Навигация
10. Шлицевые соединения
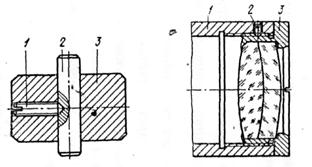
Шлицевые соединения (в соответстивии с рисунком 10) условно можно рассматривать как многошпоночное, у которого шпонки выполнены как одно целое с валом. Шпоночные и зубчатые соединения служат для закрепления деталей на осях и валах. Такими деталями являются шкивы, зубчатые колеса, муфты, маховики, кулачки и т. д.
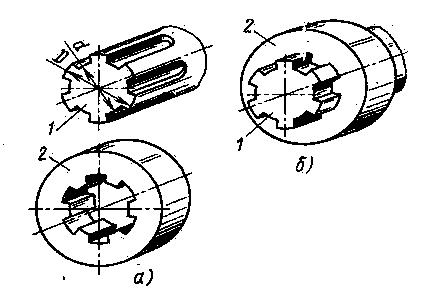
Рисунок 10 – Детали (а) и шлицевое соединение (б): 1- вал; 2 – втулка (ступица)
Соединения обеспечивают жесткое фиксирование деталей в окружном направлении и допускают их взаимные осевые перемещения (подвижные соединения).
По форме поперечного, сечения различают три типа соединений: прямобочные ГОСТ 1139-80; эвольвентные ГОСТ6033-80; треугольные (изготовляются по отраслевым стандартам).
Соединения с прямобочными зубьями распространены в машиностроении. В зависимости от числа зубьев (z=6?20) и их высоты ГОСТ 1139-80 предусматривает три серии соединений для валов с внешним диаметром от 14 до 125 мм.
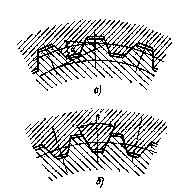
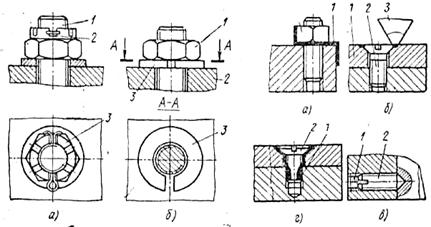
Рисунок 11 – Шлицевые соединения с эвольвентными (а) и треугольными (б) зубьями
При переходе от легкой к тяжелой серии при неизменном внутреннем диаметре зубьев увеличиваются их число, внешний диаметр и, как следствие, нагрузочная способность.
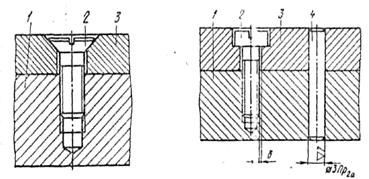
Центрирование, т. е. соосное положение соединяемых деталей, осуществляют: по внешнему (в соответстивии с рисунком 11, а) или внутреннему (в соответстивии с рисунком 11, б) диаметру зубьев, а также по боковым поверхностям зубьев.
Для первых двух типов центрирования соединения имеют минимальные зазоры по поверхностям диаметров D и d соответственно и ограниченный зазор по боковым сторонам. По нецентрирующему диаметру предусмотрен значительный зазор. При третьем типе центрирования минимальный зазор устанавливают по боковым сторонам зубьев и значительные зазоры по поверхностям диаметров D и d. Стандартом предусмотрены три формы исполнения зубьев вала и одна для впадин втулки.
Центрирование по внешнему диаметру зубьев технологически наиболее простое и экономичное, так как центрирующие поверхности допускают точную и производительную обработку. Такое центрирование применяют в основном для неподвижных соединений.
Рекомендуемые посадки по ширине b при центрировании по наружному диаметру: F8/f7, F8/f8, F8/js7 и др.
Центрирующие поверхности вала шлифуют, обеспечивая наиболее высокую точность центрирования. Такое центрирование используют обычно в подвижных соединениях: Рекомендуют следующие посадки по центрирующему диаметру d: H7/f7, H7/g6, Н7/ js7 и др.
