Перспектива развития вагонного и контейнерного парков
Программа ремонта и режим работы вагонного депо. Фонды рабочего времени
Генеральный план депо
Программа ремонта и режим работы вагонного депо Фонды рабочего времени
Выбор и расчет потребного количества оборудования
Разработка технологического процесса ремонта вагонов на поточных линиях
Расчет основных размерных параметров вагоносборочного цеха
Расчет расхода электроэнергии, топлива, пара, воды и сжатого воздуха
Технико-экономические показатели работы ВСЦ
Организация работ в основных цехах вагонного депо
Разработка методов обмера элементов колесных пар для выявления износов и неисправностей
Определение неисправностей колесных пар по внешним признакам
Безопасность и экологичность проекта. Безопасность труда
Нормирование ОПФ и разработка рекомендаций по предотвращению или уменьшению их воздействия на работающих
Характеристика вредных производственных факторов (ВПФ), и их влияние на окружающую среду
Нормативные уровни основных вредных веществ, поступающих в воздушную, водную среду
Рекомендации по защите окружающей среды от различного загрязнения
Экономическая часть
Навигация
Разработка технологического процесса ремонта вагонов на поточных линиях
Вагонное хозяйство железных дорог
125334
знака
12
таблиц
1
изображение
3.7 Разработка технологического процесса ремонта вагонов на поточных линиях
3.7.1 Основы организации технологического процесса
Технологические процессы должны предусматривать повышение качества продукции и производительности труда, снижение себестоимости и улучшение условий труда, расширение объема механизации и автоматизации производственного цикла изготовления или ремонта изделия, быть безопасными для исполнителей.
По степени детализации описания технологического процесса различают: маршрутное, когда в маршрутной карте излагается сокращенное описание всех технологических операций; операционное, когда в маршрутной карте дается только наименование операций, а их полное описание излагается в операционных картах и маршрутно-операционное, когда в маршрутной карте дается сокращенное описание одних операций, а подробное описание других – в операционных картах.
Проектирование технологических процессов начинают с изучения рабочих чертежей и технических условий. Проводят контроль чертежей и проверку технологичности конструкции изделия. Затем намечают последовательность выполнения операции, выбирают оборудование и оснастку, производят расчет технологических режимов и нормирование. В случае необходимости выполняют также расчеты на точность, устанавливают припуски на обработку, промежуточные размеры и др.
Ремонт каждого вагона выполняется по следующей технологической схеме: приемка вагона в ремонт (приемочная стадия), очистка вагона в целом (предварительная стадия), разборка вагона, очистка и разборка сборочных единиц, дефектация деталей, ремонт и изготовление (приобретение) новых составных единиц и деталей на позиции ремонта и сборки вагонов, ремонт рамы кузова и сборочные работы на вагоне, окрашивание вагона, сушка вагона, испытание и сдача отремонтированного вагона (заключительная стадия).
3.7.2 Распределение работ по позициям поточной линии
Комплексно – механизированная линия предназначена для деповского ремонта полувагонов. Она имеет 7 специализированных позиций (I – VII), на которых осуществляется весь комплекс ремонтных работ, включая окраску и сушку полувагонов.
Полувагоны подаются на ремонтные позиции специальным устройством с автоматическими захватами. На первой позиции поднимается кузов полувагона и устанавливается на опоры, а тележки выкатываются и подаются на ремонт. На следующей позиции кузов, перевернутый кантователем на 1800, опускается боковыми фермами в продольные траншеи таким образом, чтобы рама полувагона оказалась на уровне, удобном для производства ремонтных работ.
Перекантованный кузов специальными автозахватами перемещается вдоль траншеи на транспортных тележках. Это происходит на третьей позиции, где выполняются все слесарные, газорезочные и электросварочные работы по раме и кузову, а также навеска крышек люков. После этого кузов поднимается из траншеи, перекантовывается в нормальное положение и опускается на отремонтированные тележки.
На следующих позициях устанавливаются и закрепляются части автосцепки, завершаются все слесарные, газорезочные, электросварочные операции.
