Навигация
4. Заклепочные соединения
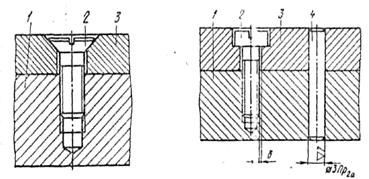
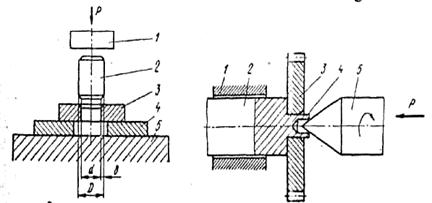
Заклепка (в соответстивии с рисунком 2) представляет собой стержень круглого сечения с головками на концах, одну из которых, называемую закладной, выполняют на заготовке заранее, а вторую, называемую замыкающей, формируют при клепке. Заклепки стягивают соединяемые детали, в результате чего часть или вся внешняя продольная нагрузка на соединения передается силами трения на поверхности стыка.
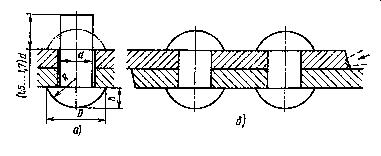
Рисунок 2 – Заклёпка с полукруглыми головками и простейшее заклёпочное соединение
Заклепочные соединения разделяют на: 1) силовые (иначе называемые прочными соединениями), используемые преимущественно в металлических конструкциях машин, в строительных сооружениях;
2) силовые плотные (иначе называемые плотнопрочными соединениями), используемые в котлах и трубах, работающих под давлением.
Плотность также можно обеспечить с помощью клея.
Преимуществами заклепочных соединений являются стабильность и контролируемость качества. Недостатки - повышенный расход металла и высокая стоимость, неудобные конструктивные формы в связи с необходимостью наложения одного листа на другой или применения специальных накладок. В настоящее время заклепочные соединения в большинстве областей вытеснены сварными и этот процесс продолжается.
Область практического применения заклепочных соединений ограничивается следующими случаями:
1) соединения, в которых нагрев при сварке недопустим из-за опасности отпуска термообработанных деталей или коробления окончательно обработанных точных деталей;
2) соединения несвариваемых материалов;
3) соединения в самолетах, например в пассажирском самолете применяют до 2,5 миллионов заклепок;
4) соединения в автомобилестроении для рам грузовых машин. Заклепки изготовляют из прутков на высадочных автоматах.
Клепку стальными заклепками диаметром до 8?10 мм, а также заклепками из латуни, меди и легких сплавов всех диаметров производят холодным способом, а остальных заклепок - горячим способом.
Материал заклепок должен быть достаточно пластичным для обеспечения возможности формирования головок и однородным с материалом соединяемых деталей во избежание электрохимической коррозии. Стальные заклепки обычно изготовляют из сталей Ст2, Ст3, 09Г2 и др.
Государственными стандартами предусмотрены следующие виды заклепок.
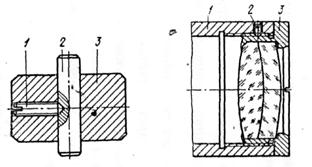
Заклепки со сплошным стержнем: с полукруглой головкой (ГОСТ 10299-80* и ГОСТ 14797-85, рисунок 3, а), имеющие основное применение в силовых и плотных швах; с плоской головкой (ГОСТ 14801-85, в соответстивии с рисунком 3, б), предназначенные для работы в коррозионных средах; с потайной головкой (ГОСТ10300-80*, ГОСТ 14798-85, в соответстивии с рисунком 3, в), применяемые при недопустимости выступающих частей, в частности в самолетах; с полупотайной головкой для соединения тонких листов.
Заклепки полупустотелые (ГОСТ 12641-80*, ГОСТ 12643-80, г, д, е) и пустотелые (ГОСТ 12638-80* - ГОСТ 12640-80*, в соответстивии с рисунком 3, ж, з, и) применяют для соединения тонких листов и неметаллических деталей, не допускающих больших нагрузок.
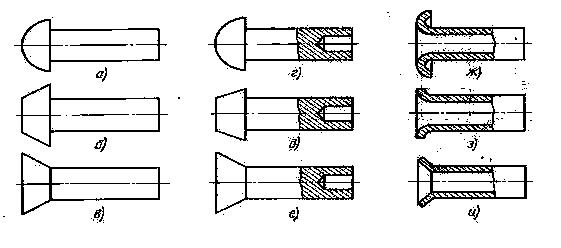
Рисунок 3 – Стандартные стальные заклёпки
Для увеличения ресурса заклепочных соединений создают радиальный натяг, ресурс при этом увеличивается в 2?4 раза.