Центрирование по боковым сторонам зубьев применяют сравнительно редко, лишь в соединениях, подверженных реверсивным динамическим нагрузкам. Оно не обеспечивает соосности вала и ступицы, хотя имеет высокую нагрузочную способность. Рекомендуемые посадки по ширине b: F8/js7, D9/e8. D9/f8 и др.
Соединения с эвольвентными шлицами более технологичны, чем прямобочные шлицевые соединения. Для обработки валов с эвольвентными шлицами требуется меньший комплект более простого инструмента и используется совершенная технология зубообработки.
Соединения имеют более высокую точность и прочность благодаря большей площади контакта, большему числу зубьев и скруглению впадин, снижающему концентрацию напряжений. В cвязи с этим области применения соединений непрерывно расширяются. Их центрирование выполняют обычно по боковым поверхностям зубьев. Рекомендуемые посадки: 7H/7h, 7Н/9r, 7Н/8р - для неподвижных соединений и 9H/9f, 9H/9g, 11H/l0d - для подвижных соединений.
В отличие от зубчатых колес угол профиля (α=30°) увеличен, а высота зуба уменьшена (h=m).
По ГОСТ 603З-80 размерный ряд охватывает эвольвентные шлицевые соединения с модулями m=0,5?10 мм, наружными диаметрами D =4?500 мм и числами зубьев z=6?82.
При использовании прямобочных и эвольвентных соединений для направления осевого перемещения деталей, посаженных на вал (например, зубчатых колес в коробках передач), твердость поверхности зубьев повышают до 54-60 HRC для уменьшения износа.
Соединения с треугольными зубьями применяют преимущественно для неподвижных соединений при тонкостенных втулках, а также в соединениях стальных валов со ступицами из легких сплавов, в приборостроении. Они позволяют координировать положение вала и втулки в пределах малых углов. По рекомендации СЭВ (РС 656-66) угол профиля β=60° при номинальных диаметрах до 60 мм. Кроме таких соединений, в машиностроении по отраслевым стандартам изготовляют соединения с другими углами профиля (72°, 90° и др.) и D=5?75 мм.
В быстроходных передачах авиационные и автомобильные коробки передачи т. п. точность центрирования шлицевых соединений часто недостаточна. Для ее повышения центрирование осуществляют по вспомогательным поверхностям (коническим, цилиндрическим, а иногда отказываются от применения соединений и колеса изготовляют как одно целое с валом.
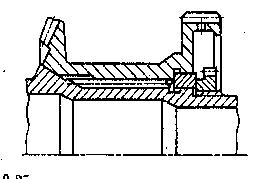
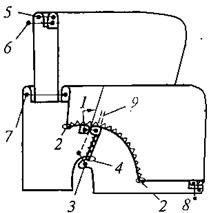
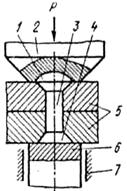
Рисунок 12 – Центрирования деталей шлицевого соединения по конической и цилиндрической дополнительным поверхностям
Проектирование и расчет соединений. Основные размеры шлицевого соединения задают при конструировании вала. Длину соединения принимают не более 1,5D; при большей длине существенно возрастает неравномерность распределения нагрузки вдоль зубьев и трудоемкость изготовления. Учитывая, что соединения в машинах выходят из строя преимущественно из-за повреждения рабочих поверхностей зубьев и усталостного разрушения шлицевых валов, после проектирования выполняют проверочный расчет зубьев.
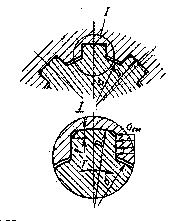
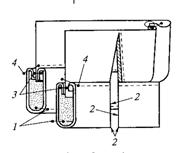
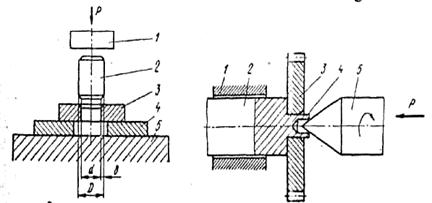
Рисунок 13 – Расчётная схема зуба шлицевого соединения
Условие прочности по допускаемым напряжениям смятия имеет вид
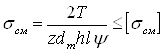
где dm - средний диаметр соединения; z - число зубьев; h и l - соответственно высота и длина поверхности контакта зубьев; ψ - коэффициент, учитывающий неравномерное распределение нагрузки между зубьями и вдоль зубьев (ψ=0,5?0,7); [σсм] - допускаемое напряжение смятия на боковых поверхностях.