На шестой позиции с помощью механизированного столярного инструмента выполняются все плотницкие работы. Затем вагон перемещается на исходную позицию перед комплексом малярно-сушильных агрегатов, откуда специальным конвейером со скоростью 3 м/мин передвигается через камеру электроокраски и попадает в терморадиационную сушильную установку. После первой окраски и сушки полувагон возвращается реверсивным конвейером на исходную позицию для повторной окраски, и на полувагон наносят надписи и его окончательно принимает контролер. Полностью отремонтированный полувагон выкатывают за пределы цеха.
3.8 Расчет рабочего персонала ВСЦ
Расчет численности основных производственных рабочих ведется исходя из программы депо и трудоемкости ремонтных работ.
Явочная численность рабочих определяется по формуле:
Rяв i = (Nв *Hн)/(Fр *K п) , (1.18)
где Nв - годовая программа ремота вагонов в депо;
Нн – трудоемкость ремонта одного вагона, чел – ч /вагон;
[3, стр. 192, табл. 13]
Fр – номинальный годовой фонд рабочего времени одного рабочего, ч; Fр=2077 ч;
Кп - коэффициент выполнения норм, равный 1,14 – 1,2;
- вагоносборочный участок без малярного отделения:
Rяв 1= (4500*24,1)/(2077*1,14)=46 чел.
малярное отделение:
Rяв 2= (4500*3,1)/(2077*1,14)=6 чел.
- тележечное отделение:
Rяв 3= (4500*3,4)/(2077*1,14)=6 чел.
- колесный участок и участок ремонта роликовых
подшипников:
Rяв 4= (4500*8,3)/(2077*1,14)=16 чел.
Rяв= (4500*38,9)/(2077*1,14)= 74 чел.
Списочная потребность рабочих определяется по формуле:
Rспi =Rявi*![]() ; (1.19)
; (1.19)
где ![]() - коэффициент приведения явочной численности
- коэффициент приведения явочной численности
рабочих к списочной, учитывающий невыходы
на работу по уважительным причинам;
![]() = 1,09- 1,11;
= 1,09- 1,11;
- вагоносборочный участок без малярного отделения:
Rсп1= 46*1,09=50 чел.
- малярное отделение:
Rсп2 = 6*1,09= 7 чел.
- тележечное отделение:
Rсп3 = 6* 1,09= 7 чел.
- колесный участок и участок ремонта роликовых
подшипников:
Rсп4 = 16*1,09= 17 чел.
Rсп = 74* 1,09= 81 чел.
Промышленно – производственный персонал любого предприятия, в том числе и вагонное депо, делится на четыре категории: рабочие (производственные и вспомогательные), инженерно – технические работники (ИТР), счетно – конторский персонал- служащие (СКП), и младший обслуживающий персонал (МОП).