Для крепления лопаток некоторых паровых и газовых турбин применяют заклепки, устанавливаемые под развертку и работающие в основном на сдвиг.
Наиболее отработаны конструкции, типаж и технология заклепочных соединений в авиационной промышленности.
Кроме традиционных заклепок применяют:
1) заклепки из стержней с одновременным расклепыванием обеих головок и образованием гарантированного натяга по цилиндрической поверхности;
2) заклепки с потайной головкой и компенсатором - местной выпуклостью на головке, деформируемой приклепке и уплотняющей контакт головки;
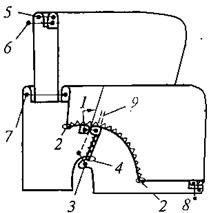
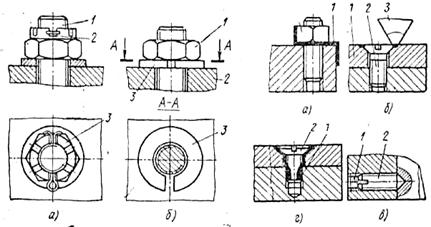
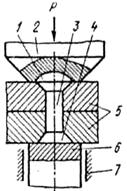
3) заклепки для швов с односторонним подходом и с сердечником, который при осевом перемещении распирает заклепку, образуя замыкающую головку, а потом обрывается и фрезеруется для обеспечения гладкой поверхности;
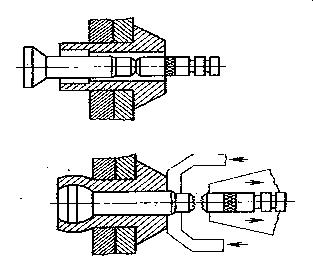
Рисунок 4 – Стержневые заклёпки для односторонней клёпки
4) взрывная заклепка того же назначения, у которой замыкающая головка образуется в результате взрыва вещества, заложенного в отверстие заклепки; взрыв вызывается нагревом закладной головки и стержня;
5) болт-заклепка в виде стержня, устанавливаемого с натягом, и высокой шайбы; при установке болта гайку обжимают на стержне, имеющем в этом месте кольцевые канавки; потом хвостовую часть стержня обрывают;
6) заклепка с большим сопротивлением сдвигу в виде твердой пустотелой заклепки с потайной головкой, притягиваемой винтом.
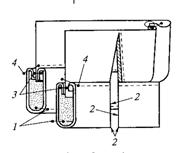
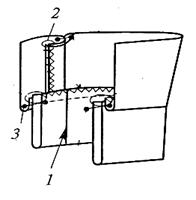
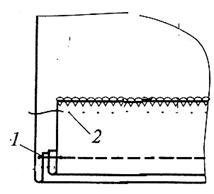
Заклепочные соединения по конструкции разделяют на соединения внахлестку (в соответстивии с рисунком 5, а), соединения с одной накладкой (в соответстивии с рисунком 5, б) и соединения с двумя накладками (в соответстивии с рисунком 5, в).
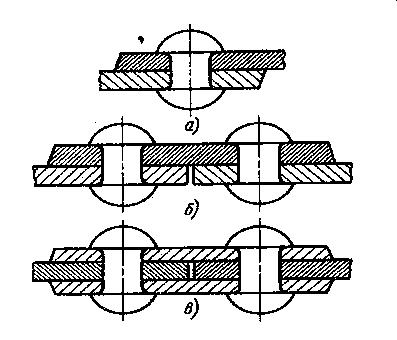
Рисунок 5 – Основные типы заклёпочных соединений
Заклепочные соединения применяют также для деталей машин общего назначения, например для крепления венцов зубчатых колес к ступицам, лопаток в турбинах, противовесов коленчатых валов, тормозных лент и обкладок, для соединения деталей рам и колес автомобилей и т. д.
При конструировании рекомендуется придерживаться следующих правил:
1) в элементах, работающих на растяжение или сжатие для уменьшения их изгиба, заклепки следует располагать возможно ближе к оси, проходящей через центр массы сечений, или симметрично относительно этой оси;
2) в каждом соединении для устранения возможности относительного поворота соединяемых деталей желательно использовать не менее двух заклепок;
3) заклепки по возможности следует размещать таким образом, чтобы соединяемые элементы ослаблялись меньше и их материал использовался более полно, т. е. следует предпочитать шахматное расположение рядному.
