д.
Основные паяные соединения: внахлестку (ПН-l?ПН-6, включая телескопические ПН-4?ПН-6), встык (ПВ-l, ПВ-2), вскос (ПВ-3, ПВ-4), втавр (ПТ-1?ПТ-4), соприкасающиеся (ПС-l, ПС-2). Преимущественное применение имеют соединения внахлестку, как обеспечивающие достаточно высокую прочность вплоть до достижения равнопрочности с целыми деталями.
Стыковые соединения имеют применение, ограниченное малыми нагрузками, что связано с малыми поверхностями спая.
Соединения ступенчатые и вскос (ПВ-3, ПВ-4 с углом не более 30°) способны обеспечивать необходимую прочность, но их применение ограничивается сложностью изготовления.
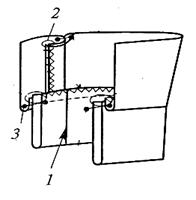
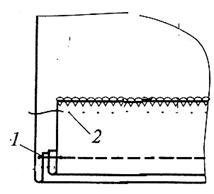
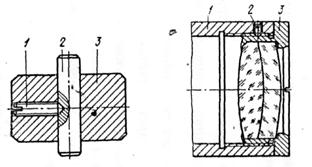
Пайкой соединяют листы, стержни, трубы между собой и с плоскими деталямии др. Важную область составляют сотовые паяные конструкции (рисунок 9).
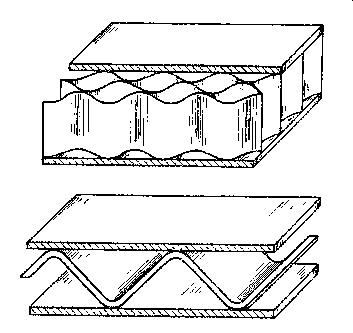
Рисунок 9 – Сотовые конструкции
Припои должны быть легкоплавкими, хорошо смачивать соединяемые поверхности, обладать достаточно высокой прочностью, пластичностью, непроницаемостью. В технике применяют широкую номенклатуру припоев, разделяемую на группы по температуре плавления и по химическому составу.
В машиностроении употребительны следующие припои.
оловянно-свинцовые по ГОСТ 21930-76* ПОС 61, ПОС 40, ПОС 30, ПОС 10 и др.
оловянно-свинцовые сурьмянистые и малосурьмянистые по ГОСТ 21930-76* (автомобилестроение, соединения цинковых и оцинкованных деталей и др.);
серебряные, оловянные, оловянно-свинцовые с содержанием серебра до 10 % по ГОСТ 19738-74* (ответственные соединения, требуюшие высокой прочности, коррозионной стойкости, относительно невысокой температуры плавления, повышенной электропроводности);
медно-цинковые сплавы - латуни (для большинства металлических деталей, кроме деталей, подвергаемых ударным и вибрационным нагрузкам).
В процессе пайки для защиты поверхностей от загрязнения и окисления и соответственно для улучшения растекания жидкого припоя применяют флюсы.
При низкотемпературной пайке применяют в виде флюса канифоль и ее растворы, вазелин, а также более активные флюсы, содержащие органические кислоты (олеиновую, молочную, лимонную) и др.
Для повышения активности флюса добавляют фтористые и хлористые соли металлов.
Применяют многообразные способы пайки: паяльником с периодическим подогревом или с непрерывным подогревом газом, жидким топливом или электрическим подогревом; газопламенными горелками; электронагревом (преимущественно электросопротивлением); в жидких средах; в печах; специальные.
Наиболее проста пайка паяльником, наиболее производительны пайки в жидких средах и в печах.
Расчет паяных соединений проводят по номинальному напряжению в зависимости от предела прочности. Значения предела прочности на срез при пайке наиболее распространенными оловянно-свинцовыми припоями:
| Материал детали | Сталь 20 | Сталь Х18Н9Т | Медь М3 | Латунь Л62 |
| τср, МПа | 28 | 32 | 27 | 22 |
Предел прочности спая на растяжение (по опытам с серебряными припоями ПСр40 и ПСр45) для большинства сталей на 30-40 % выше τср, а для особо высоколегированных сталей выше до 2 и более раз.
Похожие работы
... в освоенный технологический процесс. Это является большим недостатком метода повторных сборок. В тех случаях, когда технология сборки только разработана, но еще не внедрена в производство, анализ технико-экономических характеристик сборочного процесса можно произвести по методу, разработанному доктором техн. наук Н. А. Бородачевым. Для этой цели все операции разработанного технологического ...

... , применением унифицированной технологии, применением параллельной и параллельно-последовательной обработки, максимальной механизацией технологических процессов. Предлагаемые модели женских костюмов имеют одну технологичную конструктивную основу, что дает возможность применить наиболее эффективные методы изготовления одежды, исключить потери рабочего времени при смене моделей в потоке. При ...
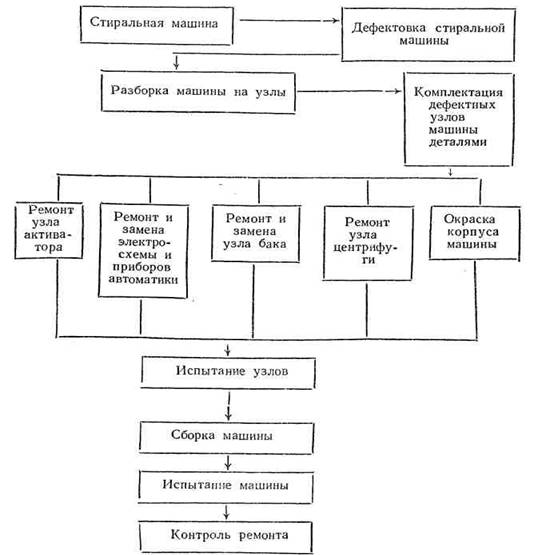
... винта, снять крышку с узлом электропривода, вынуть барабан, удалить белье. Собрать машину в обратной последовательности 2.2 Анализ существующего технологического процесса ремонта стиральных машин барабанного типа Производственным процессом ремонта называется вся совокупность действий, осуществляемых с момента поступления объектов ремонта на завод или в мастерскую до получения полностью ...
... кулачков, маховичков, шкивов на валы и оси с последующей фиксацией их винтами, гайками, штифтами или другими деталями, обеспечивающими жесткое соединение. При изготовлении оптико-механических приборов для соединения зубчатых колес с валами используют шлицевые детали. Шлицы выполняют по наружной поверхности охватываемой детали и по внутренней поверхности охватывающей детали. Форма шлицев бывает ...
0 комментариев