Количество инженерно – технических работников (ИТР) принимают от общей численности рабочих 8 %, СКП – 3-5%, и МОП – 2-3%.
Rитр= Rсп*0,08= 81*0,08=6 чел.
Rскп = Rсп*0,05=81*0,05=4 чел.
Rмоп= Rсп*0,03=81*0,03=2 чел.
Похожие работы
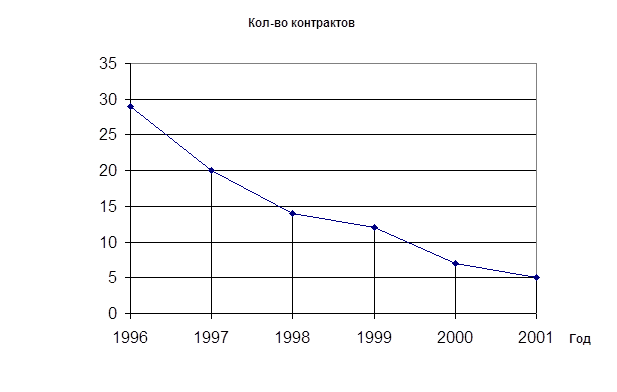
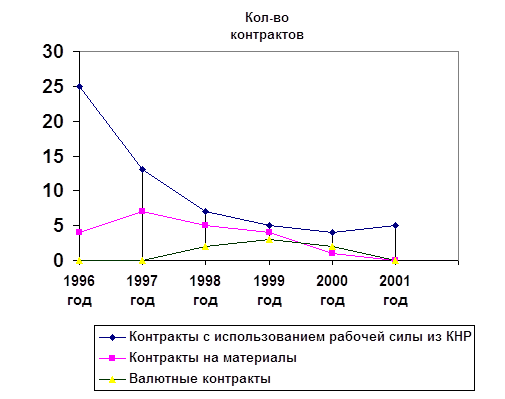
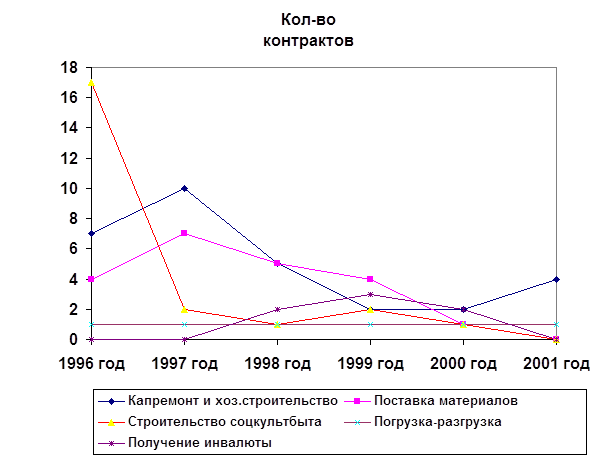
... контрактов на осуществление погрузочно-разгрузочных работ (каждый год один контракт) свидетельствует о их экономической эффективности и производственной необходимости. Таким образом, внешнеэкономическая деятельность Забайкальской железной дороги с учетом специфики железнодорожного транспорта была подчинена решению следующих производственных задач и социальных вопросов: 80. - частичная ...
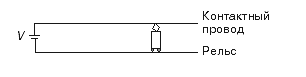
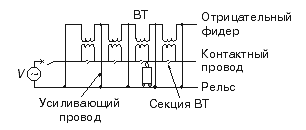
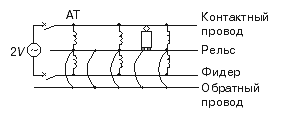
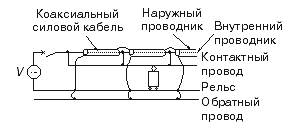
... утверждена начальником железной дороги. Выкопировки из этой схемы включаются в техническо-распорядительный акт станции. 2. Схема электроснабжения железных дорог Вначале для высокоскоростных линий, была разработана система тягового электроснабжения по трехпроводной схеме с использованием автотрансформаторов (АТ), позволившая значительно увеличить расстояние между тяговыми подстанциями. Эта ...

... Заводы и прочие коммерческие организации железнодорожной сферы, не входящие в структуру ОАО «РЖД». 2.2 Сегментация рынка и выбор потребительского сегмента Географическое положение Открытое акционерное общество «Торговый дом РЖД» располагается в г. Москве по адресу: ул. Сокольнический вал, д. 1а. Местоположение удобное, в первую очередь, обусловлено близостью головного офиса ОАО «РЖД». В ...
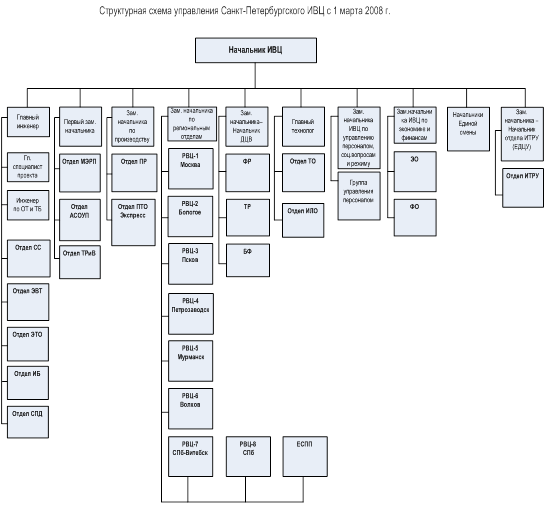
... отдела по вычислительной технике. Ему было поручено подготовить обоснование и выдать техническое задание на проектирование и строительство дорожного вычислительного центра и системы информационной связи. Так было положено начало внедрению вычислительной техники на Октябрьской железной дороге. В 1967 году на дороге приказом начальника дороги №62/Н от 06.06.67 создан Вычислительный центр. ...
0 комментариев