Расчет заклепочных соединений. В соответствии с обычными условиями работы заклепочных соединений основными нагрузками для них являются продольные силы, стремящиеся сдвинуть соединяемые детали одну относительно другой. В плотном и точном соединениях необходимо, чтобы вся внешняя нагрузка во избежание местных сдвигов воспринималась силами трения.
Расчет заклепок в соединении, находящемся под действием продольной нагрузки, сводится по форме к расчету их на срез. Трение в стыке учитывают при выборе допускаемых напряжений среза. При центральном действии нагрузки предполагается равномерное распределение сил между заклепками.
В заклепочном соединении допустимая нагрузка, отнесенная к одной заклепке,
![]()
где d - диаметр стержня заклепки; [τ]ср - условное допускаемое напряжение заклепки на срез; i - число срезов.
При центрально действующей нагрузке F необходимое число заклепок z=F/F1.
Заклепки на смятие в односрезном или двухсрезном силовом соединении проверяют по формуле
![]()
где s - толщина стенки соединяемых деталей.
Проверка на смятие плотных соединений не нужна, так как в них вся продольная нагрузка воспринимается силами трения в стыке.
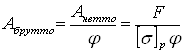
Соединяемые элементы проверяют на прочность в сечениях, ослабленных заклепками:
Допускаемое напряжение для соединений стальных деталей заклепками из сталей Ст2 и Ст3 при расчете по основным нагрузкам: на срез заклепок [τ]ср=140 МПа и на смятие [σ]см=280?320 МПа, на растяжение соединяемых элементов из стали Ст3 [σ]р=160 МПа.
При холодной клепке допускаемые напряжения в заклепках снижают на 30 %.
Для элементов соединений с пробитыми и нерассверленными отверстиями допускаемые напряжения снижают на 30 %.
Если соединение работает при редких знакопеременных нагрузках, допускаемые напряжения понижают умножением на коэффициент
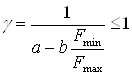
где Fmin и Fmax - наименьшая и наибольшая по абсолютной величине силы, взятые со своими знаками. Для соединения элементов из низкоуглеродистых сталей а=1, b=0,3, а для соединений из среднеуглеродистых сталей а = 1,2, b= 0,8.
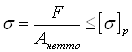
Потребная площадь элементов, работающих на растяжение под действием силы F,
где φ=(P-d)/P коэффициент прочности шва, величина которого обычно колеблется в пределах от 0,6 до 0,85; Р - шаг расположения заклепок.
При проектном расчете значением φ задаются, а потом производят проверочный расчет.
В групповых заклепочных соединениях, подверженных сложному напряженному состоянию, силы на одну заклепку определяются, как в резьбовых соединениях.
Похожие работы
... в освоенный технологический процесс. Это является большим недостатком метода повторных сборок. В тех случаях, когда технология сборки только разработана, но еще не внедрена в производство, анализ технико-экономических характеристик сборочного процесса можно произвести по методу, разработанному доктором техн. наук Н. А. Бородачевым. Для этой цели все операции разработанного технологического ...

... , применением унифицированной технологии, применением параллельной и параллельно-последовательной обработки, максимальной механизацией технологических процессов. Предлагаемые модели женских костюмов имеют одну технологичную конструктивную основу, что дает возможность применить наиболее эффективные методы изготовления одежды, исключить потери рабочего времени при смене моделей в потоке. При ...
... винта, снять крышку с узлом электропривода, вынуть барабан, удалить белье. Собрать машину в обратной последовательности 2.2 Анализ существующего технологического процесса ремонта стиральных машин барабанного типа Производственным процессом ремонта называется вся совокупность действий, осуществляемых с момента поступления объектов ремонта на завод или в мастерскую до получения полностью ...
... кулачков, маховичков, шкивов на валы и оси с последующей фиксацией их винтами, гайками, штифтами или другими деталями, обеспечивающими жесткое соединение. При изготовлении оптико-механических приборов для соединения зубчатых колес с валами используют шлицевые детали. Шлицы выполняют по наружной поверхности охватываемой детали и по внутренней поверхности охватывающей детали. Форма шлицев бывает ...
0 комментариев