Для соединения с эвольвентными зубьями принимают: [σсм] =0,2σв для неподвижных соединений с химико-термической обработкой зубьев;
[σсм] =0,lσв - то же для подвижных соединений. Для соединений с зубьями без химико-термической обработки значения [σсм] снижают вдвое. Высота и длина поверхности контакта: для прямобочных зубьев
![]() ;
; ![]() ;
;
для эвольвентных зубьев h=m; dm=mz, где m – модуль зубьев.
Шлицевым соединениям присуща высокая концентрация нагрузки, обусловленная погрешностями изготовления, смещениями осей деталей под нагрузкой, закручиванием деталей. Лишь в идеально точном соединении при действии вращающего момента Т нагрузка между зубьями распределена равномерно
![]() ; где I – номер зуба.
; где I – номер зуба.
При совместном действии момента и радиальной силы F, нагрузка между зубьями будет распределяться неравномерно
![]() и
и ![]()
В реальных соединениях имеются погрешности в угловом шаге зубьев вала и втулки, а также радиальные зазоры, которые приводят к существенно неравномерному распределению нагрузки в окружном направлении и циклическому взаимному смещению деталей в осевом направлении, изнашиванию зубьев и развитию контактной коррозии.
В приближенном расчете концентрацию нагрузки учитывают общим коэффициентом ψ. Для улучшения распределения нагрузки и повышения долговечности соединений повышают точность изготовления, совершенствуют формы деталей и выполняют ряд других мероприятий.
Похожие работы
... в освоенный технологический процесс. Это является большим недостатком метода повторных сборок. В тех случаях, когда технология сборки только разработана, но еще не внедрена в производство, анализ технико-экономических характеристик сборочного процесса можно произвести по методу, разработанному доктором техн. наук Н. А. Бородачевым. Для этой цели все операции разработанного технологического ...

... , применением унифицированной технологии, применением параллельной и параллельно-последовательной обработки, максимальной механизацией технологических процессов. Предлагаемые модели женских костюмов имеют одну технологичную конструктивную основу, что дает возможность применить наиболее эффективные методы изготовления одежды, исключить потери рабочего времени при смене моделей в потоке. При ...
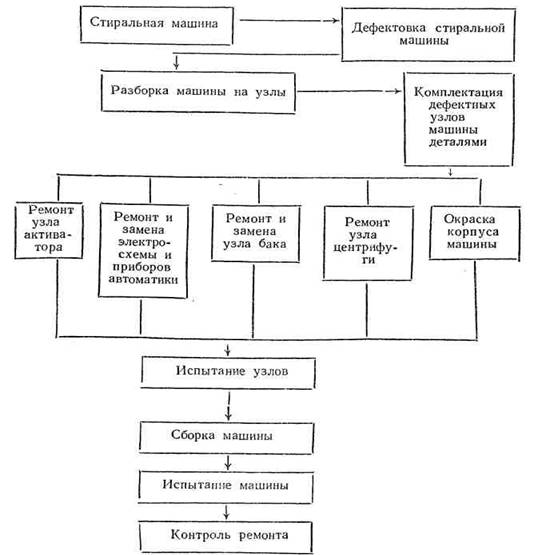
... винта, снять крышку с узлом электропривода, вынуть барабан, удалить белье. Собрать машину в обратной последовательности 2.2 Анализ существующего технологического процесса ремонта стиральных машин барабанного типа Производственным процессом ремонта называется вся совокупность действий, осуществляемых с момента поступления объектов ремонта на завод или в мастерскую до получения полностью ...
... кулачков, маховичков, шкивов на валы и оси с последующей фиксацией их винтами, гайками, штифтами или другими деталями, обеспечивающими жесткое соединение. При изготовлении оптико-механических приборов для соединения зубчатых колес с валами используют шлицевые детали. Шлицы выполняют по наружной поверхности охватываемой детали и по внутренней поверхности охватывающей детали. Форма шлицев бывает ...
0 комментариев